Das könnte Ihnen auch gefallen
- Welding ProcessDokument42 SeitenWelding ProcessPankaj KumbhareNoch keine Bewertungen
- 8-Welding Distortion & ControlDokument61 Seiten8-Welding Distortion & ControlRaj Chodankar100% (1)
- Welding Process and ConsumableDokument64 SeitenWelding Process and Consumablenizar_ikmps100% (1)
- Interpass Temperature WeldingDokument2 SeitenInterpass Temperature Weldinghareesh13hNoch keine Bewertungen
- Chapter9 GMAW FCAW WeldingDokument17 SeitenChapter9 GMAW FCAW Weldingrusf123Noch keine Bewertungen
- QA-QC Welding Program evaluation TestDokument2 SeitenQA-QC Welding Program evaluation TestSatish KeskarNoch keine Bewertungen
- Distortion - Australian Welding InstituteDokument19 SeitenDistortion - Australian Welding InstitutenellaiNoch keine Bewertungen
- WeldDokument165 SeitenWeldHayleyNoch keine Bewertungen
- Apollo Heat Exchanger Welding Defect GuideDokument77 SeitenApollo Heat Exchanger Welding Defect GuideQC apollohx100% (1)
- ESAB Welding Review RepairsDokument28 SeitenESAB Welding Review RepairsElias KapaNoch keine Bewertungen
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- Ko-111-01 Repair Welding+manual eDokument156 SeitenKo-111-01 Repair Welding+manual eJayantha parakrama ThennakoonNoch keine Bewertungen
- Stainless Steel Welding by Weld RealityDokument50 SeitenStainless Steel Welding by Weld RealitylightwinterdayNoch keine Bewertungen
- WeldingDokument84 SeitenWeldingJigar DodiaNoch keine Bewertungen
- Welding PresentationDokument163 SeitenWelding PresentationtonykptonyNoch keine Bewertungen
- Welding MetallurgyDokument37 SeitenWelding Metallurgyhemant1886100% (4)
- Welding Processes and EquipmentDokument167 SeitenWelding Processes and EquipmentTAF150850Noch keine Bewertungen
- Submerged Arc Welding: by L D PoyyaraDokument29 SeitenSubmerged Arc Welding: by L D PoyyaraSapan KansaraNoch keine Bewertungen
- Weldability of MaterialsDokument5 SeitenWeldability of MaterialsclnNoch keine Bewertungen
- Distortion in Weld JointDokument54 SeitenDistortion in Weld JointDiVik BhargAva100% (1)
- Welding GuideDokument48 SeitenWelding Guideedu_canete100% (2)
- Determining The Cost of WeldingDokument7 SeitenDetermining The Cost of WeldingSriram VjNoch keine Bewertungen
- Welding ProcedureDokument38 SeitenWelding ProcedureRicardo Ceballos100% (1)
- Distortion ControlDokument6 SeitenDistortion ControlMOHAMMAD ALINoch keine Bewertungen
- Fabrication Weld ManualDokument12 SeitenFabrication Weld ManualChaidir Transmission100% (2)
- How To Prevent Control Welding DistortionDokument2 SeitenHow To Prevent Control Welding DistortionNilesh DalviNoch keine Bewertungen
- Welding PresentationDokument33 SeitenWelding PresentationHosam Ahmed100% (1)
- Sample Weld PlanDokument26 SeitenSample Weld PlanKDTNoch keine Bewertungen
- Duplex & Super Duplex InformationDokument7 SeitenDuplex & Super Duplex InformationrajeshNoch keine Bewertungen
- Trusco WeldingGaugesDokument2 SeitenTrusco WeldingGaugesAnonymous rYZyQQot55Noch keine Bewertungen
- DistortionDokument62 SeitenDistortionSharad AtraheNoch keine Bewertungen
- 05 - Phase Transformation in Welding PDFDokument36 Seiten05 - Phase Transformation in Welding PDFIrfan KhanNoch keine Bewertungen
- PRES TIG Hot Wire Narrow Gap Welding enDokument25 SeitenPRES TIG Hot Wire Narrow Gap Welding enRavishankarNoch keine Bewertungen
- Preheat and Interpass TempDokument2 SeitenPreheat and Interpass TempUche UrchNoch keine Bewertungen
