Das könnte Ihnen auch gefallen
- Resistance WeldingDokument13 SeitenResistance Weldingpavithra222Noch keine Bewertungen
- Split Second Brochure V3Dokument4 SeitenSplit Second Brochure V3houstonhimselfNoch keine Bewertungen
- 8 Consumables 309-320Dokument12 Seiten8 Consumables 309-320Márcio FerreiraNoch keine Bewertungen
- WOWLibrary-Fundamentals MMA WeldingDokument9 SeitenWOWLibrary-Fundamentals MMA WeldingRahul BalaNoch keine Bewertungen
- Strain Gage Soldering Techniques: Strain Gages and InstrumentsDokument6 SeitenStrain Gage Soldering Techniques: Strain Gages and InstrumentsMuayad HussainNoch keine Bewertungen
- Contact Welders GuideDokument13 SeitenContact Welders GuideValvemakerNoch keine Bewertungen
- Welding InstructionsDokument12 SeitenWelding Instructionsrahman asadiNoch keine Bewertungen
- Correct Arc Length, Correct Travel Speed and Correct Electrode AngleDokument6 SeitenCorrect Arc Length, Correct Travel Speed and Correct Electrode AngleFelix MilanNoch keine Bewertungen
- Welding Guide BrochureDokument4 SeitenWelding Guide BrochureAnonymous 6aGAvbNNoch keine Bewertungen
- Stud WeldingDokument5 SeitenStud Weldingvinamap27Noch keine Bewertungen
- AN101 TO220 GuidelinesDokument4 SeitenAN101 TO220 GuidelinesBayangan MautNoch keine Bewertungen
- Spot WeldingDokument8 SeitenSpot Weldingtoyota952Noch keine Bewertungen
- Resistance WeldingDokument7 SeitenResistance WeldingCristian GonzálezNoch keine Bewertungen
- Resistance WeldingDokument45 SeitenResistance WeldingAntony SiregarNoch keine Bewertungen
- PEM Self Clinching Flush FastenersDokument4 SeitenPEM Self Clinching Flush FastenersAce Industrial SuppliesNoch keine Bewertungen
- Paper From SDI (Structural Deck Institute) WWDokument9 SeitenPaper From SDI (Structural Deck Institute) WWkiss_59856786Noch keine Bewertungen
- Arc Welding - Basic Steps ReadingDokument12 SeitenArc Welding - Basic Steps Readingaddayesudas100% (1)
- Welding Lecture and OrientationDokument57 SeitenWelding Lecture and OrientationHenry SyNoch keine Bewertungen
- Unit Ii Resistance Welding ProcessesDokument49 SeitenUnit Ii Resistance Welding ProcessesparthibankNoch keine Bewertungen
- Pipelines Welding HandbookDokument64 SeitenPipelines Welding HandbookSixto GerardoNoch keine Bewertungen
- Spot Welding, Types, Applications, Advantages and DisadvantagesDokument6 SeitenSpot Welding, Types, Applications, Advantages and DisadvantagesM ZahidNoch keine Bewertungen
- Spot Welding Process LabDokument4 SeitenSpot Welding Process Labjunaid gujratiNoch keine Bewertungen
- 01 MANGO 1 - Weld ProcedureDokument4 Seiten01 MANGO 1 - Weld ProcedureOPAZOSCNoch keine Bewertungen
- TB Welding-English PDFDokument20 SeitenTB Welding-English PDFdanghpNoch keine Bewertungen
- Site Welding Instruction Sheet (SWIS) HandbookDokument36 SeitenSite Welding Instruction Sheet (SWIS) HandbookNuwan RanaweeraNoch keine Bewertungen
- Reinforcing Bar CouplersDokument9 SeitenReinforcing Bar CouplersAWAKSEORANGNoch keine Bewertungen
- FSW Technical HandbookDokument27 SeitenFSW Technical HandbookAnand Kumar MandalNoch keine Bewertungen
- Control of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanDokument8 SeitenControl of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanSadhasivam VeluNoch keine Bewertungen
