Das könnte Ihnen auch gefallen
- Distillation: Definition & Purpose Operating Principles Ideal StagesDokument5 SeitenDistillation: Definition & Purpose Operating Principles Ideal StagesIffatNoch keine Bewertungen
- Pressure-Temperature-Concentration Phase DiagramDokument8 SeitenPressure-Temperature-Concentration Phase DiagrammadhujayarajNoch keine Bewertungen
- Equilibrium Separation ColumnsDokument18 SeitenEquilibrium Separation ColumnsBenjamin Angel Flores ZavalaNoch keine Bewertungen
- Chapter 7.1 DistillationDokument63 SeitenChapter 7.1 Distillationamira nabillaNoch keine Bewertungen
- DistillationDokument2 SeitenDistillationarun kumarNoch keine Bewertungen
- Distillation ColumnsDokument6 SeitenDistillation ColumnsSK ChuaNoch keine Bewertungen
- Distillation Rectification English PDFDokument1 SeiteDistillation Rectification English PDFQian Jun AngNoch keine Bewertungen
- Kettle Type Reboiler WorkingDokument7 SeitenKettle Type Reboiler WorkingCepi Sindang KamulanNoch keine Bewertungen
- Distillation Assignment PDFDokument13 SeitenDistillation Assignment PDFcalliemozartNoch keine Bewertungen
- Distillation Rectification English PDFDokument1 SeiteDistillation Rectification English PDFRohit PrakashNoch keine Bewertungen
- Leaching and Extraction PDFDokument5 SeitenLeaching and Extraction PDFIam ComingNoch keine Bewertungen
- Distillation Column and ApplicationDokument59 SeitenDistillation Column and ApplicationMahmoud HagagNoch keine Bewertungen
- Mass Transfer Ass 2 BakhtawarDokument7 SeitenMass Transfer Ass 2 BakhtawarHasieb Alam KhanNoch keine Bewertungen
- Batch Distillation: D DT WX W DX DT X DW DTDokument9 SeitenBatch Distillation: D DT WX W DX DT X DW DTZeny NaranjoNoch keine Bewertungen
- SyedmujahedalirizwanDokument6 SeitenSyedmujahedalirizwanVictor VazquezNoch keine Bewertungen
- CONTINUOUS DistillationDokument5 SeitenCONTINUOUS DistillationNaseer SattarNoch keine Bewertungen
- Distillation Column: PrincipleDokument3 SeitenDistillation Column: PrincipleShivam RathourNoch keine Bewertungen
- Intro To Distillation PDFDokument33 SeitenIntro To Distillation PDFBabylyn AustriaNoch keine Bewertungen
- Distillation Column InternalsDokument17 SeitenDistillation Column InternalsAhmed Omar AmineNoch keine Bewertungen
- Ch4 DistillationDokument64 SeitenCh4 DistillationGebrekiros ArayaNoch keine Bewertungen
- Distillationcolumndesign Slideshareversion 150408122552 Conversion Gate01Dokument9 SeitenDistillationcolumndesign Slideshareversion 150408122552 Conversion Gate01Sukddesh RagavanNoch keine Bewertungen
- Equilibrium Separation ColumnsDokument18 SeitenEquilibrium Separation ColumnsWade ColemanNoch keine Bewertungen
- Technip Separations PDFDokument60 SeitenTechnip Separations PDFProcess EngineerNoch keine Bewertungen
- An Introduction: Factors Affecting Distillation Column OperationDokument3 SeitenAn Introduction: Factors Affecting Distillation Column OperationEngr Ghulam SarwarNoch keine Bewertungen
- Instrumentation and Control of Distillation TowersDokument20 SeitenInstrumentation and Control of Distillation TowersHenry OkoyeNoch keine Bewertungen
- Equilibrium Separation ColumnsDokument18 SeitenEquilibrium Separation ColumnsluckshimiNoch keine Bewertungen
- DISTILLATION UNIT 1 28.2.22 - WatermarkDokument26 SeitenDISTILLATION UNIT 1 28.2.22 - WatermarkHardik ChauhanNoch keine Bewertungen
- Hydrodynamics of Sieve Tray Distillation Column Using CFD SimulationDokument3 SeitenHydrodynamics of Sieve Tray Distillation Column Using CFD SimulationShivam RathourNoch keine Bewertungen
- Industrial Process Control: Control of Distillation TowersDokument20 SeitenIndustrial Process Control: Control of Distillation TowersAmeya DalviNoch keine Bewertungen
