Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Wall ConstructionDokument6 SeitenWall ConstructionAnn Cyrilla Coney Corporal100% (1)
- 1 Introduction To Manufacturing SystemsDokument186 Seiten1 Introduction To Manufacturing SystemsJerin Cyriac Me100% (1)
- Prestressed Concrete Structures PDFDokument124 SeitenPrestressed Concrete Structures PDFVarun VermaNoch keine Bewertungen
- Test Report GroutDokument2 SeitenTest Report GroutKuldeep ChakerwartiNoch keine Bewertungen
- Analysis Methods: VasilievDokument22 SeitenAnalysis Methods: Vasilievsupriyo1970Noch keine Bewertungen
- AppbDokument10 SeitenAppbsupriyo1970Noch keine Bewertungen
- IndxDokument50 SeitenIndxsupriyo1970Noch keine Bewertungen
- Composites in The Sporting Goods Industry: Brian SpencerDokument9 SeitenComposites in The Sporting Goods Industry: Brian Spencersupriyo1970Noch keine Bewertungen
- 42Dokument15 Seiten42supriyo1970Noch keine Bewertungen
- 39Dokument26 Seiten39supriyo1970Noch keine Bewertungen
- 41Dokument11 Seiten41supriyo1970Noch keine Bewertungen
- Tooling For Composites 25: Jerry Cadden and SadeskyDokument20 SeitenTooling For Composites 25: Jerry Cadden and Sadeskysupriyo1970Noch keine Bewertungen
- Mechanical Tests: Yu.M. Tarnopol'skii and KulakovDokument16 SeitenMechanical Tests: Yu.M. Tarnopol'skii and Kulakovsupriyo1970Noch keine Bewertungen
- 29Dokument19 Seiten29supriyo1970Noch keine Bewertungen
- 23Dokument37 Seiten23supriyo1970Noch keine Bewertungen
- Matched Metal Compression Molding Polymer Composites 17: Enarnul Haque and Burr (Bud) LeachDokument19 SeitenMatched Metal Compression Molding Polymer Composites 17: Enarnul Haque and Burr (Bud) Leachsupriyo1970Noch keine Bewertungen
- Metal Matrix Composites: I. Kostikov A N D KilinDokument16 SeitenMetal Matrix Composites: I. Kostikov A N D Kilinsupriyo1970Noch keine Bewertungen
- 02 Lant Datasheet Coremat XM - WebDokument1 Seite02 Lant Datasheet Coremat XM - WebLuminita Ana OprutaNoch keine Bewertungen
- StainTrode DDokument2 SeitenStainTrode DGyanaranjan2011Noch keine Bewertungen
- Dtic Ada097546Dokument34 SeitenDtic Ada097546Rodrigo GarciaNoch keine Bewertungen
- Sample Specifications GuidelinesDokument10 SeitenSample Specifications GuidelinesArunprasad MurugesanNoch keine Bewertungen
- DiamutStoneList Rel. 9.6 HySDokument128 SeitenDiamutStoneList Rel. 9.6 HyShectorNoch keine Bewertungen
- Compression Test Report: Civil Engineering Materials Testing LaboratoryDokument1 SeiteCompression Test Report: Civil Engineering Materials Testing LaboratoryZulfahzuan ZulkifliNoch keine Bewertungen
- Material Properties TableDokument3 SeitenMaterial Properties TableEka Putri MayaSariNoch keine Bewertungen
- Several Steps To Improve Productivity in Garment ProductionDokument7 SeitenSeveral Steps To Improve Productivity in Garment ProductionRezaul Karim Tutul100% (1)
- Jed-050m 008 eDokument5 SeitenJed-050m 008 egsuoagNoch keine Bewertungen
- Behavioural Study On Partial Replacement of Lime and Natural Admixtures in Conventional MortarDokument4 SeitenBehavioural Study On Partial Replacement of Lime and Natural Admixtures in Conventional MortarAnonymous RwuDVHg2JYNoch keine Bewertungen
- Location Layout SchedulingDokument43 SeitenLocation Layout SchedulingToushi Talukder TushiNoch keine Bewertungen
- Modern Constuction TechniDokument6 SeitenModern Constuction TechniRajat JatavNoch keine Bewertungen
- J-R Behaviour of 20mnmoni55 Pressure Vessel Steel: Aravind K ROLL NO: 207MM112Dokument107 SeitenJ-R Behaviour of 20mnmoni55 Pressure Vessel Steel: Aravind K ROLL NO: 207MM112Денис ПекшуевNoch keine Bewertungen
- Duplex Stainless Steel 2205 (UNS S31803/S32205) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDokument3 SeitenDuplex Stainless Steel 2205 (UNS S31803/S32205) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebsiswoutNoch keine Bewertungen
- Schedule Quantity FormatDokument12 SeitenSchedule Quantity FormatmohdrashidNoch keine Bewertungen
- Properties of Corrugated Paper From Recycled Paper Blended With Samantan Bamboo PulpDokument5 SeitenProperties of Corrugated Paper From Recycled Paper Blended With Samantan Bamboo Pulprushdan1963Noch keine Bewertungen
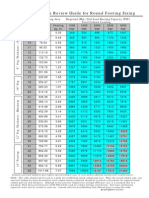
- Department of Labor: BC ms009 Round Footing ChartDokument1 SeiteDepartment of Labor: BC ms009 Round Footing ChartUSA_DepartmentOfLaborNoch keine Bewertungen
- Lect 10 Short ColDokument28 SeitenLect 10 Short ColUmer Yousuf ChaudharyNoch keine Bewertungen
- Forming and Foundry of Non-Ferrous MetalsDokument62 SeitenForming and Foundry of Non-Ferrous MetalsAkaninyene mathiasNoch keine Bewertungen
- Metal Forming PDFDokument89 SeitenMetal Forming PDFNikhil KanojiNoch keine Bewertungen
- University of Engineering & Technology LahoreDokument10 SeitenUniversity of Engineering & Technology Lahoreirfan aminNoch keine Bewertungen
- Facility Layout, PPTDokument22 SeitenFacility Layout, PPTsakhawatNoch keine Bewertungen
- Shri Mahila Griha Udyog Lijjat PapadDokument86 SeitenShri Mahila Griha Udyog Lijjat PapadpRiNcE DuDhAtRa60% (5)
- Fatigue Behavior of Materials Under Strain Cycling in Low and Intermediate Life Range PDFDokument58 SeitenFatigue Behavior of Materials Under Strain Cycling in Low and Intermediate Life Range PDFLeonardo TerraNoch keine Bewertungen
- Micromachining Gorilla GlassDokument3 SeitenMicromachining Gorilla GlassFarin MahzabeenNoch keine Bewertungen
- Elementos PreesforzadosDokument42 SeitenElementos PreesforzadosJohn Steven Anaya InfantesNoch keine Bewertungen