Das könnte Ihnen auch gefallen
- 99 04 Honda OdysseyDokument2.459 Seiten99 04 Honda OdysseyJose Crespo75% (4)
- Supervisory Control and Data Acquisition (Scada) Systems For Command, Control Communications, Computer, Intelligence, Surveillance, and Reconnaissance (C4isr) FacilitiesDokument94 SeitenSupervisory Control and Data Acquisition (Scada) Systems For Command, Control Communications, Computer, Intelligence, Surveillance, and Reconnaissance (C4isr) Facilitiessina20795Noch keine Bewertungen
- UntitledDokument88 SeitenUntitledapi-61200414100% (1)
- P&IDs and Process Control NarrativesDokument7 SeitenP&IDs and Process Control Narrativesaugur8866124Noch keine Bewertungen
- Ast Dryer Main enDokument8 SeitenAst Dryer Main enkosmc123Noch keine Bewertungen
- Lunar Landing Training Vehicle Service and Maintenance ManualDokument541 SeitenLunar Landing Training Vehicle Service and Maintenance ManualBob Andrepont100% (1)
- Single Pot: DisadvantagesDokument7 SeitenSingle Pot: DisadvantagesIsrar QureshiNoch keine Bewertungen
- Heavy Duty Truck Cooling System Design Using Co-SimulationDokument8 SeitenHeavy Duty Truck Cooling System Design Using Co-Simulationwen liuNoch keine Bewertungen
- Optimizing Raw Mills PerformanceDokument14 SeitenOptimizing Raw Mills PerformanceLe HoangNoch keine Bewertungen
- Tehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonDokument36 SeitenTehcnical Paper: Calculating Freezing Times in Blast and Plate Freezers by Dr. Andy PearsonBerry_1986_Berry100% (1)
- Presentation Dust Suppression System Maitek EngDokument5 SeitenPresentation Dust Suppression System Maitek EngGonzalo Muñoz MoreiraNoch keine Bewertungen
- DP GuideDokument136 SeitenDP Guidedaciagri100% (3)
- Falling Film Evap For DairyDokument8 SeitenFalling Film Evap For DairysamirdudhandeNoch keine Bewertungen
- Optimizing Raw Mills PerformanceDokument9 SeitenOptimizing Raw Mills PerformanceIrshad HussainNoch keine Bewertungen
- Dryer Handbook PDFDokument60 SeitenDryer Handbook PDFselviraNoch keine Bewertungen
- Lube Oil Blending OverviewDokument4 SeitenLube Oil Blending Overviewmanipalani100% (3)
- Loading Arms - Emco WheatonDokument31 SeitenLoading Arms - Emco WheatonDayo Idowu0% (1)
- Side Stream Filtration in Cooling SystemsDokument5 SeitenSide Stream Filtration in Cooling SystemsAnonymous ffje1rpa100% (1)
- Rose CompanyDokument8 SeitenRose Companyravina10008100% (1)
- Pulp and Paper Industry: Energy ConservationVon EverandPulp and Paper Industry: Energy ConservationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Dryer Handbook - Second EditionDokument60 SeitenDryer Handbook - Second EditionyoquieroopinarNoch keine Bewertungen
- Brown Stock WashingDokument5 SeitenBrown Stock WashingDaniel LieNoch keine Bewertungen
- Cemfil Sprayguide WW 12 2008 Rev1Dokument32 SeitenCemfil Sprayguide WW 12 2008 Rev1freidorNoch keine Bewertungen
- My Part in ProcessDokument8 SeitenMy Part in ProcessSyafiyatulMunawarahNoch keine Bewertungen
- Updated Drying ProcessDokument11 SeitenUpdated Drying ProcessAnis Raihana Abdul AzizNoch keine Bewertungen
- Why Hydro NixDokument2 SeitenWhy Hydro NixfordesignNoch keine Bewertungen
- Application Guide - Spray DryingDokument4 SeitenApplication Guide - Spray DryingHassan FarazNoch keine Bewertungen
- Spray Dryer OptimizationDokument8 SeitenSpray Dryer OptimizationAbdelhamidOughanemNoch keine Bewertungen
- Unit 5Dokument4 SeitenUnit 5Aynesh ShahNoch keine Bewertungen
- Digital Microwave Sensors For The Feed Industry GFMTDokument3 SeitenDigital Microwave Sensors For The Feed Industry GFMTphruiz1890Noch keine Bewertungen
