Das könnte Ihnen auch gefallen
- Consumer ReportsDokument64 SeitenConsumer ReportsMadalina Pilipoutanu100% (1)
- QMS Audit Check SheetDokument7 SeitenQMS Audit Check Sheetaboo2uNoch keine Bewertungen
- APS-WP-15 Process Validation ProcedureDokument24 SeitenAPS-WP-15 Process Validation Procedureshobha shelarNoch keine Bewertungen
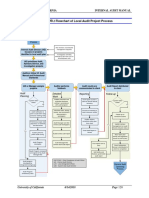
- 6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessDokument1 Seite6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessNiken RindasariNoch keine Bewertungen
- Turtle Diagrams - Stores + ShippingDokument1 SeiteTurtle Diagrams - Stores + Shippingcem electromechNoch keine Bewertungen
- Suppliers Quality Assurance Manual (PDFDrive)Dokument135 SeitenSuppliers Quality Assurance Manual (PDFDrive)umtNoch keine Bewertungen
- ASP-NPD-04 (Process of Product Safety)Dokument5 SeitenASP-NPD-04 (Process of Product Safety)akash.vd.1603Noch keine Bewertungen
- Supplier 8D FormDokument3 SeitenSupplier 8D FormBen DesireNoch keine Bewertungen
- Centurion Power Cables (P) LTD.: 1.0 PurposeDokument4 SeitenCenturion Power Cables (P) LTD.: 1.0 PurposetriveshNoch keine Bewertungen
- TS ClausesDokument3 SeitenTS Clausesgarvmonu100% (2)
- Process Name: QMS Process Process Name: QMS Process: Turtle DiagramDokument4 SeitenProcess Name: QMS Process Process Name: QMS Process: Turtle DiagramLesly Les100% (1)
- Pfmea - Aiag-VdaDokument108 SeitenPfmea - Aiag-VdaGLAUCIO DOS SANTOS SILVANoch keine Bewertungen
- VSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingDokument1 SeiteVSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingrakeshNoch keine Bewertungen
- MKT Procedure - Evaluating Customer Satisfaction P1Dokument1 SeiteMKT Procedure - Evaluating Customer Satisfaction P1sumanNoch keine Bewertungen
- Manufacturing Process AuditDokument1 SeiteManufacturing Process AuditSachin Kumbhar100% (1)
- Audit ChecklistDokument18 SeitenAudit ChecklistManoharar RNoch keine Bewertungen
- Guidelines For Supplier Audit: 1.1 Process Capability-Capabilitatea ProcesuluiDokument15 SeitenGuidelines For Supplier Audit: 1.1 Process Capability-Capabilitatea ProcesuluiAdi SavaNoch keine Bewertungen
- Significant Supreme Court RulingsDokument5 SeitenSignificant Supreme Court Rulingsapi-307941674Noch keine Bewertungen
- Supplier Control Plan: Audit SummaryDokument2 SeitenSupplier Control Plan: Audit SummaryRay ManNoch keine Bewertungen
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnDokument1 SeiteC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaNoch keine Bewertungen
- The Process Approach Turtle DiagramDokument6 SeitenThe Process Approach Turtle DiagramDwinanda SeptiadhiNoch keine Bewertungen
- 5.6 MRM Minutes 2020Dokument7 Seiten5.6 MRM Minutes 2020Musyoka Urbanus100% (1)
- ISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical SpecificationDokument52 SeitenISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical Specificationsupady5751Noch keine Bewertungen
- IATF 16949-2016 Management Review TemplateDokument4 SeitenIATF 16949-2016 Management Review Templatecesar jntNoch keine Bewertungen
- Turtle Diagram & Its Usage in ISO 9001Dokument4 SeitenTurtle Diagram & Its Usage in ISO 9001Gopalakrishnan100% (1)
- F3.0-1 (Internal Audit Process Map) Rev 0 10-19-05Dokument1 SeiteF3.0-1 (Internal Audit Process Map) Rev 0 10-19-05Nikhilesh NaikNoch keine Bewertungen
- Iatf ActivitiesDokument6 SeitenIatf ActivitiesWizard tube and Engineered componentNoch keine Bewertungen
- Form - Management Review Meeting MinutesDokument6 SeitenForm - Management Review Meeting Minutesmgamal1080100% (1)
- Bgl-Fm-Qa - Red Bin Analysis RuleDokument1 SeiteBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNoch keine Bewertungen
- Quality Management System Software A Complete Guide - 2019 EditionVon EverandQuality Management System Software A Complete Guide - 2019 EditionNoch keine Bewertungen
