Das könnte Ihnen auch gefallen
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideVon EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideBewertung: 4.5 von 5 Sternen4.5/5 (8)
- SAMPLE MCQuestions ByTopicsDokument45 SeitenSAMPLE MCQuestions ByTopicsVeeru ManikantaNoch keine Bewertungen
- Root Cause Analysis-Refinery Reciprocating Gas Compressor Shaft Coupling FailureDokument6 SeitenRoot Cause Analysis-Refinery Reciprocating Gas Compressor Shaft Coupling FailureAbdulrahman AlkhowaiterNoch keine Bewertungen
- Mom VoithDokument5 SeitenMom Voithapi-19984595Noch keine Bewertungen
- Reciprocating Compressor Condition MonitoringDokument7 SeitenReciprocating Compressor Condition MonitoringSantos Arauz Menacho100% (1)
- Aeroderivative Gas Turbine Analysis and TestDokument4 SeitenAeroderivative Gas Turbine Analysis and TestJorge Mario RodriguezNoch keine Bewertungen
- Igv 7eaDokument2 SeitenIgv 7eaSamir BenabdallahNoch keine Bewertungen
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDokument13 SeitenPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PANoch keine Bewertungen
- Compressor Rotor Failure Due To FoulingDokument6 SeitenCompressor Rotor Failure Due To FoulingAbdelkader TayebiNoch keine Bewertungen
- Condition Monitoring of Steam Turbines by Performance AnalysisDokument11 SeitenCondition Monitoring of Steam Turbines by Performance AnalysisSikander Girgoukar100% (1)
- GE Hydro Thrust BearingsDokument3 SeitenGE Hydro Thrust BearingsJesusMaldonado0% (1)
- Turbine Issues ResolutionDokument34 SeitenTurbine Issues Resolutionraj3850% (2)
- Cesc O&mDokument8 SeitenCesc O&mghosal123Noch keine Bewertungen
- OM Best Practices Frame 5 TurbomachineryDokument2 SeitenOM Best Practices Frame 5 Turbomachineryan_iboreg8720Noch keine Bewertungen
- Transformer Life ManagementDokument20 SeitenTransformer Life ManagementwiyatnoNoch keine Bewertungen
- Bearing Life Improvement of Centrifugal Blowers by Vibration AnalysisDokument4 SeitenBearing Life Improvement of Centrifugal Blowers by Vibration AnalysisIJMERNoch keine Bewertungen
- Overall Tech. Cap. 4.1 - Life Extension Hour Technical NoteDokument6 SeitenOverall Tech. Cap. 4.1 - Life Extension Hour Technical NoteiJordanScribdNoch keine Bewertungen
- Reducing Crane Wheel Assembly Failures at Burns Harbor - CTottenDokument10 SeitenReducing Crane Wheel Assembly Failures at Burns Harbor - CTottenTximis KurdiNoch keine Bewertungen
- Issues To Be Taken Up For HHP Locos - 1Dokument3 SeitenIssues To Be Taken Up For HHP Locos - 1Vamsi VangaraNoch keine Bewertungen
- CEA Failure of 220KV & Above Voltage Class Failed Equipment 2015-44-46Dokument3 SeitenCEA Failure of 220KV & Above Voltage Class Failed Equipment 2015-44-46Sandeep BNoch keine Bewertungen
- Mechanical Seal Selection For VSDs PDFDokument3 SeitenMechanical Seal Selection For VSDs PDFAnonymous 1XHScfCINoch keine Bewertungen
- Alignment PDFDokument61 SeitenAlignment PDFSumedh SinghNoch keine Bewertungen
- Pipe Strain: 50 OrbitDokument11 SeitenPipe Strain: 50 Orbitsaadbakhtyar2065Noch keine Bewertungen
- Improve Pumps Performance With Composite Wear ComponentsDokument0 SeitenImprove Pumps Performance With Composite Wear ComponentsDelfinshNoch keine Bewertungen
- Torque Converters - : Comfort and Fuel Economy in Tight CornersDokument19 SeitenTorque Converters - : Comfort and Fuel Economy in Tight CornersanupthattaNoch keine Bewertungen
- Re-Engineering of Stators of Three Phase Traction Motors Type 6FRA 6068 Used inDokument13 SeitenRe-Engineering of Stators of Three Phase Traction Motors Type 6FRA 6068 Used inSridhar NarayananNoch keine Bewertungen
- Calibration Frequency enDokument4 SeitenCalibration Frequency enGrandy Anantha SaktiNoch keine Bewertungen
- 154 KV CIRCUIT BREAKER PDFDokument9 Seiten154 KV CIRCUIT BREAKER PDFCelil GOZELNoch keine Bewertungen
- Cam ViceDokument50 SeitenCam ViceAakash Dindigul100% (1)