- OptimizingRawMillsPerformance theMaterialsWAY 1670142333901Dokument17 SeitenOptimizingRawMillsPerformance theMaterialsWAY 1670142333901YhaneNoch keine Bewertungen
- Stop Flooding Your Dryer Section 1Dokument4 SeitenStop Flooding Your Dryer Section 1Krishna ReddyNoch keine Bewertungen
- 10 Best PracticesDokument6 Seiten10 Best PracticesRonak JoshiNoch keine Bewertungen
- Unit I-Principles of Improved Tablet Production System DesignDokument35 SeitenUnit I-Principles of Improved Tablet Production System DesignMadhu Kiran DhondalayNoch keine Bewertungen
- Humidification ManualDokument31 SeitenHumidification ManualAshutosh SinghNoch keine Bewertungen
- Factory Dehydrating, Charging, and TestingDokument7 SeitenFactory Dehydrating, Charging, and TestingLuis Carlos PardoNoch keine Bewertungen
- Caustic Recovery With Hot WaterDokument1 SeiteCaustic Recovery With Hot WaterNadeem NaseemNoch keine Bewertungen
- Experimental Characterization and Modeling of Flash Bagasse DryerDokument25 SeitenExperimental Characterization and Modeling of Flash Bagasse DryerMathusuthanan MariilayarajaNoch keine Bewertungen
- Equipment and System Dehydrating, Charging, and Testing: Related Commercial ResourcesDokument7 SeitenEquipment and System Dehydrating, Charging, and Testing: Related Commercial ResourcesBurning TrainNoch keine Bewertungen
- CPP Drying ProcessDokument3 SeitenCPP Drying Processdee99Noch keine Bewertungen
- Gast Compressed Air Systems enDokument11 SeitenGast Compressed Air Systems enKrzysiek PodsiadłoNoch keine Bewertungen
- 1587614803fluidized Bed Drier-1Dokument3 Seiten1587614803fluidized Bed Drier-1Elias AyanaNoch keine Bewertungen
- Tech Memo 14Dokument8 SeitenTech Memo 14LTE002Noch keine Bewertungen
- New Approach To Sugar Drying and CoolingDokument8 SeitenNew Approach To Sugar Drying and CoolingAbdelillah AdamiNoch keine Bewertungen
- Optimization Ice CreamDokument30 SeitenOptimization Ice CreampgcedzovNoch keine Bewertungen
- Single PotDokument7 SeitenSingle Potsky.blueNoch keine Bewertungen
- 142 EaDokument3 Seiten142 EaKenny RuizNoch keine Bewertungen
- Assignment - 3 - BSETC-021R18-3 - Shahram Ul JabbarDokument6 SeitenAssignment - 3 - BSETC-021R18-3 - Shahram Ul JabbarEngr MahwishNoch keine Bewertungen
- Adaptive On-Line Moisture Control of A Flash Drying ProcessDokument9 SeitenAdaptive On-Line Moisture Control of A Flash Drying ProcessFrancois HamiauxNoch keine Bewertungen
- Design of An Efficient Intake Pit Dedusting System The State-Of-The-Art in TechnologyDokument6 SeitenDesign of An Efficient Intake Pit Dedusting System The State-Of-The-Art in TechnologyMilling and Grain magazineNoch keine Bewertungen
- Sourcebook Chapter6 PDFDokument7 SeitenSourcebook Chapter6 PDFtapanshahNoch keine Bewertungen
- Dehumidifier Calculation For Home, Swimming Pool & Industries. - CtrlTechDokument3 SeitenDehumidifier Calculation For Home, Swimming Pool & Industries. - CtrlTechMIk AzizNoch keine Bewertungen
- 7 Steps To Selecting A Quality DesiccantDokument2 Seiten7 Steps To Selecting A Quality DesiccantMohammed AlShammasiNoch keine Bewertungen
- (SOP) For Composting Operation For Molasses Based DistilleriesDokument10 Seiten(SOP) For Composting Operation For Molasses Based Distilleriesmohsin husen BargirNoch keine Bewertungen
- IwsmDokument3 SeitenIwsmJAN JERICHO MENTOYNoch keine Bewertungen
- Case Study Multivariable Vortex Technology Improves Custody Transfer of Saturated Steam Rosemount en 74282Dokument2 SeitenCase Study Multivariable Vortex Technology Improves Custody Transfer of Saturated Steam Rosemount en 74282HazopsilNoch keine Bewertungen
- Metode de CompostareDokument6 SeitenMetode de CompostareRobertIonicaNoch keine Bewertungen