- John Deere Process Verification Audit - Instructions: BackgroundDokument6 SeitenJohn Deere Process Verification Audit - Instructions: BackgroundTAPANNoch keine Bewertungen
- SUPPLIER - Manual - Rev - H (Commercial String & Tool Company)Dokument18 SeitenSUPPLIER - Manual - Rev - H (Commercial String & Tool Company)Jahmia CoralieNoch keine Bewertungen
- Template Format Gauge R & RDokument5 SeitenTemplate Format Gauge R & RQC-Metinca Prima Industrial WorksNoch keine Bewertungen
- 11.process Turtile DiagramDokument20 Seiten11.process Turtile DiagrammuthuselvanNoch keine Bewertungen
- Ref Flow Charts Layout InspectionDokument1 SeiteRef Flow Charts Layout Inspectionrajesh.bNoch keine Bewertungen
- 3926 An Premium DxiDokument400 Seiten3926 An Premium DxiMartin Bugár100% (2)
- Layered Audit ChecklistDokument4 SeitenLayered Audit ChecklistNavnath TamhaneNoch keine Bewertungen
- DS-04-01 R0 Competency Requirements of Internal AuditorsDokument2 SeitenDS-04-01 R0 Competency Requirements of Internal AuditorsDhinakaranNoch keine Bewertungen
- Product Audit ChecklistDokument1 SeiteProduct Audit ChecklistRoy PhanNoch keine Bewertungen
- Free IATF Audit Checklist For Manufacturing ProcessesDokument14 SeitenFree IATF Audit Checklist For Manufacturing ProcessesvidushiNoch keine Bewertungen
- Needs and Expectations, Turtle ChartDokument1 SeiteNeeds and Expectations, Turtle ChartChiheb GNoch keine Bewertungen
- Internal Audit Check List MRDokument3 SeitenInternal Audit Check List MRGanesh Iyer100% (1)
- TMT Procedure - Management Review P2Dokument1 SeiteTMT Procedure - Management Review P2sumanNoch keine Bewertungen
- How To Conduct Management ReviewDokument8 SeitenHow To Conduct Management ReviewS Seetharaman100% (1)
- Chopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureDokument5 SeitenChopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureShankar ChowdhuryNoch keine Bewertungen
- Channels of DistributionDokument101 SeitenChannels of DistributionlakshmanlakhsNoch keine Bewertungen
- 7.2.3 A List of Internal Auditors QMSDokument2 Seiten7.2.3 A List of Internal Auditors QMSPrakash kumarTripathiNoch keine Bewertungen
- QMS-SOP-F13 - Performance EvaluationDokument3 SeitenQMS-SOP-F13 - Performance EvaluationPINTU RAJNoch keine Bewertungen
- QAF12 Process Audit Rev 09Dokument4 SeitenQAF12 Process Audit Rev 09ukavathekarNoch keine Bewertungen
- 5.1.1.2 - Process Effectiveness EfficiencyDokument1 Seite5.1.1.2 - Process Effectiveness EfficiencyPrakash kumarTripathiNoch keine Bewertungen
- YuzurtDokument2 SeitenYuzurtFranco Ascari100% (1)
- SYS Procedure - Internal Quality Audit P1Dokument1 SeiteSYS Procedure - Internal Quality Audit P1sumanNoch keine Bewertungen
- ISO 9001:2015 To IATF 16949:2016 - QMS Transition Checklist: Blue FontDokument3 SeitenISO 9001:2015 To IATF 16949:2016 - QMS Transition Checklist: Blue FontPratik Ardhapurkar100% (1)
- DCC-FO-040 Turtle Diagram FormatDokument3 SeitenDCC-FO-040 Turtle Diagram FormatMaricris Napigkit SerranoNoch keine Bewertungen
- MTC-IMS-PR-15-Procedure For Externally Provided ProductsDokument5 SeitenMTC-IMS-PR-15-Procedure For Externally Provided ProductssouravrobinNoch keine Bewertungen
- SAFE LAUNCH - Process Description and Information: 1. ObjectiveDokument3 SeitenSAFE LAUNCH - Process Description and Information: 1. ObjectiveSushil Kumar100% (2)
- 4Dx - Series B Capital Raising IMDokument42 Seiten4Dx - Series B Capital Raising IMsamNoch keine Bewertungen
- Process Validation Record: Format No.: - DateDokument2 SeitenProcess Validation Record: Format No.: - DateRaja DuraiNoch keine Bewertungen
- People v. Jerry BugnaDokument1 SeitePeople v. Jerry BugnaRey Malvin SG PallominaNoch keine Bewertungen
- ASNT QuestionsDokument3 SeitenASNT Questionsshabbir626100% (1)