- Engineering Failure Analysis: Joao Gomes, Narciso Gaivota, Rui F. Martins, P. Pires SilvaDokument14 SeitenEngineering Failure Analysis: Joao Gomes, Narciso Gaivota, Rui F. Martins, P. Pires SilvasobhanNoch keine Bewertungen
- Man B&W ServiceDokument34 SeitenMan B&W Servicetazlaoanu_mihai2168100% (6)
- Root Cause Analysis of Bridle Roll Shaft Failure at Continuous Process IndustryDokument15 SeitenRoot Cause Analysis of Bridle Roll Shaft Failure at Continuous Process IndustryPuja BhandarkarNoch keine Bewertungen
- Condition Monitoring of Steam Turbines by Performance AnalysisDokument25 SeitenCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)
- PTC 2009 1.2 FokensDokument7 SeitenPTC 2009 1.2 Fokenskaliappan45490Noch keine Bewertungen
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDokument8 SeitenRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterNoch keine Bewertungen
- Articles - LiftDokument12 SeitenArticles - LiftfabianhualpaNoch keine Bewertungen
- Changes Contained in Addendum 4 of API 570: Piping Inspection CodeDokument7 SeitenChanges Contained in Addendum 4 of API 570: Piping Inspection CodeabuyiboNoch keine Bewertungen
- Lifetime Extension Against Minimum Downtime and Cost PDFDokument2 SeitenLifetime Extension Against Minimum Downtime and Cost PDFCesar EnochNoch keine Bewertungen
- Experimental Study of Performance Characteristics of Turbine Meter in Oil Medium, by Onwunyili Christian ChimeDokument73 SeitenExperimental Study of Performance Characteristics of Turbine Meter in Oil Medium, by Onwunyili Christian Chimecoskwejie100% (1)
- Faure Herman TurbineDokument3 SeitenFaure Herman TurbinedidikosanNoch keine Bewertungen
- Re-Rate Case StudyDokument4 SeitenRe-Rate Case StudyA_MosbahNoch keine Bewertungen
- Canned Motor Pumps in Refinery PDFDokument2 SeitenCanned Motor Pumps in Refinery PDFthawdarNoch keine Bewertungen
- Couplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Dokument19 SeitenCouplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Christopher ShawNoch keine Bewertungen
- Paper WVDDokument3 SeitenPaper WVDNikhil SahuNoch keine Bewertungen
- Mini Shear Study, West Engineering Services, Inc., Final Report, December 2002Dokument16 SeitenMini Shear Study, West Engineering Services, Inc., Final Report, December 2002José Luis Párraga QuispeNoch keine Bewertungen
- Meo Oral Fn-4Dokument20 SeitenMeo Oral Fn-4Anonymous 4ylE57C6Noch keine Bewertungen
- Advanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsDokument6 SeitenAdvanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsJJNoch keine Bewertungen
- September 2021 LFEDokument14 SeitenSeptember 2021 LFEAjmi HmidaNoch keine Bewertungen
- Operation and Maintenance of 220KV Receiving SubstationDokument5 SeitenOperation and Maintenance of 220KV Receiving SubstationPrakash Chavan100% (1)
- Abb Loop TestDokument12 SeitenAbb Loop TestKirran Kumar SeelammNoch keine Bewertungen
- In Pursuit of Better Bearings - . .: Inadequate Pressurization Can Exacerbate Fluid InstabilityDokument10 SeitenIn Pursuit of Better Bearings - . .: Inadequate Pressurization Can Exacerbate Fluid InstabilityHatem AbdelrahmanNoch keine Bewertungen
- Case Study Troubleshooting Centrifugal Compressor TripsDokument13 SeitenCase Study Troubleshooting Centrifugal Compressor TripsiJordanScribdNoch keine Bewertungen
- 12.fluid Couplings in Higher Power Belt Conveyor DriveheadsDokument22 Seiten12.fluid Couplings in Higher Power Belt Conveyor DriveheadsmahaveenNoch keine Bewertungen
- Design Guidelines Pro II Rev inDokument8 SeitenDesign Guidelines Pro II Rev inNareshNoch keine Bewertungen
- Hydro Power Maintenance PDFDokument9 SeitenHydro Power Maintenance PDFRavinder SharmaNoch keine Bewertungen
- Supplemental Report of Survey Deepwater Horizon: PreparedDokument16 SeitenSupplemental Report of Survey Deepwater Horizon: PreparedOSDocs2012Noch keine Bewertungen