- © 2016 Kadant Inc. or Its Affiliates. All Rights ReservedDokument45 Seiten© 2016 Kadant Inc. or Its Affiliates. All Rights ReservedN. AndradeNoch keine Bewertungen
- Energyebook16 160812144329 PDFDokument45 SeitenEnergyebook16 160812144329 PDFArun twitNoch keine Bewertungen
- Cryogenic Grinding: An Independent Voice: CryogenicsDokument3 SeitenCryogenic Grinding: An Independent Voice: CryogenicsJainy ShahNoch keine Bewertungen
- Data Management English 19-04-10-BenningerDokument3 SeitenData Management English 19-04-10-BenningermicoswNoch keine Bewertungen
- Direct Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryDokument4 SeitenDirect Cold Plasma: The Innovative Answer To Odour Control in The Food and Feed IndustryInternational Aquafeed magazineNoch keine Bewertungen
- Exp 2 - Tray Dryer PDFDokument8 SeitenExp 2 - Tray Dryer PDFRashdan CskNoch keine Bewertungen
- Co-Current vs. Counter Current DryingDokument7 SeitenCo-Current vs. Counter Current Dryinghridita purbaNoch keine Bewertungen
- Kompair KS Cabinet DryersDokument4 SeitenKompair KS Cabinet DryersPero BukejlovicNoch keine Bewertungen
- Teks Bahasa inggris-WPS OfficeDokument3 SeitenTeks Bahasa inggris-WPS OfficeSoffi FazilNoch keine Bewertungen
- Application of Measuring Gas Flow in The DowncomerDokument4 SeitenApplication of Measuring Gas Flow in The DowncomerAhmad NilNoch keine Bewertungen
- Dealcorp MexicoDokument6 SeitenDealcorp MexicoJesus DugarteNoch keine Bewertungen
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryVon EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNoch keine Bewertungen
- Student Stalking of Faculty: Impact and Prevalence: Robin K. MorganDokument19 SeitenStudent Stalking of Faculty: Impact and Prevalence: Robin K. Morganapi-61200414Noch keine Bewertungen
- UntitledDokument145 SeitenUntitledapi-61200414Noch keine Bewertungen
- Select A Case: There Were 24 Matching Persons. There Were 24 Matching CasesDokument3 SeitenSelect A Case: There Were 24 Matching Persons. There Were 24 Matching Casesapi-61200414Noch keine Bewertungen
- Filed 10/23/00 Part. Pub. & Mod. Order 11/22/00 (See End of Opn.)Dokument9 SeitenFiled 10/23/00 Part. Pub. & Mod. Order 11/22/00 (See End of Opn.)api-61200414Noch keine Bewertungen
- Labor Relations in The Broadcasting: IndustryDokument40 SeitenLabor Relations in The Broadcasting: Industryapi-61200414Noch keine Bewertungen
- UntitledDokument28 SeitenUntitledapi-61200414Noch keine Bewertungen
- Executive Summary: The Discovery High School at Newton-ConoverDokument8 SeitenExecutive Summary: The Discovery High School at Newton-Conoverapi-61200414Noch keine Bewertungen
- Competition's Effects On Programming Diversity of Different Program TypesDokument16 SeitenCompetition's Effects On Programming Diversity of Different Program Typesapi-61200414Noch keine Bewertungen
- Teacher Education, 13, 541-553.: Catherine D. EnnisDokument14 SeitenTeacher Education, 13, 541-553.: Catherine D. Ennisapi-61200414Noch keine Bewertungen
- Order Granting The Motion of Defendants Gray and GSBD & Associates, LLC, To Dismiss The ComplaintDokument7 SeitenOrder Granting The Motion of Defendants Gray and GSBD & Associates, LLC, To Dismiss The Complaintapi-61200414Noch keine Bewertungen
- Research On Newsroom Security Challenges: ACM Reference FormatDokument13 SeitenResearch On Newsroom Security Challenges: ACM Reference Formatapi-61200414Noch keine Bewertungen
- A Model of Fan Identification: Antecedents and Sponsorship OutcomesDokument20 SeitenA Model of Fan Identification: Antecedents and Sponsorship Outcomesapi-61200414Noch keine Bewertungen
- 3.1 FatigueDokument25 Seiten3.1 Fatigueapi-61200414Noch keine Bewertungen