- Operations: Group Leader: Daily Department Manager: Weekly Plant Manager: MonthlyDokument4 SeitenOperations: Group Leader: Daily Department Manager: Weekly Plant Manager: MonthlyR JNoch keine Bewertungen
- Error Proofing QSP-37 REV 00Dokument3 SeitenError Proofing QSP-37 REV 00BRPLNoch keine Bewertungen
- Equipment People: The ISO 9001:2015 Implementation Handbook": Turtle DiagramDokument3 SeitenEquipment People: The ISO 9001:2015 Implementation Handbook": Turtle DiagramTatiana Rilo0% (1)
- How To Use The Audit Program Manager: List The Processes/functional AreasDokument25 SeitenHow To Use The Audit Program Manager: List The Processes/functional AreasAliNoch keine Bewertungen
- 02 Lista de Documentos Mandatorios IATF 2016Dokument2 Seiten02 Lista de Documentos Mandatorios IATF 2016Luis AlejandroNoch keine Bewertungen
- System Audit Check SheetDokument8 SeitenSystem Audit Check SheetFINAL QUALITYNoch keine Bewertungen
- Process Audit Check SheetDokument5 SeitenProcess Audit Check SheetaliNoch keine Bewertungen
- Manufacturing Facilities A Complete Guide - 2019 EditionVon EverandManufacturing Facilities A Complete Guide - 2019 EditionNoch keine Bewertungen
- Location: Map of Naga CityDokument2 SeitenLocation: Map of Naga Citycatherine boragayNoch keine Bewertungen
- FT8 - Air System - Maintenance - P&W FT8 - Solar Turbines Technical BLOGDokument3 SeitenFT8 - Air System - Maintenance - P&W FT8 - Solar Turbines Technical BLOGLibyanManNoch keine Bewertungen
- Solid Dosage Form Part 1Dokument48 SeitenSolid Dosage Form Part 1Claire Marie AlvaranNoch keine Bewertungen
- Notes About BurnsDokument11 SeitenNotes About BurnsMichelle Ann GacudNoch keine Bewertungen
- Liquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionDokument2 SeitenLiquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionamirhosseinNoch keine Bewertungen
- NSF 型錄2Dokument2 SeitenNSF 型錄2Nermeen ElmelegaeNoch keine Bewertungen
- Rubber Dam (Tooth Isolation)Dokument9 SeitenRubber Dam (Tooth Isolation)NonoNoch keine Bewertungen
- TQM Assignment 3Dokument8 SeitenTQM Assignment 3ehte19797177Noch keine Bewertungen
- (Complete) BLC 201 Assignment Intro Logistics SCM Sep 2021 - McdonaldDokument12 Seiten(Complete) BLC 201 Assignment Intro Logistics SCM Sep 2021 - McdonaldHf CreationNoch keine Bewertungen
- Resectoscopio 8677 Richard WolfDokument25 SeitenResectoscopio 8677 Richard WolfManuel FloresNoch keine Bewertungen
- Crew Resource Management Phil O'DonnellDokument39 SeitenCrew Resource Management Phil O'DonnellMostafaNoch keine Bewertungen
- Nuclear Over Hauser Enhancement (NOE)Dokument18 SeitenNuclear Over Hauser Enhancement (NOE)Fatima AhmedNoch keine Bewertungen
- Web Aggregator SyllabusDokument5 SeitenWeb Aggregator Syllabussam franklinNoch keine Bewertungen
- OSCE Pediatric Dentistry Lecture-AnswersDokument40 SeitenOSCE Pediatric Dentistry Lecture-AnswersR MNoch keine Bewertungen
- Kora 3T 09Dokument1 SeiteKora 3T 09Vаleriy шефNoch keine Bewertungen
- Types of Shops Shopping: 1. Chemist's 2. Grocer's 3. Butcher's 4. Baker'sDokument1 SeiteTypes of Shops Shopping: 1. Chemist's 2. Grocer's 3. Butcher's 4. Baker'sMonik IonelaNoch keine Bewertungen
- Dowry SystemDokument10 SeitenDowry SystemBhoomejaa SKNoch keine Bewertungen
- Instructions For UseDokument14 SeitenInstructions For UseEddie UnivoNoch keine Bewertungen
- Monopoly Tycoon TipsDokument8 SeitenMonopoly Tycoon TipsVictoria SmithNoch keine Bewertungen
- Impact of Textiles and Clothing Industry On EnvironmentDokument15 SeitenImpact of Textiles and Clothing Industry On Environmentranjann349Noch keine Bewertungen
- NANOGUARD - Products and ApplicationsDokument2 SeitenNANOGUARD - Products and ApplicationsSunrise VenturesNoch keine Bewertungen
- Commented (JPF1) : - The Latter Accused That Rizal HasDokument3 SeitenCommented (JPF1) : - The Latter Accused That Rizal HasLor100% (1)