Das könnte Ihnen auch gefallen
- Direction, pressure and flow control valves overviewDokument59 SeitenDirection, pressure and flow control valves overviewdavidetoluNoch keine Bewertungen
- Ultra tech Cement Tadipatri Plant OverviewDokument18 SeitenUltra tech Cement Tadipatri Plant OverviewAshutosh SinghNoch keine Bewertungen
- CO Sources PDFDokument11 SeitenCO Sources PDFElwathig BakhietNoch keine Bewertungen
- Clinker Coolers PDFDokument22 SeitenClinker Coolers PDFAhmed AwadNoch keine Bewertungen
- TRL144Dokument59 SeitenTRL144ONE SMART LRT3-2Noch keine Bewertungen
- Manufacturers and Suppliers List for Construction ProjectDokument22 SeitenManufacturers and Suppliers List for Construction ProjectThanuja WijesingheNoch keine Bewertungen
- Boq Comparative ChartDokument5 SeitenBoq Comparative Chartmvs srikarNoch keine Bewertungen
- Fracture MechanicsDokument12 SeitenFracture Mechanicsramachadra122Noch keine Bewertungen
- Clinker CoolerDokument22 SeitenClinker CoolerNael100% (9)
- Modeling of Clinker CoolerDokument18 SeitenModeling of Clinker Coolerhooman kalaliNoch keine Bewertungen
- Process Control of LURM MillDokument6 SeitenProcess Control of LURM Millimam janiNoch keine Bewertungen
- Kiln and Cooler OptimizationDokument59 SeitenKiln and Cooler Optimizationtricky777100% (12)
- Design of A Rotary Kiln For The ReductionDokument16 SeitenDesign of A Rotary Kiln For The ReductionMadhav Krishna M100% (2)
- Pet Coke PDFDokument6 SeitenPet Coke PDFMutyala Satya Vara Prasad100% (1)
- CoolersDokument297 SeitenCoolersMUNNALURU UMAKANTHA RAONoch keine Bewertungen
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationVon EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNoch keine Bewertungen
- Lime Kiln Principles and OperationsDokument0 SeitenLime Kiln Principles and OperationsDaniel Alexander Osorio MartinezNoch keine Bewertungen
- Project:: 2800TPD Burning System CalculationDokument7 SeitenProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILINoch keine Bewertungen
- Clinker CoolersDokument12 SeitenClinker CoolersAkhilesh Pratap SinghNoch keine Bewertungen
- The Air Circuit in A Rotary KilnDokument20 SeitenThe Air Circuit in A Rotary KilnZia KhanNoch keine Bewertungen
- Coolers SystemDokument69 SeitenCoolers SystemM.IBRAHEEM100% (1)
- Modern Cement Grinding Systems ComparedDokument14 SeitenModern Cement Grinding Systems ComparedCao Ngoc AnhNoch keine Bewertungen
- Cement Mill: History Materials Ground Temperature Control Ball MillsDokument5 SeitenCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNoch keine Bewertungen
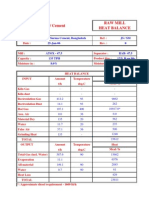
- Raw Mill Heat BalanceDokument1 SeiteRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDokument48 SeitenInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneNoch keine Bewertungen
- C Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnDokument3 SeitenC Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnFamiloni LayoNoch keine Bewertungen
- Clinker Coolers: By: Oliver Christian D. DeyparineDokument26 SeitenClinker Coolers: By: Oliver Christian D. Deyparinemoonbright27Noch keine Bewertungen
- Clinker CoolersDokument17 SeitenClinker Coolersemad sabri0% (1)
- Heat Transfer in Rotary KilnsDokument6 SeitenHeat Transfer in Rotary KilnsRafael Curiel MedinaNoch keine Bewertungen
- Control Cooler Exit Temperature and IKN Grate RestrictionDokument33 SeitenControl Cooler Exit Temperature and IKN Grate Restrictionसागर फुकटNoch keine Bewertungen
- Analysis of Pulverizers and Combustion Requirements for Thermal Power GenerationDokument28 SeitenAnalysis of Pulverizers and Combustion Requirements for Thermal Power GenerationMY NAME IS NEERAJ..:):)Noch keine Bewertungen
