Das könnte Ihnen auch gefallen
- The Influence of Pigment Volume Concentration (PVC)Dokument6 SeitenThe Influence of Pigment Volume Concentration (PVC)chemsiton100% (1)
- Biopolymers: New Materials for Sustainable Films and CoatingsVon EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettNoch keine Bewertungen
- Nuclear Containment FailuresDokument10 SeitenNuclear Containment FailuresskdonaldsNoch keine Bewertungen
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Dokument17 SeitenDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- ASTM G14 - 04 (Reapproved 2010)Dokument6 SeitenASTM G14 - 04 (Reapproved 2010)Sofia YuliNoch keine Bewertungen
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDokument3 SeitenFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Astm D4260-88 PDFDokument2 SeitenAstm D4260-88 PDFdang2172014Noch keine Bewertungen
- 6 Sigma PaintDokument38 Seiten6 Sigma PaintAnonymous fvO1W3Noch keine Bewertungen
- Power PlantDokument34 SeitenPower Plantmiguel0581Noch keine Bewertungen
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDokument17 SeitenCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulNoch keine Bewertungen
- Pa 3 PDFDokument0 SeitenPa 3 PDFNageswara Rao BavisettyNoch keine Bewertungen
- Comparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFDokument6 SeitenComparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFarthurms325100% (1)
- Painting of Structure Piping Equipment 22Dokument5 SeitenPainting of Structure Piping Equipment 22Saurabh Kumar VermaNoch keine Bewertungen
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDokument9 SeitenEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- Icorr Certification Scheme: Icorr Training Courses (Itc)Dokument5 SeitenIcorr Certification Scheme: Icorr Training Courses (Itc)sheikbbaNoch keine Bewertungen
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDokument5 SeitenG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- Pull-Off Test Report - PUB Pedestrian Bridge ProjectDokument1 SeitePull-Off Test Report - PUB Pedestrian Bridge ProjectErin Williams100% (1)
- OMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsDokument11 SeitenOMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsArab WeldersNoch keine Bewertungen
- Performance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial EnvironmentsDokument6 SeitenPerformance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial Environmentsguayoyito100% (1)
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDokument142 SeitenIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangNoch keine Bewertungen
- Cte Ongc SpecDokument21 SeitenCte Ongc SpecMohamed HushainNoch keine Bewertungen
- NewbuildingUniversalPrimers WhitePaperDokument4 SeitenNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- Immersion Testing of Industrial Protective Coatings: Standard Practice ForDokument6 SeitenImmersion Testing of Industrial Protective Coatings: Standard Practice ForJhon Jeiwer SantosNoch keine Bewertungen
- Steel Surface Defects Diagnosis and CureDokument19 SeitenSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Esd Floor Coating Certificate Iso Goldmin Detail 1Dokument11 SeitenEsd Floor Coating Certificate Iso Goldmin Detail 1laiju cs100% (1)
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDokument18 SeitenResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- 2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentDokument7 Seiten2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentkakrasana100% (1)
- Interthane 990 Test Data PDFDokument2 SeitenInterthane 990 Test Data PDFImam Situmeang100% (2)