- IV. On-Premise Laundry Facilities: 1.0 BackgroundDokument30 SeitenIV. On-Premise Laundry Facilities: 1.0 Backgroundapi-61200414Noch keine Bewertungen
- Underground Diseases Identification of Airport Runway Using GPRDokument5 SeitenUnderground Diseases Identification of Airport Runway Using GPRapi-61200414Noch keine Bewertungen
- Wireless Energy Management in Hotels: Save Energy & Enhance The Guest ExperienceDokument14 SeitenWireless Energy Management in Hotels: Save Energy & Enhance The Guest Experienceapi-61200414Noch keine Bewertungen
- Federal Register / Vol. 78, No. 140 / Monday, July 22, 2013 / Proposed RulesDokument4 SeitenFederal Register / Vol. 78, No. 140 / Monday, July 22, 2013 / Proposed Rulesapi-61200414Noch keine Bewertungen
- UntitledDokument308 SeitenUntitledapi-61200414Noch keine Bewertungen
- Design and Production Practice of The New Designed Multi-Tube Film Sulfonation Reactor Huiben ZhangDokument3 SeitenDesign and Production Practice of The New Designed Multi-Tube Film Sulfonation Reactor Huiben Zhangmasthan6y100% (1)
- FP08-620 Eng Manual FellerDokument33 SeitenFP08-620 Eng Manual FellerIvan IvanovNoch keine Bewertungen
- Model Answer Winter 2014Dokument21 SeitenModel Answer Winter 2014Prashant KasarNoch keine Bewertungen
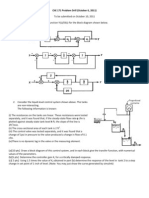
- Problem DrillDokument3 SeitenProblem DrillEina Scarlet0% (2)
- MEC522Dokument7 SeitenMEC522Faiz IzzuddinNoch keine Bewertungen
- Digital Control System Paper PDFDokument2 SeitenDigital Control System Paper PDFdeepaksaini14Noch keine Bewertungen
- Basic Control Engineering: Program Outcomes Course Code Course Descriptive Title Pre-RequisiteDokument8 SeitenBasic Control Engineering: Program Outcomes Course Code Course Descriptive Title Pre-RequisiteAdrian CatariningNoch keine Bewertungen
- Gas Turbine Governor Modeling PDFDokument7 SeitenGas Turbine Governor Modeling PDFalexis walterNoch keine Bewertungen
- MPX10GSDokument9 SeitenMPX10GSJoseph BurgosNoch keine Bewertungen
- 220v DC Motor Speed Control Using Ic RegulatorDokument14 Seiten220v DC Motor Speed Control Using Ic RegulatorZagorchillo0% (1)
- Idle Valve Options: 2 Wired Valves (Ms1, 2 and 3 Fidle Wire - Ms3X Setup Use Ms3X Idle Wire)Dokument14 SeitenIdle Valve Options: 2 Wired Valves (Ms1, 2 and 3 Fidle Wire - Ms3X Setup Use Ms3X Idle Wire)m_tOmNoch keine Bewertungen
- Satellite ControlDokument9 SeitenSatellite ControlSingAnnNoch keine Bewertungen
- Some PLC Based Project IdeasDokument5 SeitenSome PLC Based Project IdeasMehtab Ahmed0% (1)
- Mechatronics Unit 1Dokument21 SeitenMechatronics Unit 1rajkiran_raj100% (1)
- PLC and Industrial Networking PDFDokument12 SeitenPLC and Industrial Networking PDFSuzaini SupingatNoch keine Bewertungen
- Management of Change of Chemical Process Control SystemsDokument7 SeitenManagement of Change of Chemical Process Control SystemsVinh Do ThanhNoch keine Bewertungen
- 5.TROUBLESHOOTING (Overttde Operation) : Erter Shutdown Code CodeDokument11 Seiten5.TROUBLESHOOTING (Overttde Operation) : Erter Shutdown Code CodeQuy HoangNoch keine Bewertungen
- Chap 41 PDFDokument22 SeitenChap 41 PDFnelson escuderoNoch keine Bewertungen
- By Air-Conditioning & Refrigeration Institute (Ari) 4100 North Fairfax Drive, Suite 200 Arlington, Va 22203Dokument141 SeitenBy Air-Conditioning & Refrigeration Institute (Ari) 4100 North Fairfax Drive, Suite 200 Arlington, Va 22203Naji ShomakhiNoch keine Bewertungen
- PLC MCQ Unit1Dokument6 SeitenPLC MCQ Unit1pradnya sadigaleNoch keine Bewertungen
- c2 Lab Report Ee2413a A1Dokument14 Seitenc2 Lab Report Ee2413a A1Fatin NazriNoch keine Bewertungen
- Extending Kettle LifeDokument7 SeitenExtending Kettle LifeSky Ong CwNoch keine Bewertungen