Das könnte Ihnen auch gefallen
- National Fertilizers Limited Nan Gal PunjabDokument3 SeitenNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalNoch keine Bewertungen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDokument8 SeitenModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNoch keine Bewertungen
- OTS Ammonia Urea Profertil ArgentinaDokument16 SeitenOTS Ammonia Urea Profertil ArgentinaGeorge Van BommelNoch keine Bewertungen
- EvaporatorsDokument17 SeitenEvaporatorsOmprakash VermaNoch keine Bewertungen
- NH3 SynloopDokument2 SeitenNH3 SynloopReza DehestaniNoch keine Bewertungen
- Topsoe Sec Ref Cat RKS 2Dokument5 SeitenTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNoch keine Bewertungen
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDokument10 SeitenFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruNoch keine Bewertungen
- Steam To Carbon Ratio Calculations: InstructionsDokument8 SeitenSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Ammonia The Next StepDokument11 SeitenAmmonia The Next StepmuralleroNoch keine Bewertungen
- Deaerator Brochure 01Dokument6 SeitenDeaerator Brochure 01Rafael Cavalcanti50% (2)
- Pump SizingDokument3 SeitenPump SizingTagabo AliNoch keine Bewertungen
- Basaroof ReactionDokument14 SeitenBasaroof ReactiontreyzzztylerNoch keine Bewertungen
- Influence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedDokument13 SeitenInfluence of The Nature of The Roots Blower On Pressure Fluctuations in A Fluidized BedcoolcupidguyNoch keine Bewertungen
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDokument2 SeitenPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyNoch keine Bewertungen
- Producción Del Ácido SulfúricoDokument102 SeitenProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaNoch keine Bewertungen
- WINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 CombustionDokument63 SeitenWINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 Combustionswastik vijayNoch keine Bewertungen
- 3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsDokument14 Seiten3-Energy Efficiency Gains in Indian Ammonia Plants Retrospects and ProspectsMuhammad Naeem100% (1)
- 2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsDokument31 Seiten2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsJUNAID RAFEYNoch keine Bewertungen
- Xylene Isomerization ProcessDokument8 SeitenXylene Isomerization ProcessZenailton100% (1)
- Case StudyDokument33 SeitenCase StudyMir Hasib Ul LatifNoch keine Bewertungen
- KSFL ReportDokument56 SeitenKSFL ReportAbhishek KumarNoch keine Bewertungen
- (A) Ammonia Energy CalculationDokument3 Seiten(A) Ammonia Energy CalculationlightsonsNoch keine Bewertungen
- Plant Preservation: Issues & Remedies: BackgroundDokument14 SeitenPlant Preservation: Issues & Remedies: BackgroundGrootNoch keine Bewertungen
- Severe Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionDokument15 SeitenSevere Surge Incidents at Process Air Compressor, Their After Effects and Problem ResolutionAbhimanyu SharmaNoch keine Bewertungen
- Urea Manufacturing 1Dokument46 SeitenUrea Manufacturing 1Sho aibNoch keine Bewertungen
- Reactor Kinetics of Urea Formation: November 2015Dokument21 SeitenReactor Kinetics of Urea Formation: November 2015Javiera MellaNoch keine Bewertungen
- CHE112P Lecture Recycle - BypassDokument22 SeitenCHE112P Lecture Recycle - BypassYzeNoch keine Bewertungen
- Divided Wall Column 496Dokument6 SeitenDivided Wall Column 496GeorgeNoch keine Bewertungen
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDokument12 SeitenNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNoch keine Bewertungen
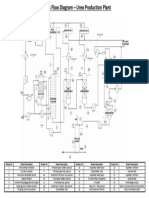
- Process Flow Diagram - Urea Production PlantDokument1 SeiteProcess Flow Diagram - Urea Production PlantDasun AttanayakeNoch keine Bewertungen