- Resistance WeldingDokument13 SeitenResistance WeldingAashishSethiNoch keine Bewertungen
- Critical To Quality in Welding-1Dokument29 SeitenCritical To Quality in Welding-1aadmaadmNoch keine Bewertungen
- 15 TMSS 02 R0Dokument0 Seiten15 TMSS 02 R0renjithas2005Noch keine Bewertungen
- Resistance Seam WeldingDokument31 SeitenResistance Seam Weldingaiman87_uitm100% (3)
- Essential Variables of SmawDokument7 SeitenEssential Variables of SmawAbdallah Mansour100% (6)
- Non-Arc Welding ProcessesDokument30 SeitenNon-Arc Welding ProcessesKhalid El MasryNoch keine Bewertungen
- 320102cB SMAW-B - 1Dokument32 Seiten320102cB SMAW-B - 1Syaifur RohmanNoch keine Bewertungen
- Weldingfixtures 140919075513 Phpapp02Dokument28 SeitenWeldingfixtures 140919075513 Phpapp02VJ SharmaNoch keine Bewertungen
- AJM & NDT - Module - 1Dokument35 SeitenAJM & NDT - Module - 1Naveen S BasandiNoch keine Bewertungen
- PEM Self Clinching Self Locking FastenersDokument4 SeitenPEM Self Clinching Self Locking FastenersAce Industrial SuppliesNoch keine Bewertungen
- Cast Iron Welding AlloysDokument4 SeitenCast Iron Welding AlloysKhin Aung ShweNoch keine Bewertungen
- ESAB - PipelinesDokument65 SeitenESAB - PipelinesLigia114100% (2)
- Q1, Module 1, Lesson1Dokument9 SeitenQ1, Module 1, Lesson1Jerome A. GomezNoch keine Bewertungen
- Welders Training Program ManualDokument140 SeitenWelders Training Program ManualAlmario Sagun100% (1)
- Atmospheric Corrosion Resisting SteelDokument10 SeitenAtmospheric Corrosion Resisting SteelCarlos PadillaNoch keine Bewertungen
- Welding: IntrdutionDokument10 SeitenWelding: IntrdutionJoseph George KonnullyNoch keine Bewertungen
- Sample WPS SMAW Stainless SteelDokument7 SeitenSample WPS SMAW Stainless Steeldaemsal100% (4)
- Assignment CE561Dokument2 SeitenAssignment CE561Karen Mae TingNoch keine Bewertungen
- Weld SchedulesDokument7 SeitenWeld SchedulesadamzlametNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalVon EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Soldering Electronic Components 2nd EditionVon EverandSoldering Electronic Components 2nd EditionBewertung: 3 von 5 Sternen3/5 (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesVon EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNoch keine Bewertungen
- YellowGate Catalog v1 PDFDokument68 SeitenYellowGate Catalog v1 PDFOswaldo GuerraNoch keine Bewertungen
- CM W Welding CatalogDokument80 SeitenCM W Welding CatalogigtepNoch keine Bewertungen
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Weva4 4085Dokument6 SeitenWeva4 4085igtepNoch keine Bewertungen
- Catalog 100Dokument100 SeitenCatalog 100igtepNoch keine Bewertungen
- Lors Catalog 2010-3Dokument1 SeiteLors Catalog 2010-3igtepNoch keine Bewertungen
- TFM-561U: Quick Installation GuideDokument9 SeitenTFM-561U: Quick Installation GuideigtepNoch keine Bewertungen
- WD Mybook Essential User Guide EnglishDokument77 SeitenWD Mybook Essential User Guide Englishmatfox2Noch keine Bewertungen
- Durco Pressure Leaf Sulfur FiltrationDokument3 SeitenDurco Pressure Leaf Sulfur FiltrationBhusarapu SrinivasNoch keine Bewertungen