- Challenging The Organic "Zinc Rich" Primer StandardDokument9 SeitenChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- Comprehending Pull-Off Adhesion TestingDokument5 SeitenComprehending Pull-Off Adhesion Testingzavisa2Noch keine Bewertungen
- Repairing HDG ProductsDokument1 SeiteRepairing HDG ProductsZMC100% (1)
- PPL Su 2005 PDFDokument11 SeitenPPL Su 2005 PDFresp-ect100% (1)
- Progress in Organic Coating-PaperDokument22 SeitenProgress in Organic Coating-Paperjibin k p100% (1)
- Measurements of Dry Film Coating Thickness On SteelDokument2 SeitenMeasurements of Dry Film Coating Thickness On SteelKrizia Meiahn Catalon100% (1)
- Technical Data Sheet: Stolevell Thinplast FinishDokument3 SeitenTechnical Data Sheet: Stolevell Thinplast FinishAnthony Al Lakiss0% (1)
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDokument61 SeitenCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDokument5 SeitenAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- International Journal of Chemtech Research: Neetu SinghDokument5 SeitenInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Dokument6 SeitenThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- Quiz # 2Dokument3 SeitenQuiz # 2Hesham badawy100% (1)
- Salt TestDokument16 SeitenSalt Testم.ذكى فضل ذكى100% (1)
- Fenomastic Hygiene Emulsion SilkDokument4 SeitenFenomastic Hygiene Emulsion Silkمحمد عزتNoch keine Bewertungen
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDokument20 SeitenPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Hempel'S Vinyl Ester GF 35910: Description: Recommended UseDokument2 SeitenHempel'S Vinyl Ester GF 35910: Description: Recommended UseEngTamerNoch keine Bewertungen
- Challenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerDokument43 SeitenChallenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerMOHAMEDNoch keine Bewertungen
- AGA - Embrittlement Galvanized Stainless SteelDokument1 SeiteAGA - Embrittlement Galvanized Stainless SteelMarcelo Hayashi NeyNoch keine Bewertungen
- AstmDokument4 SeitenAstmmohamed abd eldayemNoch keine Bewertungen
- Barriers of Protections BrochureDokument8 SeitenBarriers of Protections BrochureJaime Rousseau TNoch keine Bewertungen
- Zinc Silicate PrimersDokument9 SeitenZinc Silicate PrimersminhnnNoch keine Bewertungen
- Concrete Moisture Testing Guide 1-15Dokument2 SeitenConcrete Moisture Testing Guide 1-15soutrick BaruiNoch keine Bewertungen
- In This Issue:: Focus On Cathodic Protection & Monitoring/Coating Applicators Winn & Coales (Denso) LTDDokument40 SeitenIn This Issue:: Focus On Cathodic Protection & Monitoring/Coating Applicators Winn & Coales (Denso) LTDVõ Quang Kiệt100% (1)
- 1protective Coatings Application Unit 5Dokument220 Seiten1protective Coatings Application Unit 5Denis Ryan100% (1)
- Application Notes Spray CoatingsDokument6 SeitenApplication Notes Spray CoatingsIqbalAbdulloh100% (1)
- Mil DTL 53022C PDFDokument22 SeitenMil DTL 53022C PDFJeffrey EsmurriasNoch keine Bewertungen
- Influence of Isomer Composition and Functionality of The Final Properties of Aromatic Polyurea Spray Coatings PDFDokument10 SeitenInfluence of Isomer Composition and Functionality of The Final Properties of Aromatic Polyurea Spray Coatings PDFA Mahmood100% (1)
- KNOC - Surface Pre and Painting ProcedureDokument32 SeitenKNOC - Surface Pre and Painting Procedureminhhieu.qc100% (1)
- Visco-Elastic Coating MaterialDokument17 SeitenVisco-Elastic Coating Materialosmanmop100% (1)
- Regulate MM 166f eDokument8 SeitenRegulate MM 166f eDrazen MakarovNoch keine Bewertungen