- Anaysis of Single-Phase Induction Motors With Centrifuged RotorsDokument5 SeitenAnaysis of Single-Phase Induction Motors With Centrifuged RotorsOsmar JuniorNoch keine Bewertungen
- Renovation Modernization and Uprating of Hydro Power StationsDokument5 SeitenRenovation Modernization and Uprating of Hydro Power StationsAbhijeet SinghNoch keine Bewertungen
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineVon EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineBewertung: 5 von 5 Sternen5/5 (1)
- Third Party Risk Management Solution - WebDokument16 SeitenThird Party Risk Management Solution - Webpreenk8Noch keine Bewertungen
- File RecordsDokument161 SeitenFile RecordsAtharva Thite100% (2)
- CHAPTER 2 Part2 csc159Dokument26 SeitenCHAPTER 2 Part2 csc159Wan Syazwan ImanNoch keine Bewertungen
- Wine TourismDokument9 SeitenWine Tourismyarashovanilufar1999Noch keine Bewertungen
- 5620 SAM Rel 14 License Point Configuration ToolDokument416 Seiten5620 SAM Rel 14 License Point Configuration Toolluis100% (1)
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Dokument6 SeitenCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNoch keine Bewertungen
- .IAF-GD5-2006 Guide 65 Issue 3Dokument30 Seiten.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNoch keine Bewertungen
- KIA SONET BookingDocketDokument7 SeitenKIA SONET BookingDocketRajesh ThulasiramNoch keine Bewertungen
- PDS DeltaV SimulateDokument9 SeitenPDS DeltaV SimulateJesus JuarezNoch keine Bewertungen
- Test On Real NumberaDokument1 SeiteTest On Real Numberaer.manalirathiNoch keine Bewertungen
- Industrial ReportDokument52 SeitenIndustrial ReportSiddharthNoch keine Bewertungen
- JUnit 5 User GuideDokument90 SeitenJUnit 5 User GuideaawaakNoch keine Bewertungen
- Đề Tuyển Sinh Lớp 10 Môn Tiếng AnhDokument11 SeitenĐề Tuyển Sinh Lớp 10 Môn Tiếng AnhTrangNoch keine Bewertungen
- 28 TerminalsDokument42 Seiten28 TerminalsAlin FazacasNoch keine Bewertungen
- Tomb of Archimedes (Sources)Dokument3 SeitenTomb of Archimedes (Sources)Petro VourisNoch keine Bewertungen
- Leveriza Heights SubdivisionDokument4 SeitenLeveriza Heights SubdivisionTabordan AlmaeNoch keine Bewertungen
- Misc 8DNL 8MPL 8MPN B PDFDokument41 SeitenMisc 8DNL 8MPL 8MPN B PDFVesica PiscesNoch keine Bewertungen
- Ficha Técnica Panel Solar 590W LuxenDokument2 SeitenFicha Técnica Panel Solar 590W LuxenyolmarcfNoch keine Bewertungen
- SSC Gr8 Biotech Q4 Module 1 WK 1 - v.01-CC-released-09May2021Dokument22 SeitenSSC Gr8 Biotech Q4 Module 1 WK 1 - v.01-CC-released-09May2021Ivy JeanneNoch keine Bewertungen
- Structural Design Basis ReportDokument31 SeitenStructural Design Basis ReportRajaram100% (1)
- KRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerDokument3 SeitenKRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerJohan Sneider100% (1)
- 2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)Dokument1 Seite2.a.1.f v2 Active Matrix (AM) DTMC (Display Technology Milestone Chart)matwan29Noch keine Bewertungen
- RH-A Catalog PDFDokument1 SeiteRH-A Catalog PDFAchmad KNoch keine Bewertungen
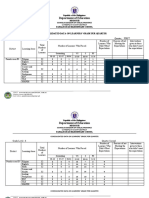
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokument4 SeitenDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNoch keine Bewertungen
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Dokument2 SeitenSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNoch keine Bewertungen
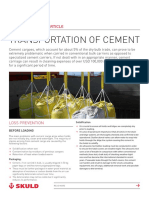
- Transportation of CementDokument13 SeitenTransportation of CementKaustubh Joshi100% (1)
- Meta100 AP Brochure WebDokument15 SeitenMeta100 AP Brochure WebFirman RamdhaniNoch keine Bewertungen
- Government Hazi Muhammad Mohsin College Chattogram: Admission FormDokument1 SeiteGovernment Hazi Muhammad Mohsin College Chattogram: Admission FormThe Helper SoulNoch keine Bewertungen
- Inverter 2 chiềuDokument2 SeitenInverter 2 chiềuKhánh Nguyễn MinhNoch keine Bewertungen