- How to Weld Cast Iron: Preheating, Non-Preheating, Sealing CracksDokument2 SeitenHow to Weld Cast Iron: Preheating, Non-Preheating, Sealing CracksAnand Kesarkar100% (1)
- SS - Filler Wire SelectionDokument26 SeitenSS - Filler Wire SelectionBaraa AzebNoch keine Bewertungen
- Welding ProcessesDokument7 SeitenWelding ProcessesTridib DeyNoch keine Bewertungen
- ALC 10029C AlcoTec Technical GuideDokument20 SeitenALC 10029C AlcoTec Technical Guidetuna61Noch keine Bewertungen
- Heat Treatment of Steel TTT CurveDokument59 SeitenHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- TWI Control of Welding DistortionDokument12 SeitenTWI Control of Welding DistortionClaudia Mms100% (2)
- Introduction To GMAWDokument63 SeitenIntroduction To GMAWRumman Ul AhsanNoch keine Bewertungen
- Summer Training ReportDokument41 SeitenSummer Training ReportKeith Shaw67% (3)
- Company Profile and Departmental Study at HitachiDokument46 SeitenCompany Profile and Departmental Study at Hitachigshetty08_966675801Noch keine Bewertungen
- Tractors India LTD.: Calcutta Business SchoolDokument10 SeitenTractors India LTD.: Calcutta Business Schoolntin kumarNoch keine Bewertungen
- Jyoti CNC Project ReportDokument29 SeitenJyoti CNC Project ReportManthan Dadhania100% (1)
- HR ProjectDokument95 SeitenHR Projectborn2bgr8Noch keine Bewertungen
- Tata Steel Report (Sarvottam)Dokument46 SeitenTata Steel Report (Sarvottam)sarvottam ranaNoch keine Bewertungen
- Ricco Summer Training ReportDokument57 SeitenRicco Summer Training Reportaarti bhardwajNoch keine Bewertungen
- Unitech Machines Limited Training ReportDokument54 SeitenUnitech Machines Limited Training Reportaadit4you67% (3)
- INDUSTRIAL TRAINING REPORT AT QH TALBROS PVT. LTDDokument30 SeitenINDUSTRIAL TRAINING REPORT AT QH TALBROS PVT. LTDhimanshuvermac3053Noch keine Bewertungen
- Internship ReportDokument26 SeitenInternship ReportRitvik AndhavarapuNoch keine Bewertungen
- Shreyas ReportDokument45 SeitenShreyas ReportShreyas GowdaNoch keine Bewertungen
- Besmak Components PVTDokument17 SeitenBesmak Components PVTSadham BabuNoch keine Bewertungen
- Bhavna 111004023628 Phpapp01Dokument47 SeitenBhavna 111004023628 Phpapp01Paras SagguNoch keine Bewertungen
- Operations at Indus Motor CompanyDokument18 SeitenOperations at Indus Motor Companyfaizanshahzad67% (3)
- JKF2Dokument4 SeitenJKF2Kranthi ReddyNoch keine Bewertungen
- It Report - 220809 - 175517Dokument113 SeitenIt Report - 220809 - 175517Peter JammyNoch keine Bewertungen
- Y Yy Yyyy Y Yyyyy Y Yyyyy Yyyyyyy Yyyyyyyyy Yyy Yy Yyyyy Yyyyy YyyyyDokument11 SeitenY Yy Yyyy Y Yyyyy Y Yyyyy Yyyyyyy Yyyyyyyyy Yyy Yy Yyyyy Yyyyy YyyyysumedhshettiNoch keine Bewertungen
- Case Tata IndicaDokument3 SeitenCase Tata IndicaSumit ManchandaNoch keine Bewertungen
- Sheet Metal Transporting MachineDokument96 SeitenSheet Metal Transporting Machinekidanemariam teseraNoch keine Bewertungen
- 74 Samss 001Dokument7 Seiten74 Samss 001getravi1886Noch keine Bewertungen
- Zinc Silicate PrimersDokument9 SeitenZinc Silicate PrimersminhnnNoch keine Bewertungen
- Zinc Silicate PrimersDokument9 SeitenZinc Silicate PrimersminhnnNoch keine Bewertungen
- App01 (Itp)Dokument1 SeiteApp01 (Itp)getravi1886Noch keine Bewertungen
- Science - IV: 3 QuarterDokument31 SeitenScience - IV: 3 QuarterMelanie Dela Cruz CayabyabNoch keine Bewertungen
- 9 SteelDokument14 Seiten9 SteelSteven KuaNoch keine Bewertungen
- JIS SUS316 Steel, JIS G4403 SUS316 Stainless SteelDokument2 SeitenJIS SUS316 Steel, JIS G4403 SUS316 Stainless Steelnguyenvandai8xNoch keine Bewertungen