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Dokument17 SeitenCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Grinding Media ConsumptionDokument9 SeitenGrinding Media ConsumptionMuhammadNoch keine Bewertungen
- FormulaeDokument163 SeitenFormulaeilvspeedNoch keine Bewertungen
- Cement Kiln Co-ProcessingDokument11 SeitenCement Kiln Co-ProcessingflukemonsterNoch keine Bewertungen
- Click Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelDokument26 SeitenClick Here To Download Holcim, , Lafarge, Most Importnant Manuals, Most Important ExcelhamedNoch keine Bewertungen
- Duoflex BurnerDokument6 SeitenDuoflex Burnersinghite100% (1)
- Boulder Formation in Cement Silos by Chettinad Cement CoDokument11 SeitenBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNoch keine Bewertungen
- The Effects of Oxygen Enrichment On ClinkerDokument9 SeitenThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Petroleum Coke Utilization For Cement Kiln FiringDokument8 SeitenPetroleum Coke Utilization For Cement Kiln FiringSyeed SofieNoch keine Bewertungen
- Cement Chemistry Notation and Mineral NamesDokument2 SeitenCement Chemistry Notation and Mineral NamesAfqan B-vNoch keine Bewertungen
- Kiln Burning SystemsDokument30 SeitenKiln Burning SystemsNael100% (8)
- Finish Grinding - INFINITY FOR CEMENT EQUIPMENTDokument26 SeitenFinish Grinding - INFINITY FOR CEMENT EQUIPMENTaliNoch keine Bewertungen
- Grate CoolerDokument10 SeitenGrate CoolerAamir HayatNoch keine Bewertungen
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDokument12 SeitenEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNoch keine Bewertungen
- Kiln Burning SystemDokument12 SeitenKiln Burning SystemMuhammadShoaib100% (1)
- V2 Materials Technology 2Dokument526 SeitenV2 Materials Technology 2Liya Nur SholihahNoch keine Bewertungen
- Low NOx Burners in High Temp SerDokument21 SeitenLow NOx Burners in High Temp SerIman Akbari100% (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesVon EverandRotary Kilns: Transport Phenomena and Transport ProcessesBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- Cement Milling Performance Factors That Influence EfficiencyDokument17 SeitenCement Milling Performance Factors That Influence Efficiencyshani5573Noch keine Bewertungen
- Rotatory Kiln DesignDokument11 SeitenRotatory Kiln DesignMiguel Calabozo AlvaroNoch keine Bewertungen
- 1Dokument5 Seiten1Dee HsNoch keine Bewertungen
- Supervisory Fuzzy Control of A Rotary Cement KilnDokument4 SeitenSupervisory Fuzzy Control of A Rotary Cement KilnJohn GiannakopoulosNoch keine Bewertungen
- Impact of calcium sulfates on cement properties and concrete workabilityDokument10 SeitenImpact of calcium sulfates on cement properties and concrete workabilitycemsavantNoch keine Bewertungen
- Alternative Cement ClinkersDokument13 SeitenAlternative Cement ClinkersJohn Giannakopoulos100% (1)
- Alternative Fuels Reduce Cement Industry EmissionsDokument23 SeitenAlternative Fuels Reduce Cement Industry EmissionsDheo Ebhee LouVeNoch keine Bewertungen
- BurnerDokument3 SeitenBurnerRavi sharmaNoch keine Bewertungen
- Sulphate ModulusDokument2 SeitenSulphate ModulusM. Ali ParvezNoch keine Bewertungen
- 9 NCRIET (Automation of Clinker Cooling System Using PLC)Dokument6 Seiten9 NCRIET (Automation of Clinker Cooling System Using PLC)Phillip007Noch keine Bewertungen
- Clinker CoolersDokument7 SeitenClinker CoolersOrane DrakeNoch keine Bewertungen
- Ch3 RefrigerationDokument20 SeitenCh3 Refrigerationchams alacilNoch keine Bewertungen