- Uncovering The Realities of Simulation, Part 2 (Of 2)Dokument9 SeitenUncovering The Realities of Simulation, Part 2 (Of 2)bjsatolaNoch keine Bewertungen
- Amine Gas TreatingDokument3 SeitenAmine Gas Treatinghmudassir_1Noch keine Bewertungen
- Co2 Compressor NewDokument6 SeitenCo2 Compressor NewUzair AshrafNoch keine Bewertungen
- Mid-Term Training EvaluationDokument26 SeitenMid-Term Training EvaluationVishalSharmaNoch keine Bewertungen
- Sulfuric Acid - Wikipedia PDFDokument94 SeitenSulfuric Acid - Wikipedia PDFrajesh indukuriNoch keine Bewertungen
- Aiche 36 012problematic Low Temperature ShiftDokument10 SeitenAiche 36 012problematic Low Temperature ShiftHsein WangNoch keine Bewertungen
- Prico Process PDFDokument13 SeitenPrico Process PDFcorkynhoNoch keine Bewertungen
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDokument6 SeitenEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNoch keine Bewertungen
- Centrifugal Compressor Construction and TestingDokument10 SeitenCentrifugal Compressor Construction and Testingmusaveer0% (1)
- Design and Optimization of The Methanolto-Olefin Process Part IDokument12 SeitenDesign and Optimization of The Methanolto-Olefin Process Part IForcus onNoch keine Bewertungen
- Thesis Syed AbbasDokument263 SeitenThesis Syed AbbasabubakarNoch keine Bewertungen
- 1 - SO2 and NOx PDFDokument13 Seiten1 - SO2 and NOx PDFAaron David ReidNoch keine Bewertungen
- 2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsDokument4 Seiten2015 01 Baboo NFL Ammonia and Urea Plant Energy Consumption CalculationsjunaidNoch keine Bewertungen
- AMT-SR Brochure - CatalystDokument7 SeitenAMT-SR Brochure - Catalystviki_vignesNoch keine Bewertungen
- Lecture 1 - Sulfur and Sulfuric AcidDokument9 SeitenLecture 1 - Sulfur and Sulfuric AcidNayan HalderNoch keine Bewertungen
- The Uhde Ammonia ProcessesDokument2 SeitenThe Uhde Ammonia ProcessesMohamed R BeialyNoch keine Bewertungen
- Ammonia: Lecture: 6 Ammonia Dr. N. K. PatelDokument10 SeitenAmmonia: Lecture: 6 Ammonia Dr. N. K. PatelKrishna YeoleNoch keine Bewertungen
- Ud He TechnologyDokument16 SeitenUd He TechnologyBejavada Suresh100% (1)
- Hazop Study: 11.1.1 BackgroundDokument14 SeitenHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- BM15-17 UdaanDokument105 SeitenBM15-17 UdaanAnonymous HzljLSMcNoch keine Bewertungen
- Water Steam ChemistryDokument4 SeitenWater Steam ChemistryAshish ParasharNoch keine Bewertungen
- AmmoniaDokument33 SeitenAmmoniaWilly ChandraNoch keine Bewertungen
- Odda Process Report CopyDokument24 SeitenOdda Process Report CopySB100% (1)
- Presentation 2Dokument19 SeitenPresentation 2Muhammad NaeemNoch keine Bewertungen
- KM 111Dokument12 SeitenKM 111Jak AshishNoch keine Bewertungen
- Report On Sulphur RecoveryDokument9 SeitenReport On Sulphur Recoveryvidit SinghNoch keine Bewertungen
- VI Rotary CompressorDokument16 SeitenVI Rotary CompressorJayNoch keine Bewertungen
- Sru5 168 HDDokument1 SeiteSru5 168 HDvicenteNoch keine Bewertungen
- ACB (India) LimitedDokument2 SeitenACB (India) LimitedSurajPandeyNoch keine Bewertungen
- The Kuala Lumpur International Airport (KLIA)Dokument6 SeitenThe Kuala Lumpur International Airport (KLIA)Liyana YoyongNoch keine Bewertungen
- Content ServerDokument3 SeitenContent ServerDavid Levi QuirozNoch keine Bewertungen
- Cadbury Case StudyDokument2 SeitenCadbury Case StudyChâu Chúm ChímNoch keine Bewertungen
- Turbine AuxillariesDokument139 SeitenTurbine AuxillariesAwez RanaNoch keine Bewertungen
- Air PreheaterDokument8 SeitenAir Preheateranup_nairNoch keine Bewertungen
- Ee8703 - Res - Unit 1Dokument29 SeitenEe8703 - Res - Unit 1mokkai of the day videosNoch keine Bewertungen
- KLG Presentation Oct08Dokument26 SeitenKLG Presentation Oct08Rizky RizNoch keine Bewertungen