- Dr. Kishor Kumar Gajrani: IIIT DM Kancheepuram, ChennaiDokument19 SeitenDr. Kishor Kumar Gajrani: IIIT DM Kancheepuram, Chennaim sriNoch keine Bewertungen
- Study of Tig WeldingDokument11 SeitenStudy of Tig WeldingChandan Srivastava100% (1)
- Ace 2014Dokument139 SeitenAce 2014Maaeglobal ResourcesNoch keine Bewertungen
- Certificados Sara 2 in Fig 1502Dokument1 SeiteCertificados Sara 2 in Fig 1502akaalj qhseNoch keine Bewertungen
- Astm A706-A706m-01 Low Alloy Deformed & Plain BarsDokument6 SeitenAstm A706-A706m-01 Low Alloy Deformed & Plain BarsCharwin PicaoNoch keine Bewertungen
- ZERON 100 For Downstream Processing in Acid Leach MiningDokument11 SeitenZERON 100 For Downstream Processing in Acid Leach MiningShankar AcharNoch keine Bewertungen
- Advanced Music Products - Small PDFDokument60 SeitenAdvanced Music Products - Small PDFLucas SilveiraNoch keine Bewertungen
- CHE F243 Lecture 21 MARCH 23-M9Dokument61 SeitenCHE F243 Lecture 21 MARCH 23-M9AchintyaNoch keine Bewertungen
- Aluminum Structures FAQ GuideDokument3 SeitenAluminum Structures FAQ GuideZebNoch keine Bewertungen
- Cushion TeeDokument1 SeiteCushion TeeAntonio GutierrezNoch keine Bewertungen
- Ship and Boat Building and Repair-2Dokument5 SeitenShip and Boat Building and Repair-2navalmamunNoch keine Bewertungen
- Astm A 194 - A 194ma - 2012 PDFDokument11 SeitenAstm A 194 - A 194ma - 2012 PDFRami ELLOUMINoch keine Bewertungen
- Iso15510 PDFDokument3 SeitenIso15510 PDFthritaNoch keine Bewertungen
- Welding - Made EasyDokument102 SeitenWelding - Made EasyRohan Gupta100% (3)
- Explosion Welding SeminarDokument22 SeitenExplosion Welding Seminarvaibhavsawal100% (1)
- The Effect of Element (SR, Ti, B, and MG) Modification On Microstructure To Increase Micro-Hardness of A356 Aluminum AlloyDokument10 SeitenThe Effect of Element (SR, Ti, B, and MG) Modification On Microstructure To Increase Micro-Hardness of A356 Aluminum AlloyLilian Jefferson MalavaziNoch keine Bewertungen
- Analytical Data SheetDokument2 SeitenAnalytical Data SheetVenkateswaran KrishnamurthyNoch keine Bewertungen
- Esab OK Flux 10.62 tech data sheetDokument10 SeitenEsab OK Flux 10.62 tech data sheetparkkkNoch keine Bewertungen
- Metals 07 00229Dokument16 SeitenMetals 07 00229Pavitar SinghNoch keine Bewertungen
- Iron-Nickel-Chromium-Molybdenum Alloy (UNS N08028) Plate, Sheet, and StripDokument4 SeitenIron-Nickel-Chromium-Molybdenum Alloy (UNS N08028) Plate, Sheet, and StripEduardo100% (1)
- Aluminium Casting for Shipping Container Corner FittingsDokument3 SeitenAluminium Casting for Shipping Container Corner FittingsUsman DoltanaNoch keine Bewertungen
- Reclamation of Moisturized Flux in Submerged Arc WeldingDokument3 SeitenReclamation of Moisturized Flux in Submerged Arc WeldingIslam SahafayatNoch keine Bewertungen
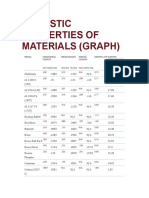
- Acoustic Properties of Materials (Graph)Dokument4 SeitenAcoustic Properties of Materials (Graph)Terfaia NadjatNoch keine Bewertungen
- Excelente Welding Inspection Qualifications Testing Procedures PDFDokument117 SeitenExcelente Welding Inspection Qualifications Testing Procedures PDFravi00098Noch keine Bewertungen
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDokument8 SeitenKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNoch keine Bewertungen
- Mechanical Behavior of Inconel 625 at Elevated TempDokument13 SeitenMechanical Behavior of Inconel 625 at Elevated Tempgacm98Noch keine Bewertungen
- 12x6x7aircraft Rated ManholeDokument1 Seite12x6x7aircraft Rated ManholegemotorresNoch keine Bewertungen