Das könnte Ihnen auch gefallen
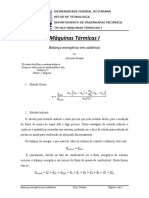
- Balanço energético em caldeiraDokument11 SeitenBalanço energético em caldeiraReginaldo Dias Dos Santos100% (1)
- Balanço Energético Das Caldeiras e Linhas de VaporDokument63 SeitenBalanço Energético Das Caldeiras e Linhas de VaporLuis FollegattiNoch keine Bewertungen
- Uso de caldeira de leito fluidizado e condensador evaporativo na usina térmicaDokument51 SeitenUso de caldeira de leito fluidizado e condensador evaporativo na usina térmicaEdson AugustoNoch keine Bewertungen
- FAET DESA Controle e Poluição do ArDokument7 SeitenFAET DESA Controle e Poluição do ArIzabella Vieira100% (1)
- 03-Acucar Cozimento1Dokument121 Seiten03-Acucar Cozimento1Marcello Soares CascalhoNoch keine Bewertungen
- Desaerar água caldeira de forma eficienteDokument23 SeitenDesaerar água caldeira de forma eficientethamirislopesNoch keine Bewertungen
- Cálculo da relação ar/combustível em caldeiraDokument4 SeitenCálculo da relação ar/combustível em caldeiraAilton SantosNoch keine Bewertungen
- Manual de OPERACAO CALD AUPDokument56 SeitenManual de OPERACAO CALD AUPYul Ramon Paradas Hernandez100% (1)
- Dimensionamento Gerador de VaporDokument31 SeitenDimensionamento Gerador de VaporTiagoFazoloNoch keine Bewertungen
- BFB Boilers: Benefits of Fluidized Bed over Grate Fired BoilersDokument38 SeitenBFB Boilers: Benefits of Fluidized Bed over Grate Fired Boilersnicacio_89507470100% (3)
- Planilha Padrão ASME - Cálc. de Efic. de Caldeira - r1Dokument2 SeitenPlanilha Padrão ASME - Cálc. de Efic. de Caldeira - r1Delson Filho100% (1)
- CPV Sistemas de VaporDokument84 SeitenCPV Sistemas de Vaporvinieng100% (3)
- Memorial Calculo Caldeiras PDF FreeDokument2 SeitenMemorial Calculo Caldeiras PDF FreeAnderson VirginioNoch keine Bewertungen
- Permutadores - ManutençãoDokument56 SeitenPermutadores - ManutençãoJorge VasconcelosNoch keine Bewertungen
- Filtro Rotativo A VácuoDokument11 SeitenFiltro Rotativo A Vácuoleslie100% (1)
- Cálculo Eficiência de CaldeirasDokument9 SeitenCálculo Eficiência de CaldeirasDelson FilhoNoch keine Bewertungen
- Mini Turbinas a Vapor Geram EnergiaDokument2 SeitenMini Turbinas a Vapor Geram EnergiaCaioNoch keine Bewertungen
- Informações para Laudo de InspeçãoDokument7 SeitenInformações para Laudo de InspeçãojdfaveriNoch keine Bewertungen
- Alfa Laval Aalborg Industries - Caldeira MINI M3PDokument1 SeiteAlfa Laval Aalborg Industries - Caldeira MINI M3PBruno W. RafaelNoch keine Bewertungen
- Estudo e dimensionamento de trocador de calor do tipo casco e tuboDokument53 SeitenEstudo e dimensionamento de trocador de calor do tipo casco e tuboVictor OliveiraNoch keine Bewertungen
- CRCDokument13 SeitenCRCapi-3764873100% (2)
- Caldeira 08 - Leito Fluidizado Circulante com queima de biomassa e óleoDokument47 SeitenCaldeira 08 - Leito Fluidizado Circulante com queima de biomassa e óleoNilsonNoch keine Bewertungen
- Prontuário Caldeiras AT-225 Single DrumDokument47 SeitenProntuário Caldeiras AT-225 Single Drumvital1607Noch keine Bewertungen
- A Eficiência de Uma Caldeira Fogotubular Não É Um CálculoDokument6 SeitenA Eficiência de Uma Caldeira Fogotubular Não É Um Cálculoalessio_chrisNoch keine Bewertungen
- Otimizado para do documento técnico sobre distribuidor de líquidoDokument35 SeitenOtimizado para do documento técnico sobre distribuidor de líquidoAlexNoch keine Bewertungen
- Spirax Sarco PDFDokument0 SeitenSpirax Sarco PDFVictor Hugo Tavares0% (1)