- Herramientas KenalmetalDokument10 SeitenHerramientas KenalmetalGeovanny SanjuanNoch keine Bewertungen
- Top-Down Synthesis of Nanostructured Materials: Mechanical and Thermal Processing MethodsDokument9 SeitenTop-Down Synthesis of Nanostructured Materials: Mechanical and Thermal Processing MethodsGloria HendersonNoch keine Bewertungen
- FT FTL: Tube Rode H8 Honed Tube H8 Tubo Lapeado H8 Tube Glace H9 Polished Tube H9 Tubo Lucido H9Dokument4 SeitenFT FTL: Tube Rode H8 Honed Tube H8 Tubo Lapeado H8 Tube Glace H9 Polished Tube H9 Tubo Lucido H9richard_pfNoch keine Bewertungen
- Light Commercial INVERTER Top Discharge CDU type Service ManualDokument99 SeitenLight Commercial INVERTER Top Discharge CDU type Service ManualAbel Recinos100% (1)
- Neer Ground Clamps: GC: Bronze Clamps GC: Zinc ClampsDokument2 SeitenNeer Ground Clamps: GC: Bronze Clamps GC: Zinc ClampsLuis Guillermo BenitezNoch keine Bewertungen
- Protective Concrete Coating GuideDokument3 SeitenProtective Concrete Coating GuideTori SmallNoch keine Bewertungen
- Install and Maintain Modular AHUDokument35 SeitenInstall and Maintain Modular AHUAngga HardiyantomoNoch keine Bewertungen
- SSR 125-450 HOREPOWER Intellisys Units Inlet Panel Air Filters Installation/ Instruction Manual Parts List Replacement PartsDokument14 SeitenSSR 125-450 HOREPOWER Intellisys Units Inlet Panel Air Filters Installation/ Instruction Manual Parts List Replacement PartsGustavo HuertasNoch keine Bewertungen
- Clyde - SB Smart Clean System (Shared by ED - 220928 - 104318Dokument2 SeitenClyde - SB Smart Clean System (Shared by ED - 220928 - 104318Sanjana SanjanaNoch keine Bewertungen
- Chemistry Form 4 Chapter 9Dokument6 SeitenChemistry Form 4 Chapter 9Suriati Bt A Rashid100% (1)
- Hmma 865-03Dokument24 SeitenHmma 865-03eugenio.gutenbertNoch keine Bewertungen
- Grouting MaterialDokument2 SeitenGrouting MaterialAjinkya Uprikar100% (1)
- Vacuum Box Test Report for Tank 440TK-002BDokument2 SeitenVacuum Box Test Report for Tank 440TK-002BDeepu CNoch keine Bewertungen
- Mechanical PO Cash Flow ReportDokument9 SeitenMechanical PO Cash Flow ReportOmkarNoch keine Bewertungen
- Flux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 SteelDokument14 SeitenFlux-Cored Wire For Ar+CO Gas Shielded Arc Welding For ASTM A387 Gr.91 Steelamit singhNoch keine Bewertungen
- Valero Blinding Guideline Provides Safety ProceduresDokument13 SeitenValero Blinding Guideline Provides Safety ProcedureskishorsinghNoch keine Bewertungen
- Cooling and Dehumidification - High Latent Load ApplicationDokument4 SeitenCooling and Dehumidification - High Latent Load ApplicationNidas SameeraNoch keine Bewertungen
- Majestic Wood Fireplace MatrixDokument11 SeitenMajestic Wood Fireplace MatrixmarilynkcarlinNoch keine Bewertungen
- SAP Manual HandbookDokument21 SeitenSAP Manual HandbookDennyzaNoch keine Bewertungen
- 1 s2.0 S2214509522002479 Main PDFDokument23 Seiten1 s2.0 S2214509522002479 Main PDFHarpreet SinghNoch keine Bewertungen
- Product Description Wire RodDokument3 SeitenProduct Description Wire RodEngr Farrukh RehanNoch keine Bewertungen
- Amp Qb.Dokument6 SeitenAmp Qb.svkarthik83Noch keine Bewertungen
- Plate Freezer Performance.Dokument4 SeitenPlate Freezer Performance.Behnam AshouriNoch keine Bewertungen
- COMSOL Application Note Thermal Management of Buildings Lowres NewDokument20 SeitenCOMSOL Application Note Thermal Management of Buildings Lowres NewSamar SinghalNoch keine Bewertungen
- Application of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFDokument15 SeitenApplication of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFTDNNoch keine Bewertungen