- Separation Process Chemical Engineering v2Dokument7 SeitenSeparation Process Chemical Engineering v2Syed Zawar Shah KazmiNoch keine Bewertungen
- Distillation ColumnDokument23 SeitenDistillation ColumnRanjani J DeepakNoch keine Bewertungen
- Ayat PDFDokument13 SeitenAyat PDFMariam AliNoch keine Bewertungen
- Heterogeneous Azeotropic DistillationDokument8 SeitenHeterogeneous Azeotropic DistillationNaveen KamatNoch keine Bewertungen
- Separating Mixtures Volatility Unit Operation Chemical ReactionDokument18 SeitenSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurNoch keine Bewertungen
- Mass TransferDokument6 SeitenMass TransferAshley Noemi Sanchez DelgadoNoch keine Bewertungen
- 3) Pertemuan 3 (Distilasi)Dokument15 Seiten3) Pertemuan 3 (Distilasi)ILHAM KIKI SHAHILANoch keine Bewertungen
- Introduction and Theory Buble CapDokument5 SeitenIntroduction and Theory Buble CapAness ZulaikhaNoch keine Bewertungen
- DISTILLATION COLUMN Nida Baigk124Dokument28 SeitenDISTILLATION COLUMN Nida Baigk124Shifa ShaikhNoch keine Bewertungen
- Types of DistillationDokument25 SeitenTypes of Distillationdankshavali shaikNoch keine Bewertungen
- Group 3Dokument31 SeitenGroup 3vdfbhgNoch keine Bewertungen
- Distillation TowwerDokument154 SeitenDistillation TowwerAmmar HashimNoch keine Bewertungen
- Types of Distillation ColumnDokument3 SeitenTypes of Distillation ColumnKornelis OlaNoch keine Bewertungen
- MixingandAgitation93851 10Dokument18 SeitenMixingandAgitation93851 10Eugenio Díaz HenríquezNoch keine Bewertungen
- Lab Cheat Sheet, Distill and ArtificalDokument5 SeitenLab Cheat Sheet, Distill and ArtificalFarhan M JafrINoch keine Bewertungen
- Intro To DistillationDokument33 SeitenIntro To Distillationcallielizza100% (1)
- Lec 31Dokument24 SeitenLec 31Laiadhi DjemouiNoch keine Bewertungen
- Distillation: Dr. Khalid Mahmood SHMTDokument30 SeitenDistillation: Dr. Khalid Mahmood SHMTIqra MubeenNoch keine Bewertungen
- Francis PDFDokument14 SeitenFrancis PDFdonyaNoch keine Bewertungen
- PartialDokument2 SeitenPartialNova RachmadonaNoch keine Bewertungen
- Lab Report 4 Group 4Dokument19 SeitenLab Report 4 Group 42023389329Noch keine Bewertungen
- TP Distillation 2019Dokument32 SeitenTP Distillation 2019Tarek LakelNoch keine Bewertungen
- Asst. Prof. Dr. Hayder Mohammad Jaffal: Flow Patterns of Liquid-Vapor (Gas) Two-Phase FlowDokument33 SeitenAsst. Prof. Dr. Hayder Mohammad Jaffal: Flow Patterns of Liquid-Vapor (Gas) Two-Phase FlowprasanthiNoch keine Bewertungen
- 1.2.4 Energy Balance: I I o o R ADokument20 Seiten1.2.4 Energy Balance: I I o o R AAbdulrazzaqAL-MalikyNoch keine Bewertungen
- Research Article: Design of Batch Distillation Columns Using Short-Cut Method at Constant RefluxDokument15 SeitenResearch Article: Design of Batch Distillation Columns Using Short-Cut Method at Constant RefluxSanthosh RockNoch keine Bewertungen
- Distillation Column InternalsDokument16 SeitenDistillation Column InternalsBon Joey BernestoNoch keine Bewertungen
- Sieve Plate Distillation Column - Lab ReportDokument4 SeitenSieve Plate Distillation Column - Lab ReportShrankhla NaryaNoch keine Bewertungen
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsVon EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsBewertung: 5 von 5 Sternen5/5 (1)
- Unit Processes in Pharmacy: Pharmaceutical MonographsVon EverandUnit Processes in Pharmacy: Pharmaceutical MonographsBewertung: 4.5 von 5 Sternen4.5/5 (4)
- A Guide to Perfume Production - A Selection of Vintage Articles on the Methods and Ingredients of PerfumeryVon EverandA Guide to Perfume Production - A Selection of Vintage Articles on the Methods and Ingredients of PerfumeryBewertung: 5 von 5 Sternen5/5 (2)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Untes Chiller HEDokument5 SeitenUntes Chiller HEAnarNoch keine Bewertungen