- Seção - 4 - Descrição Da CaldeiraDokument38 SeitenSeção - 4 - Descrição Da CaldeirathamirislopesNoch keine Bewertungen
- Retorno CondensadoDokument69 SeitenRetorno CondensadoRicardo2308100% (1)
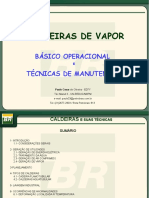
- Caldeiras: Básico Operacional e Técnicas de ManutençãoDokument118 SeitenCaldeiras: Básico Operacional e Técnicas de ManutençãoJanainaCM75% (4)
- Caldeiras: tipos, componentes, inspeção e eficiênciaDokument89 SeitenCaldeiras: tipos, componentes, inspeção e eficiênciaChico AlvesNoch keine Bewertungen
- Dimensionamento de Um Trocador de Calor Tipo Serpentina Aletada - Portal EADokument24 SeitenDimensionamento de Um Trocador de Calor Tipo Serpentina Aletada - Portal EATHERMOHP ENGENHARIA100% (1)
- Serpentina para Tanque Memorial de CalculoDokument20 SeitenSerpentina para Tanque Memorial de CalculoRaniel Gomes AlexandreNoch keine Bewertungen
- Cálculo de eficiência em caldeiras - PTC 4.1 ASMEDokument3 SeitenCálculo de eficiência em caldeiras - PTC 4.1 ASMEDelson Filho0% (1)
- Caldeiras AquatubularDokument33 SeitenCaldeiras AquatubularPedro LessaNoch keine Bewertungen
- Schedule de TubosDokument3 SeitenSchedule de TubosbymcNoch keine Bewertungen
- Análise de 242 acidentes em tanques de armazenamento nas últimas 4 décadasDokument7 SeitenAnálise de 242 acidentes em tanques de armazenamento nas últimas 4 décadasfernandoibalvesNoch keine Bewertungen
- Projeto Instalação de Ar ComprimidoDokument13 SeitenProjeto Instalação de Ar ComprimidoSergioNoch keine Bewertungen
- 4 JOAOKASPUTES SERMATEC 26 10 10 45hs PDFDokument26 Seiten4 JOAOKASPUTES SERMATEC 26 10 10 45hs PDFcavalc105292Noch keine Bewertungen
- Apostila Vida ResidualDokument15 SeitenApostila Vida Residualadr123deoliveira4100% (1)
- Análise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasDokument80 SeitenAnálise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasagsbuenoNoch keine Bewertungen
- Caldeiras: equipamentos e aplicaçõesDokument99 SeitenCaldeiras: equipamentos e aplicaçõesClinaldo Guedes100% (1)
- Calcular Tubulação de Ar ComprimidoDokument1 SeiteCalcular Tubulação de Ar ComprimidoCleberson PereiraNoch keine Bewertungen
- Dimensionamento de linhas de vapor e condensado em instalações industriaisDokument4 SeitenDimensionamento de linhas de vapor e condensado em instalações industriaisAline Souza OliveiraNoch keine Bewertungen
- Dimensionamento de dutos de ventilação industrialDokument35 SeitenDimensionamento de dutos de ventilação industrialVinicius MaiaNoch keine Bewertungen
- Comparação entre trocadores de calor de placas e casco e tuboDokument17 SeitenComparação entre trocadores de calor de placas e casco e tuboClerder CardosoNoch keine Bewertungen
- Gerando vapor de forma seguraDokument342 SeitenGerando vapor de forma seguraDiego BragaNoch keine Bewertungen
- SV80H Válvula de Segurança e Alívio-Technical InformationDokument18 SeitenSV80H Válvula de Segurança e Alívio-Technical InformationRicardoNoch keine Bewertungen
- Tratamento da Água de Lavagem dos Gases da ChaminéDokument6 SeitenTratamento da Água de Lavagem dos Gases da ChaminéMurilo RomãoNoch keine Bewertungen
- Trocadores de Calor: tipos e aplicaçõesDokument35 SeitenTrocadores de Calor: tipos e aplicaçõesThiago Dias BarbosaNoch keine Bewertungen
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEVon EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENoch keine Bewertungen
- Fundamentos e aplicações da psicrometriaVon EverandFundamentos e aplicações da psicrometriaNoch keine Bewertungen