- 7020 - Liquid Soap ThickenerDokument2 Seiten7020 - Liquid Soap Thickenerzuber ahmedNoch keine Bewertungen
- Selecting Either Layered Manufacturing or CNC Machining To Build Your PrototypeDokument9 SeitenSelecting Either Layered Manufacturing or CNC Machining To Build Your PrototypeMico StanojevicNoch keine Bewertungen
- PTQ q4 2016 Designing Storage TanksDokument4 SeitenPTQ q4 2016 Designing Storage TanksJonathan RangelNoch keine Bewertungen
- 690B Systems Reference Guide PDFDokument11 Seiten690B Systems Reference Guide PDFBrian AdrianNoch keine Bewertungen
- Kuka Branchenflyer Food en 140523 ScreenDokument12 SeitenKuka Branchenflyer Food en 140523 ScreencabecavilNoch keine Bewertungen
- 14 Lubricator SDokument26 Seiten14 Lubricator SmaocaleirlNoch keine Bewertungen
- 007NANOTEC1 7weldingtypesDokument8 Seiten007NANOTEC1 7weldingtypesVikram Ramachandran SamykannuNoch keine Bewertungen
- Utkarsh India Limited - Best Swaged Pole Manufacturer in IndiaDokument8 SeitenUtkarsh India Limited - Best Swaged Pole Manufacturer in IndiaUtkarsh India LTD.Noch keine Bewertungen
- Finite Element of Steel (Analysis of Self Supported Steel Shimney As Per Indian Standard)Dokument2 SeitenFinite Element of Steel (Analysis of Self Supported Steel Shimney As Per Indian Standard)chaly37Noch keine Bewertungen
- Emissivity Table enDokument1 SeiteEmissivity Table enSinan YıldızNoch keine Bewertungen
- SMITH SERVICE - Data Handbook PDFDokument608 SeitenSMITH SERVICE - Data Handbook PDFvitcon87Noch keine Bewertungen
- Fosroc Auramix 300 AdmixtureDokument2 SeitenFosroc Auramix 300 Admixture892513822950% (2)
- B.Tech ECE 028 05 DEC12Dokument407 SeitenB.Tech ECE 028 05 DEC12Prateek GuptaNoch keine Bewertungen
- Veetagrout V71 Instruction Manual - New Format V 2Dokument3 SeitenVeetagrout V71 Instruction Manual - New Format V 2Alirio Ramirez VelasquezNoch keine Bewertungen
- Damagix PPE ManualDokument23 SeitenDamagix PPE ManualPaul Uwaya100% (2)
- BEI605 Embedded SystemDokument79 SeitenBEI605 Embedded SystemKani Mozhi100% (2)
- Eaton 9130 DatasheetDokument2 SeitenEaton 9130 Datasheetjveraf_Noch keine Bewertungen
- App112 en Load Detection Washing MachinesDokument2 SeitenApp112 en Load Detection Washing MachinesFrancisco RamosNoch keine Bewertungen
- Gs BasicDokument6 SeitenGs BasicJoao SilvaNoch keine Bewertungen
- Suppliers of Y Type StrainerDokument17 SeitenSuppliers of Y Type StrainertriveniequipmentsNoch keine Bewertungen
- Hatelit Asphalt Reinforcement Grid: Installation GuidelinesDokument6 SeitenHatelit Asphalt Reinforcement Grid: Installation GuidelinesjasbojanotNoch keine Bewertungen
- Raj Rafique Masani: ObjectiveDokument2 SeitenRaj Rafique Masani: ObjectiverajmasaniNoch keine Bewertungen
- What Is Logistcs and Supply ChainDokument11 SeitenWhat Is Logistcs and Supply ChainSaadiShahwan100% (2)
- DRC GAC GAB Commax Comax Videointerfon Bloc Post Exterior Manual Instalare PDFDokument37 SeitenDRC GAC GAB Commax Comax Videointerfon Bloc Post Exterior Manual Instalare PDFpedroso76Noch keine Bewertungen
- DiagnosticLink 808 FeaturesDokument30 SeitenDiagnosticLink 808 FeaturesArtemio100% (1)
- Bajaj Pulsar Vs Hero Honda HunkDokument5 SeitenBajaj Pulsar Vs Hero Honda HunkDavid John Leo100% (1)
- Wood Door Submittal SheetsDokument9 SeitenWood Door Submittal SheetsIwan PermanaNoch keine Bewertungen
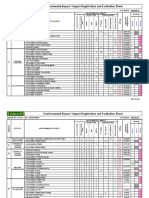
- Environmental Aspect / Impact Registration and Evaluation SheetDokument3 SeitenEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNoch keine Bewertungen
- List of PlatesDokument13 SeitenList of PlatesPSGNoch keine Bewertungen