- C3Dokument18 SeitenC3Nick LeeNoch keine Bewertungen
- Ijms 23 12652 v2Dokument12 SeitenIjms 23 12652 v2Deym GómezNoch keine Bewertungen
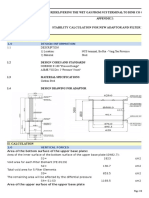
- Calculation SpreadSheetDokument8 SeitenCalculation SpreadSheetSally LuciaNoch keine Bewertungen
- Auma - Gear OperatorsDokument30 SeitenAuma - Gear Operatorsnabil160874100% (1)
- K71000 Operation ManualDokument42 SeitenK71000 Operation ManualkerimtuncaNoch keine Bewertungen
- THERMOFOX Handheld Printer: Marking Materials Application GuideDokument2 SeitenTHERMOFOX Handheld Printer: Marking Materials Application GuideEduin AguilarNoch keine Bewertungen
- White Paper ThermographyDokument3 SeitenWhite Paper ThermographyKarthik Mandya100% (1)
- Lecture On Water Treatment Plant: M/S Jindal Power Limited (4X250 MW) Opjstpp, Tamnar, RaigarhDokument41 SeitenLecture On Water Treatment Plant: M/S Jindal Power Limited (4X250 MW) Opjstpp, Tamnar, RaigarhPrudhvi RajNoch keine Bewertungen
- Ferrous Carbon Austenite, Equivalent Carbon ContentDokument2 SeitenFerrous Carbon Austenite, Equivalent Carbon ContentAmirul NorshahNoch keine Bewertungen
- TPP - A Presentation On Thermal Power PlantsDokument30 SeitenTPP - A Presentation On Thermal Power PlantsSounak SasmalNoch keine Bewertungen
- 1995 Sarawak Water Supply RegulationDokument69 Seiten1995 Sarawak Water Supply RegulationCheng Siaw HueiNoch keine Bewertungen
- Chapter 1: Overview of Apple Inc 1.1. Introduction To General Information of Apple IncDokument8 SeitenChapter 1: Overview of Apple Inc 1.1. Introduction To General Information of Apple IncLinh LêNoch keine Bewertungen
- Near Bit GammaDokument2 SeitenNear Bit GammaQiang ZhangNoch keine Bewertungen
- CSP Concrete Form OilDokument10 SeitenCSP Concrete Form Oilherry prasetyoNoch keine Bewertungen
- Solution Manual For Designing and Managing The Supply Chain 3rd Edition by David Simchi LeviDokument56 SeitenSolution Manual For Designing and Managing The Supply Chain 3rd Edition by David Simchi LeviOmnia MustafaNoch keine Bewertungen
- Metal Cutting Processes 1 - TurningDokument14 SeitenMetal Cutting Processes 1 - TurningmostafaNoch keine Bewertungen
- Optitome 15: Automatic Oxyacetylene and Plasma-Arc Cutting EquipmentDokument8 SeitenOptitome 15: Automatic Oxyacetylene and Plasma-Arc Cutting EquipmentFlamur HasaniNoch keine Bewertungen
- Building Services - ThermodynamicsDokument108 SeitenBuilding Services - ThermodynamicsDevansh MehtaNoch keine Bewertungen
- ASME P NumbersDokument1 SeiteASME P NumbersFahri Risfa ZulfiNoch keine Bewertungen
- Wiring Harness Inspection and RepairpdfDokument12 SeitenWiring Harness Inspection and RepairpdfaaasNoch keine Bewertungen
- 4 Eng PDFDokument31 Seiten4 Eng PDFZaYnab IbrahimNoch keine Bewertungen
- Indraero Siren 120 050 00Dokument40 SeitenIndraero Siren 120 050 00bobbyflorezNoch keine Bewertungen
- Trolleys 1Dokument40 SeitenTrolleys 1Márcio AlvesNoch keine Bewertungen
- ABS (Acrylonitrile-Butadiene-Styrene) : Typical ApplicationsDokument2 SeitenABS (Acrylonitrile-Butadiene-Styrene) : Typical Applicationscatiav5r18Noch keine Bewertungen
- Final Salt AnalysisDokument8 SeitenFinal Salt AnalysisAnonymous SomeoneNoch keine Bewertungen
- B1ADokument7 SeitenB1ASumantrra Chattopadhyay0% (1)
- 46TMSS01R0 Station Battery Bank Lead AcidDokument14 Seiten46TMSS01R0 Station Battery Bank Lead AcidAsim KaleemNoch keine Bewertungen
- Wood Anatomy and Topochemistry of Bombax CeibaDokument14 SeitenWood Anatomy and Topochemistry of Bombax CeibaVerapenk Leostarastra RamadhaniNoch keine Bewertungen
- Recent Trends PTGDokument55 SeitenRecent Trends PTGAarthi PadmanabhanNoch keine Bewertungen