- Aumento Da Capacidade e Controle de Velocidade Do Carrossel Eletronico de Cilindros P 20 e P 45Dokument29 SeitenAumento Da Capacidade e Controle de Velocidade Do Carrossel Eletronico de Cilindros P 20 e P 45Denis ScalambriniNoch keine Bewertungen
- RELATÓRIODokument41 SeitenRELATÓRIOeliaszamarkiNoch keine Bewertungen
- NG Metalúrgica investe R$12 milhões em expansãoDokument8 SeitenNG Metalúrgica investe R$12 milhões em expansãoDaniel Raul Garcia RoblesNoch keine Bewertungen
- Combustíveis automotivos: história e tipos emDokument24 SeitenCombustíveis automotivos: história e tipos emtry AGAINNoch keine Bewertungen
- Peneira Molecular: 5 Gerações em 20 Anos de EvoluçãoDokument43 SeitenPeneira Molecular: 5 Gerações em 20 Anos de EvoluçãoMarcio SilvaNoch keine Bewertungen
- Evaporador Falling FilmDokument5 SeitenEvaporador Falling FilmDGG2010Noch keine Bewertungen
- Detalhamento EstacaDokument1 SeiteDetalhamento EstacaincredimailNoch keine Bewertungen
- Catalogo CARBINOXDokument16 SeitenCatalogo CARBINOXalanogura87Noch keine Bewertungen
- ED8 PitagorasDokument22 SeitenED8 PitagorasincredimailNoch keine Bewertungen
- CÁLCULO Gancho48Dokument5 SeitenCÁLCULO Gancho48incredimailNoch keine Bewertungen
- Golpes de Aríete e Como Evitá-LosDokument4 SeitenGolpes de Aríete e Como Evitá-LosAndressa EgerNoch keine Bewertungen
- Livro Da Caverna Dos TesourosDokument61 SeitenLivro Da Caverna Dos TesourosYehoshua Ben Ysrael100% (2)
- Tab Chapas Aco CarbonoDokument1 SeiteTab Chapas Aco CarbononelsoncamposNoch keine Bewertungen
- Gabarito 7090Dokument1 SeiteGabarito 7090incredimailNoch keine Bewertungen
- Mecânica da Fratura, Fluência e FadigaDokument5 SeitenMecânica da Fratura, Fluência e FadigaincredimailNoch keine Bewertungen
- Medidores de força e torque: técnicas e instrumentos para mediçãoDokument15 SeitenMedidores de força e torque: técnicas e instrumentos para mediçãoincredimailNoch keine Bewertungen
- Rugosidade Superficial - Unesp SorocabaDokument14 SeitenRugosidade Superficial - Unesp SorocabaAnaQueirogaNoch keine Bewertungen
- Cartilha do Pedreiro: Guia CompletoDokument35 SeitenCartilha do Pedreiro: Guia CompletoRicardo Filho100% (1)
- Grade Curricular Eng. Controle e AutomaçãoDokument8 SeitenGrade Curricular Eng. Controle e AutomaçãoincredimailNoch keine Bewertungen
- AutoCad 2004 - USP LorenaDokument51 SeitenAutoCad 2004 - USP LorenaselbachNoch keine Bewertungen
- Flanges - ModelosDokument1 SeiteFlanges - ModelosincredimailNoch keine Bewertungen
- Como Trocar o Ip FixoDokument5 SeitenComo Trocar o Ip FixoincredimailNoch keine Bewertungen
- Psicrometria: estudo do ar úmidoDokument25 SeitenPsicrometria: estudo do ar úmidoincredimailNoch keine Bewertungen
- Perguntas Eres Post As I RPF 2013Dokument299 SeitenPerguntas Eres Post As I RPF 2013anderpaula2013Noch keine Bewertungen
- Forças e movimento em físicaDokument13 SeitenForças e movimento em físicaJoel Santos50% (2)
- Lista Lei Coulomb Campo EletricoDokument2 SeitenLista Lei Coulomb Campo EletricoincredimailNoch keine Bewertungen
- Simbolos de SoldagemDokument16 SeitenSimbolos de SoldagemDouglas Gomes100% (13)
- Características ConteúdoDokument1 SeiteCaracterísticas ConteúdoincredimailNoch keine Bewertungen
- Prova VestibularDokument15 SeitenProva VestibularincredimailNoch keine Bewertungen
- Tabela de ProdutosDokument1 SeiteTabela de ProdutosincredimailNoch keine Bewertungen
- Termodinâmica II. Misturas de Reagentes e CombustãoDokument55 SeitenTermodinâmica II. Misturas de Reagentes e Combustãobarroshector100% (1)
