Das könnte Ihnen auch gefallen
- 3 STRY LOW RISE Manual PDFDokument150 Seiten3 STRY LOW RISE Manual PDFrick100% (4)
- Steel Plate Girder (41.38m) - R0Dokument58 SeitenSteel Plate Girder (41.38m) - R0ShaileshRastogiNoch keine Bewertungen
- Design of Anchor Bolt - Rev.ADokument8 SeitenDesign of Anchor Bolt - Rev.AcivilaskarNoch keine Bewertungen
- Bituminous Mixtures in Road ConstructionDokument42 SeitenBituminous Mixtures in Road ConstructionThamiresGuerraNoch keine Bewertungen
- RCC 1 PDFDokument8 SeitenRCC 1 PDFNgọc TuyênNoch keine Bewertungen
- Provision For JointDokument3 SeitenProvision For Jointfazle rabbiNoch keine Bewertungen
- Lecture 1 and 2Dokument38 SeitenLecture 1 and 2moonbeamNoch keine Bewertungen
- Analysis of Pile Foundation of Thermal Power Plant at NelloreDokument68 SeitenAnalysis of Pile Foundation of Thermal Power Plant at NelloreAmanKediaNoch keine Bewertungen
- Handout 3 Earthwork OperationsDokument25 SeitenHandout 3 Earthwork OperationsthuraiyaNoch keine Bewertungen
- Lecture Notes on Reinforced Concrete DesignVon EverandLecture Notes on Reinforced Concrete DesignNoch keine Bewertungen
- Flexible Pavement DistressesDokument4 SeitenFlexible Pavement DistressesSivakumar M100% (1)
- Road Embankment: Consolidation Safety FactorDokument22 SeitenRoad Embankment: Consolidation Safety FactorindahNoch keine Bewertungen
- LATERAL EARTH PRESSURE YanaDokument89 SeitenLATERAL EARTH PRESSURE YanaTareq Al ShyoukhyNoch keine Bewertungen
- Etabs Check ListDokument6 SeitenEtabs Check ListLokeswar SahaNoch keine Bewertungen
- Behavior of Unsaturated Soils For Road Pavement Structure Under Cyclic LoadingDokument272 SeitenBehavior of Unsaturated Soils For Road Pavement Structure Under Cyclic LoadingDiana CapisondaNoch keine Bewertungen
- Definition of PavementDokument7 SeitenDefinition of PavementSujon AhmmedNoch keine Bewertungen
- Introduction To Pavement DesignDokument12 SeitenIntroduction To Pavement DesignVijay KumarNoch keine Bewertungen
- CEB 705 - Week 11 - Lecture 1 - Road Construction MethodsDokument37 SeitenCEB 705 - Week 11 - Lecture 1 - Road Construction MethodsCharles Taloboe100% (1)
- Ayni-Panjakent-Uzbekistan Border Road: List of Test FormsDokument58 SeitenAyni-Panjakent-Uzbekistan Border Road: List of Test FormsGolam Masud100% (1)
- Grouted RiprapDokument2 SeitenGrouted Riprapflmm09100% (1)
- Flexible Pavement ConstructionDokument18 SeitenFlexible Pavement ConstructionThopuri Maruthi Chowdary100% (1)
- Foundation-I HandoutDokument63 SeitenFoundation-I Handoutrahel abrahamNoch keine Bewertungen
- Subgrade ImprovementDokument12 SeitenSubgrade ImprovementknexpNoch keine Bewertungen
- 1 What Is LevelingDokument19 Seiten1 What Is LevelingAbduraman Isa100% (1)
- Acc Bu KokoDokument57 SeitenAcc Bu KokoAditya Krisna JayaNoch keine Bewertungen
- Wind Flow Characteristics and Their Effects On Low-Rise BuildingsDokument172 SeitenWind Flow Characteristics and Their Effects On Low-Rise Buildingspepe colliNoch keine Bewertungen
- Thermal Stresses and Temperature Control of Mass ConcreteVon EverandThermal Stresses and Temperature Control of Mass ConcreteNoch keine Bewertungen
- Final ProposalDokument23 SeitenFinal Proposalpriyanshu pathakNoch keine Bewertungen
- Geosythetic Reinforced Unpaved RoadDokument10 SeitenGeosythetic Reinforced Unpaved RoadPalak ShivhareNoch keine Bewertungen
- Flexible PavementsDokument13 SeitenFlexible PavementsAhmad NajiNoch keine Bewertungen
- Basics of Pavement, MMHDokument19 SeitenBasics of Pavement, MMHMd Mehedi HasnatNoch keine Bewertungen
- 15cv833-Pavement DesignDokument90 Seiten15cv833-Pavement DesignMEHRAN KAPRANoch keine Bewertungen
- TERRAZYMEDokument36 SeitenTERRAZYMEJean MbuNoch keine Bewertungen
- Pavement & Green TechnologyDokument12 SeitenPavement & Green TechnologyAanchal AroraNoch keine Bewertungen
- Cofferdams: Civil Engineering Practice (CE-203)Dokument31 SeitenCofferdams: Civil Engineering Practice (CE-203)Ali100% (1)
- Unit - IV Consolidation of SoilDokument64 SeitenUnit - IV Consolidation of Soilgopierode4100% (1)
- Sec-A, Iqbal Boulevard, Phase-Ii, Dha, Islamabad: Geotechnical Site InvestigationDokument21 SeitenSec-A, Iqbal Boulevard, Phase-Ii, Dha, Islamabad: Geotechnical Site InvestigationShakir UllahNoch keine Bewertungen
- Plate Bearing Load TestDokument1 SeitePlate Bearing Load TestTk Kendrick Lau100% (1)
- Dhanalakshmi College of Engineering, Chennai Department of Civil Engineering 2 Mark Questions With Answers Ce6502 - Foundation EngineeringDokument10 SeitenDhanalakshmi College of Engineering, Chennai Department of Civil Engineering 2 Mark Questions With Answers Ce6502 - Foundation EngineeringDr J Logeshwari Asst. Prof., CIVIL Veltech, ChennaiNoch keine Bewertungen
- Chapter 1 Site InvestigationDokument42 SeitenChapter 1 Site InvestigationAjimu SulaimanNoch keine Bewertungen
- Suitability of Ambo Sandstone Fine Aggregate As An Alternative River Sand Replacement in Normal Concrete ProductionDokument7 SeitenSuitability of Ambo Sandstone Fine Aggregate As An Alternative River Sand Replacement in Normal Concrete Productionemer_quezonNoch keine Bewertungen
- Failure in Flexible PavementDokument53 SeitenFailure in Flexible PavementKhystaHalakNoch keine Bewertungen
- C. K. Pithawala College of Engineering & Technology: New-Mark's Influence Chart Westergaard's Formula, Contact PressureDokument14 SeitenC. K. Pithawala College of Engineering & Technology: New-Mark's Influence Chart Westergaard's Formula, Contact PressureParth AnajwalaNoch keine Bewertungen
- Detailed Syllabus of Soil MechanicsDokument9 SeitenDetailed Syllabus of Soil MechanicsRajesh KhadkaNoch keine Bewertungen
- Structural Engineering NotesDokument5 SeitenStructural Engineering NotesRishabh LalaNoch keine Bewertungen
- Ground ImprovementDokument16 SeitenGround Improvement9897856218Noch keine Bewertungen
- Typical Unit Weights and Densities of SoilDokument7 SeitenTypical Unit Weights and Densities of SoilkayshephNoch keine Bewertungen
- Evaluation of Sub-Soil Geotechnical Properties For Shallow Foundation and Pavement Design in LASPOTECH, Ikorodu Campus, Lagos State, NigeriaDokument8 SeitenEvaluation of Sub-Soil Geotechnical Properties For Shallow Foundation and Pavement Design in LASPOTECH, Ikorodu Campus, Lagos State, NigeriaInternational Organization of Scientific Research (IOSR)Noch keine Bewertungen
- Reconnaissance Survey Methods For Highway Route SelectionDokument5 SeitenReconnaissance Survey Methods For Highway Route SelectionOladunni Afolabi100% (1)
- Fiker AlebachewDokument118 SeitenFiker AlebachewTeka TesfayeNoch keine Bewertungen
- Thermal Stabilization of Soil Is A Ground Improvement TechniqueDokument5 SeitenThermal Stabilization of Soil Is A Ground Improvement TechniqueBiswajit AcharyaNoch keine Bewertungen
- Foundation EngineeringDokument87 SeitenFoundation EngineeringYasika1990Noch keine Bewertungen
- Cec 309 Note-1Dokument3 SeitenCec 309 Note-1AbdulrafiuNoch keine Bewertungen
- Stone Pitching 22Dokument2 SeitenStone Pitching 22Deven Patle100% (1)
- Basic Civil Engineering-Foundation: Mr.B.RameshDokument35 SeitenBasic Civil Engineering-Foundation: Mr.B.RameshacroxmassNoch keine Bewertungen
- Design Example Reinforced Strip FoundationDokument6 SeitenDesign Example Reinforced Strip FoundationFrans-Shixova ShipopyeniNoch keine Bewertungen
- Liquefaction of SoilDokument10 SeitenLiquefaction of SoilSanthosh SantosNoch keine Bewertungen
- Pavement Deterioration and Its CausesDokument7 SeitenPavement Deterioration and Its Causesخيرالله موسى نوافNoch keine Bewertungen
- 002 - Preliminary SectionsDokument17 Seiten002 - Preliminary SectionssamNoch keine Bewertungen
- Embankment ConstructionDokument22 SeitenEmbankment ConstructionLeon FouroneNoch keine Bewertungen
- SS Seehra Black Cotton Soil Areas FinalDokument28 SeitenSS Seehra Black Cotton Soil Areas FinalmanaliamitNoch keine Bewertungen
- School of Civil Engineering: A Project Report On Traffic Volume CountDokument20 SeitenSchool of Civil Engineering: A Project Report On Traffic Volume Countsai vandan100% (1)
- Chapter 4-Sanitary FixturesDokument23 SeitenChapter 4-Sanitary FixturesashuNoch keine Bewertungen
- Types of Soil Investigations For Foundation SelectionDokument10 SeitenTypes of Soil Investigations For Foundation SelectionHareesh GummagattaNoch keine Bewertungen
- Basic Civil - Module 2Dokument40 SeitenBasic Civil - Module 2SEKHAR JNoch keine Bewertungen
- HW II - Chapter 2 - Stresses in PavementsDokument44 SeitenHW II - Chapter 2 - Stresses in PavementsbulchaNoch keine Bewertungen
- Celebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985Von EverandCelebrating Literacy in the Rwenzori Region: Lest We Forget: a Biographical Narrative of Uganda’S Youngest Member of Parliament, 1980-1985Noch keine Bewertungen
- BCDokument18 SeitenBCUnnathi HegdeNoch keine Bewertungen
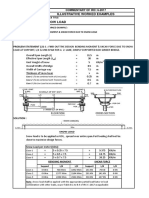
- Illustrative Worked Examples 221 - Snow Load: Commentary of Irc: 6-2017Dokument1 SeiteIllustrative Worked Examples 221 - Snow Load: Commentary of Irc: 6-2017jatin singlaNoch keine Bewertungen
- IS 7272.1.1974 - Labour Constants PDFDokument19 SeitenIS 7272.1.1974 - Labour Constants PDFVenkatesh KakhandikiNoch keine Bewertungen
- Weight Calculation of Steel Bars (Formula and Examples) - Civil Engineering ForumDokument1 SeiteWeight Calculation of Steel Bars (Formula and Examples) - Civil Engineering ForumAl-MehmdiNoch keine Bewertungen
- Uniten Cafeteria Archi Roof Structure Design (DRAFT) PDFDokument11 SeitenUniten Cafeteria Archi Roof Structure Design (DRAFT) PDFmrasdanNoch keine Bewertungen
- C3-Concrete Mix DesignDokument9 SeitenC3-Concrete Mix DesignMuhammad khairinNoch keine Bewertungen
- Ledenwedeg Boq Big 2 (203,676,973.39)Dokument10 SeitenLedenwedeg Boq Big 2 (203,676,973.39)mohammednasruNoch keine Bewertungen
- Comparison of Deck Sheet Profiles-1Dokument1 SeiteComparison of Deck Sheet Profiles-1KNoch keine Bewertungen
- Design of Footing 1 (ISOLATED FOOTING)Dokument32 SeitenDesign of Footing 1 (ISOLATED FOOTING)John Paul Hilary EspejoNoch keine Bewertungen
- Using Design Software To Control Anchor Design - 2013 PDFDokument4 SeitenUsing Design Software To Control Anchor Design - 2013 PDFbatteekhNoch keine Bewertungen
- Box CulvertDokument14 SeitenBox CulvertDeepak Kr GuptaNoch keine Bewertungen
- Internship Program - I IP-I (IP201) Final PresentationDokument27 SeitenInternship Program - I IP-I (IP201) Final PresentationSaurav ChoudhuryNoch keine Bewertungen
- Column & Footing Detail (F1-C1) Column & Footing Detail (F2-C1)Dokument1 SeiteColumn & Footing Detail (F1-C1) Column & Footing Detail (F2-C1)Jimuel Sanchez CayabasNoch keine Bewertungen
- 20220902-Structural Drawing For 40'x30', EAST KYISU, DAGONSEIKKANDokument29 Seiten20220902-Structural Drawing For 40'x30', EAST KYISU, DAGONSEIKKANhein htet zawNoch keine Bewertungen
- Lead For Stone Material From Panchami Quarry:-: Rate AnalysisDokument14 SeitenLead For Stone Material From Panchami Quarry:-: Rate AnalysisAmanulla KhanNoch keine Bewertungen
- PWD Sr-2016-17Dokument712 SeitenPWD Sr-2016-17Shashank SNoch keine Bewertungen
- 1R15 Additional PTDokument2 Seiten1R15 Additional PTQuangKhảiNoch keine Bewertungen
- Simple Girder General DetailsDokument1 SeiteSimple Girder General DetailsKatracho2Noch keine Bewertungen
- System Seletion Chart PDFDokument4 SeitenSystem Seletion Chart PDFBakhtawar SabaNoch keine Bewertungen
- Concrete Reservoir ConstructionDokument16 SeitenConcrete Reservoir ConstructionLovemore MalakiNoch keine Bewertungen
- Job Information: Engineer Checked ApprovedDokument20 SeitenJob Information: Engineer Checked ApprovedNurmuliana Abdul WahabNoch keine Bewertungen
- 15 01 Posi Installation GuideDokument6 Seiten15 01 Posi Installation GuidesiirumNoch keine Bewertungen