Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Manual Casio PCR-T48sDokument2 SeitenManual Casio PCR-T48sJOSE MENDOZANoch keine Bewertungen
- Sage One Accounting Getting Started Guide 1Dokument82 SeitenSage One Accounting Getting Started Guide 1romeoNoch keine Bewertungen
- Smart Contracts Security Assessment: Hyper Inu (HPE)Dokument10 SeitenSmart Contracts Security Assessment: Hyper Inu (HPE)Ernest SUNDAYNoch keine Bewertungen
- 3b6 Load Moment Indicator (Lmi) For MRT Telescopic Handlers User Manual PDFDokument1 Seite3b6 Load Moment Indicator (Lmi) For MRT Telescopic Handlers User Manual PDFUebi Alves0% (1)
- What Is Github Actions?: Benefits and ExamplesDokument13 SeitenWhat Is Github Actions?: Benefits and Examplesniraj kulhariNoch keine Bewertungen
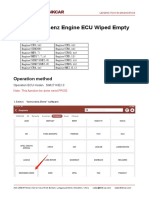
- Mercedes Benz Engine ECU Wiped EmptyDokument9 SeitenMercedes Benz Engine ECU Wiped EmptyP BNoch keine Bewertungen
- L5 L6 L7 L8 L9 - Project ManagementDokument94 SeitenL5 L6 L7 L8 L9 - Project Managementapi-19922408Noch keine Bewertungen
- Embedded Packet Capture Overview: Finding Feature InformationDokument10 SeitenEmbedded Packet Capture Overview: Finding Feature InformationManoj BNoch keine Bewertungen
- Image Enhancement RestorationDokument74 SeitenImage Enhancement RestorationDarsh Singh0% (1)
- D789188CTDokument9 SeitenD789188CTplvg2009Noch keine Bewertungen
- BCS301 Mathematics Model Question Paper 1Dokument5 SeitenBCS301 Mathematics Model Question Paper 1Rana ManalNoch keine Bewertungen
- DatasheetDurem114 tcm40-2080Dokument1 SeiteDatasheetDurem114 tcm40-2080Gildardo FigueroaNoch keine Bewertungen
- MTA ArchitectureDokument79 SeitenMTA ArchitectureWilly Van SteendamNoch keine Bewertungen
- Business Analyst JobDokument9 SeitenBusiness Analyst JobEdmond KeraNoch keine Bewertungen
- Sample DBDokument21 SeitenSample DBDinesh YepuruNoch keine Bewertungen
- Huawei OMC IManager M2000 Engineering Parameters IntroductionDokument11 SeitenHuawei OMC IManager M2000 Engineering Parameters IntroductionaricomenNoch keine Bewertungen
- 12 Best Practices For Core Banking MigrationDokument9 Seiten12 Best Practices For Core Banking MigrationitouzenNoch keine Bewertungen
- Usermanual SHD-8900 Alien en v120921Dokument37 SeitenUsermanual SHD-8900 Alien en v120921yul2kNoch keine Bewertungen
- H31 411 HCNA LTE Exam DumpsDokument13 SeitenH31 411 HCNA LTE Exam DumpsAbu DaoudNoch keine Bewertungen
- Integral Cycle Speed Control of Single Phase Induction Motor Using At89c51 Microcontroller PDFDokument47 SeitenIntegral Cycle Speed Control of Single Phase Induction Motor Using At89c51 Microcontroller PDFrijilpoothadiNoch keine Bewertungen
- Lm700 Service ManualDokument86 SeitenLm700 Service ManualDaniel GómezNoch keine Bewertungen
- Lenovo Diagnostics - LOG: 3/16/2021 11:42:57 AM - PassedDokument12 SeitenLenovo Diagnostics - LOG: 3/16/2021 11:42:57 AM - PassedJosé Tomás FerrandoNoch keine Bewertungen
- CH 4 - Footprinting and Social EngineeringDokument64 SeitenCH 4 - Footprinting and Social EngineeringcoderNoch keine Bewertungen
- I Ching Philosophy Inspired Optimization: July 2017Dokument9 SeitenI Ching Philosophy Inspired Optimization: July 2017Faizul Haslan Abu HassanNoch keine Bewertungen
- BSTDC Laser ShowDokument1 SeiteBSTDC Laser ShowRamnish MishraNoch keine Bewertungen
- EE133 Lab Report 4Dokument6 SeitenEE133 Lab Report 4nikmah supriNoch keine Bewertungen
- Combined Calendar Application and Scientific CalculatorDokument36 SeitenCombined Calendar Application and Scientific CalculatorPulak Kumar MandalNoch keine Bewertungen
- ONDULEUR APC Easy UPS 3S 1-10 KVADokument7 SeitenONDULEUR APC Easy UPS 3S 1-10 KVAouattara yaya katiaNoch keine Bewertungen
- Li4278 Spec Sheet en UsDokument2 SeitenLi4278 Spec Sheet en UsErwin RamadhanNoch keine Bewertungen