- Record of Welder or Welding Operator Qualification TestsDokument1 SeiteRecord of Welder or Welding Operator Qualification TestsBalkishan DyavanapellyNoch keine Bewertungen
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDokument7 SeitenWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsiron manNoch keine Bewertungen
- Design and Simulation of Petcoke Steam GasificationDokument18 SeitenDesign and Simulation of Petcoke Steam Gasificationsaahikrishna8100% (1)
- H 99 Sec 2 BmaterialsDokument4 SeitenH 99 Sec 2 BmaterialsAxel MalusaNoch keine Bewertungen
- Overview of Drilling OperationsDokument18 SeitenOverview of Drilling Operationsali nahiNoch keine Bewertungen
- Denso Tank Base Protection System SpecDokument2 SeitenDenso Tank Base Protection System SpecmniteshpNoch keine Bewertungen
- Concrete TechnologyDokument14 SeitenConcrete TechnologyShraddha DateyNoch keine Bewertungen
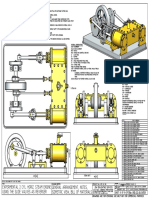
- ScrewJack Assembly DocumentationDokument2 SeitenScrewJack Assembly DocumentationMDM19B034 BAKSHI ANUPAMA SAINoch keine Bewertungen
- ANDRE - Poland - Abrasive MaterialsDokument2 SeitenANDRE - Poland - Abrasive MaterialsRaja Sekhar Reddy PaluruNoch keine Bewertungen
- AWP Course NotesDokument320 SeitenAWP Course Notesduniaadnan100% (3)
- Zem CoatDokument1 SeiteZem Coatjcedricaquino0% (1)
- Donner Case Operations ManagementDokument3 SeitenDonner Case Operations Managementleeladon0% (1)
- Asme Section Ii A-2 Sa-995Dokument4 SeitenAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNoch keine Bewertungen
- Gatekeeper Inert Gas Purifier EsiteDokument4 SeitenGatekeeper Inert Gas Purifier EsiteMarcos MedranoNoch keine Bewertungen
- Sheet Metal ShopDokument18 SeitenSheet Metal ShopAnandNoch keine Bewertungen
- ASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyDokument4 SeitenASPINWALL - Profiled Superabrasive Grinding Wheels For The Machining of A Nickel Based SuperalloyLuis Fillipe Lopes TorresNoch keine Bewertungen
- Molybdenum ProcessingDokument4 SeitenMolybdenum Processingkingysaint123Noch keine Bewertungen
- Project Report On Corrugated Boxes (Automatic Plant)Dokument6 SeitenProject Report On Corrugated Boxes (Automatic Plant)EIRI Board of Consultants and PublishersNoch keine Bewertungen
- Wrapping Coating ProcedureDokument5 SeitenWrapping Coating Procedureshantanu kumar100% (1)
- Unit - I: Electron Beam WeldingDokument15 SeitenUnit - I: Electron Beam Weldingapi-271354682Noch keine Bewertungen
- Ips C Pi 410Dokument13 SeitenIps C Pi 410ali1860Noch keine Bewertungen
- PART 149 What Is Fusion WeldingDokument2 SeitenPART 149 What Is Fusion Weldingravindra_jivaniNoch keine Bewertungen
- Daily ReportDokument3 SeitenDaily ReportJoseph AbousafiNoch keine Bewertungen
- Pressure Vessel Manual-M.asgaRZADEGANDokument79 SeitenPressure Vessel Manual-M.asgaRZADEGANH BNoch keine Bewertungen
- Cat Bpe PDFDokument57 SeitenCat Bpe PDFJohnNoch keine Bewertungen
- CNC Programmer ResumeDokument3 SeitenCNC Programmer Resumenaunit3666Noch keine Bewertungen
- Ovr Dossier.Dokument93 SeitenOvr Dossier.suria qaqcNoch keine Bewertungen
- Danh Sách Tiêu Chuẩn HesDokument2 SeitenDanh Sách Tiêu Chuẩn HesanhthoNoch keine Bewertungen
- 09D 22 00 A3 Sheet 01Dokument1 Seite09D 22 00 A3 Sheet 01RobsNoch keine Bewertungen