- Recuperação de calor de efluentes têxteis para aumentar eficiênciaDokument19 SeitenRecuperação de calor de efluentes têxteis para aumentar eficiênciaMaico AndradeNoch keine Bewertungen
- Atividade Carga de Incêndio 2019Dokument3 SeitenAtividade Carga de Incêndio 2019Priscila PeresNoch keine Bewertungen
- Projeto instalação gás casa PortoDokument39 SeitenProjeto instalação gás casa PortoVitor CorreiaNoch keine Bewertungen
- Análise da Autocombustão de Escombreiras de CarvãoDokument67 SeitenAnálise da Autocombustão de Escombreiras de CarvãoDmanharage8648Noch keine Bewertungen
- Anexos - Novo RegulamentoDokument13 SeitenAnexos - Novo Regulamentosebas barbsoaNoch keine Bewertungen
- Relatorio Da Aula de Laboratorio FinalDokument28 SeitenRelatorio Da Aula de Laboratorio FinalJose Pedro FranciscoNoch keine Bewertungen
- Caracteristicas Do SecadorDokument4 SeitenCaracteristicas Do SecadorjonascamiloNoch keine Bewertungen
- Rankine PDFDokument10 SeitenRankine PDFGabriela MartinsNoch keine Bewertungen
- Palestra Reciclagem CeparDokument106 SeitenPalestra Reciclagem CeparAlessandro HenriqueNoch keine Bewertungen
- Medição do poder calorífico de um gás combustívelDokument6 SeitenMedição do poder calorífico de um gás combustívelJanaina LeitinhoNoch keine Bewertungen
- Teoria de IncendiosDokument77 SeitenTeoria de IncendiosLiudbomba BuxexolasNoch keine Bewertungen
- Máquinas térmicas IDokument3 SeitenMáquinas térmicas IschmersalNoch keine Bewertungen
- Apostila Cafe Com Qualidade 2016Dokument17 SeitenApostila Cafe Com Qualidade 2016Augusto VilaçaNoch keine Bewertungen
- Termodinâmica Aplicada I: Energia e TransferênciaDokument37 SeitenTermodinâmica Aplicada I: Energia e TransferênciaBrunoMelchioriNoch keine Bewertungen
- Análise Imediata e Poder Calorífico de BiomassasDokument10 SeitenAnálise Imediata e Poder Calorífico de BiomassasalexramquiNoch keine Bewertungen
- Caldeiras e vasos de pressão: treinamento NR-13Dokument254 SeitenCaldeiras e vasos de pressão: treinamento NR-13Josimar MatosNoch keine Bewertungen
- Caldeira SDokument21 SeitenCaldeira SAri JuniorNoch keine Bewertungen
- Quimica - 002 TermoquimicaDokument6 SeitenQuimica - 002 Termoquimicacon_seguirNoch keine Bewertungen
- Apostila - NR-13 CaldeirasDokument32 SeitenApostila - NR-13 CaldeirasMariana Gimenez100% (1)
- Determinação do poder calorífico do carvão vegetal em Patos-PBDokument3 SeitenDeterminação do poder calorífico do carvão vegetal em Patos-PBGuilherme de Miranda Fernandes ReisNoch keine Bewertungen
- Formas Aproveitamento Residuos MadeiraDokument46 SeitenFormas Aproveitamento Residuos MadeiraYancunha2Noch keine Bewertungen
- Queima Biomassa CaldeiraDokument59 SeitenQueima Biomassa Caldeiramnharder100% (1)
- 61.estudo Dos Agentes Metalurgicos - METALURGIA - IfPADokument90 Seiten61.estudo Dos Agentes Metalurgicos - METALURGIA - IfPAnuncafalhaNoch keine Bewertungen
- Fornalhas para secagem de caféDokument48 SeitenFornalhas para secagem de caféfernando_balenaNoch keine Bewertungen
- Geradores de VaporDokument79 SeitenGeradores de VaporANA KAROLINE BUCHUDNoch keine Bewertungen
- Cálculo da densidade de carga de incêndio modificadaDokument45 SeitenCálculo da densidade de carga de incêndio modificadaCarlos Broots RibeiroNoch keine Bewertungen
- Introdução Aos Ciclos de Refrigeração: 1-Termos e Definições em Frio e ClimatizaçãoDokument62 SeitenIntrodução Aos Ciclos de Refrigeração: 1-Termos e Definições em Frio e ClimatizaçãoJoel CezarNoch keine Bewertungen
- Combustão I: Fundamentos e ProcessosDokument124 SeitenCombustão I: Fundamentos e ProcessosLuis Barbo100% (1)