- Company Profil PARA ConsultingDokument10 SeitenCompany Profil PARA ConsultingRoy SNoch keine Bewertungen
- NFL Project ReportDokument24 SeitenNFL Project ReportAsaraf Ali50% (2)
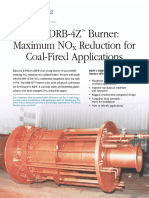
- E101 3177 DRB 4Z Burner Babcock WilcoxDokument4 SeitenE101 3177 DRB 4Z Burner Babcock WilcoxCHI RENNoch keine Bewertungen
- List of Nepal Standards UpdatedDokument60 SeitenList of Nepal Standards UpdatedAlok Mishra60% (5)
- Before The Notary Public Asansol Affi DavitDokument2 SeitenBefore The Notary Public Asansol Affi DavitRupesh DubeyNoch keine Bewertungen
- ACC LimitedDokument8 SeitenACC LimitedRohit Vishal PandeyNoch keine Bewertungen
- CFD Modeling of Spontaneous Heating in A Large-Scale Coal ChamberDokument8 SeitenCFD Modeling of Spontaneous Heating in A Large-Scale Coal ChamberdenichezNoch keine Bewertungen
- Green Concrete: A Seminar Report OnDokument13 SeitenGreen Concrete: A Seminar Report OnUmange RanasingheNoch keine Bewertungen
- CFB Boilers IntroductionDokument37 SeitenCFB Boilers IntroductionBernie_Garcia__9886Noch keine Bewertungen
- Colorado Greenhouse Gas Inventory 2014Dokument179 SeitenColorado Greenhouse Gas Inventory 2014TomDenver11Noch keine Bewertungen
- Vishal JainDokument74 SeitenVishal JainAshutosh SharmaNoch keine Bewertungen
- Water Wall Boiler Calculation PDFDokument6 SeitenWater Wall Boiler Calculation PDFphillipskincaidNoch keine Bewertungen
- 3.5 MW Rice Husk Based Cogeneration Project at Nahar Spinning Mills LTDDokument48 Seiten3.5 MW Rice Husk Based Cogeneration Project at Nahar Spinning Mills LTDJasleen Nanda KhuranaNoch keine Bewertungen
- Resource Estimation SkillsDokument11 SeitenResource Estimation SkillsAndrei Antariksa HadijayaNoch keine Bewertungen
- 4783 Plant Decommissioning Remediation and Redevelopment 508Dokument5 Seiten4783 Plant Decommissioning Remediation and Redevelopment 508Humay HamidliNoch keine Bewertungen
- Nava Bharat Ventures Limited: Nse Symbol: Nbventures' Scrip Code: 513023'/ NBVENTURE'Dokument297 SeitenNava Bharat Ventures Limited: Nse Symbol: Nbventures' Scrip Code: 513023'/ NBVENTURE'Chintan MehtaNoch keine Bewertungen
- Wind Power Research Paper ExampleDokument6 SeitenWind Power Research Paper Exampleiangetplg100% (1)
- Chapter 12Dokument32 SeitenChapter 12Henry Shinji Jouti100% (1)
- Gazette Notification - Fly Ash Utilisation Sept 1999Dokument3 SeitenGazette Notification - Fly Ash Utilisation Sept 1999snsgmNoch keine Bewertungen
- WHITE PAPER - Cost of New Generating Capacity in PerspectiveDokument12 SeitenWHITE PAPER - Cost of New Generating Capacity in Perspectivealiscribd46Noch keine Bewertungen
- Air LiquideDokument40 SeitenAir LiquideSebastián RojasNoch keine Bewertungen
- Effects of Pollution On Aquatic EcosystemsDokument12 SeitenEffects of Pollution On Aquatic EcosystemsJeremy JosephNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Casing and Liners for Drilling and Completion: Design and ApplicationVon EverandCasing and Liners for Drilling and Completion: Design and ApplicationBewertung: 5 von 5 Sternen5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Acquisition and Processing of Marine Seismic DataVon EverandAcquisition and Processing of Marine Seismic DataBewertung: 4 von 5 Sternen4/5 (4)
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Abrasive Water Jet Perforation and Multi-Stage FracturingVon EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNoch keine Bewertungen
- Guide to the Practical Use of Chemicals in Refineries and PipelinesVon EverandGuide to the Practical Use of Chemicals in Refineries and PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsVon EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsBewertung: 3.5 von 5 Sternen3.5/5 (5)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen