Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- NIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationDokument6 SeitenNIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationKshitija100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Research Method and Design RINGKASDokument24 SeitenResearch Method and Design RINGKASYuda ChanNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- CTSDG 06516 XDMDokument2 SeitenCTSDG 06516 XDMИван КадигробNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- TM-1861 AVEVA Administration (1.4) System Administration Rev 1.0Dokument106 SeitenTM-1861 AVEVA Administration (1.4) System Administration Rev 1.0praveen jangir100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Woodward Governor Actuator Groups SELD0134-08Dokument7 SeitenWoodward Governor Actuator Groups SELD0134-08reng1994Noch keine Bewertungen
- RRB PO PRELIMS Quants (Day-11) 164983111818Dokument16 SeitenRRB PO PRELIMS Quants (Day-11) 164983111818surya ponnadaNoch keine Bewertungen
- Upstream Upper-IntermediateDokument268 SeitenUpstream Upper-IntermediateEsteraNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- TKP 12-17 Kas e JurnalDokument14 SeitenTKP 12-17 Kas e JurnalNimrod AsyerNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 2 1897 NecDokument35 Seiten2 1897 NecmauricioNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Addenda #2 Bid #06 (20-21) FP To A&iDokument16 SeitenAddenda #2 Bid #06 (20-21) FP To A&iJAGUAR GAMINGNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- HERNIS CCTV Multi CablesDokument3 SeitenHERNIS CCTV Multi CablestqhunghnNoch keine Bewertungen
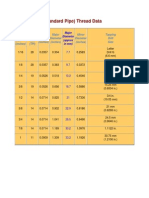
- BSP Pipe ThreadDokument1 SeiteBSP Pipe ThreadgvmindiaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- R7 Supplier ListDokument870 SeitenR7 Supplier Listc43740566Noch keine Bewertungen
- Socmed ReportDokument45 SeitenSocmed ReportFarhah SyahiraNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- RFID TechnologyDokument20 SeitenRFID TechnologyTamanna ChaudharyNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Solar EnergyDokument30 SeitenSolar EnergyRushikesh RasalNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Algebra Questions For SSC CGL Set-3 PDFDokument7 SeitenAlgebra Questions For SSC CGL Set-3 PDFRatnesh kumar DattaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Јohn Lakos - Large-Scale C++ Volume I - Process and Architecture (2020, Pearson)Dokument1.023 SeitenЈohn Lakos - Large-Scale C++ Volume I - Process and Architecture (2020, Pearson)asdasd asdasdNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Computers: What Is A Computer Program?Dokument11 SeitenComputers: What Is A Computer Program?fabiobonadiaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- HVAC Listing - Addendum #1Dokument3 SeitenHVAC Listing - Addendum #1Jhonny Velasquez PerezNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Final Diabetes Prediction DocumentationDokument52 SeitenFinal Diabetes Prediction DocumentationShilpa ShahuNoch keine Bewertungen
- Principles of Purchasing Nd1 Bam 117Dokument36 SeitenPrinciples of Purchasing Nd1 Bam 117Alexander GabrielNoch keine Bewertungen
- 7.3.7-Lab - View-The-Switch-Mac-Address-TableDokument5 Seiten7.3.7-Lab - View-The-Switch-Mac-Address-TablecesarNoch keine Bewertungen
- Ch1 Data Mining NewDokument35 SeitenCh1 Data Mining NewSaurabh DhavaneNoch keine Bewertungen
- Zeiss AI EbookDokument56 SeitenZeiss AI EbookRaylson De SÁ Melo UFCNoch keine Bewertungen
- 3600 User ManualDokument63 Seiten3600 User Manualduc vinhNoch keine Bewertungen
- API RP 96 - Deepwater Well Design and Construction. Annex C - Inflow Test ExamplesDokument5 SeitenAPI RP 96 - Deepwater Well Design and Construction. Annex C - Inflow Test ExamplesjuanNoch keine Bewertungen
- Ethicon Product Catalog Oct 2023Dokument106 SeitenEthicon Product Catalog Oct 2023Addisu WassieNoch keine Bewertungen
- Proceedings of The 2nd Annual International Conference On Material, Machines and Methods For Sustainable Development (MMMS2020)Dokument1 SeiteProceedings of The 2nd Annual International Conference On Material, Machines and Methods For Sustainable Development (MMMS2020)Nguyen Van QuyenNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Unix FundamentalsDokument47 SeitenUnix Fundamentalsdjay sharmaNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)