Das könnte Ihnen auch gefallen
- Mbeya University of Science and TechnologyDokument37 SeitenMbeya University of Science and TechnologySadikiel100% (1)
- 1 Design of Machine Tool DrivesDokument23 Seiten1 Design of Machine Tool DrivesFurkan Ahmad100% (1)
- MMAM (21ME54), Assignment-2., 2023-24Dokument1 SeiteMMAM (21ME54), Assignment-2., 2023-24pranamnathanielrajNoch keine Bewertungen
- Unit - V: Manufacturing TechnologyDokument54 SeitenUnit - V: Manufacturing TechnologyIjanSahrudinNoch keine Bewertungen
- Gears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherDokument12 SeitenGears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherAniruddh SinghNoch keine Bewertungen
- Manufacturing of Spur Gear: Aim of The ExperimentDokument5 SeitenManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNoch keine Bewertungen
- Classification of Machine ToolsDokument7 SeitenClassification of Machine ToolsglisoNoch keine Bewertungen
- AT6501 (R-13) Notes PDFDokument131 SeitenAT6501 (R-13) Notes PDFAashiq NawinNoch keine Bewertungen
- Gujarat Technological University: W.E.F. AY 2018-19Dokument3 SeitenGujarat Technological University: W.E.F. AY 2018-19Bhavesh Patel100% (1)
- Elementary Transmission For Transforming Rotary Into Translatory MotionDokument14 SeitenElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavNoch keine Bewertungen
- Spindle Speed MechanismsDokument4 SeitenSpindle Speed MechanismsGomathi SankarNoch keine Bewertungen
- Generalized Kinematics of Five-Axis Serial Machines WithDokument47 SeitenGeneralized Kinematics of Five-Axis Serial Machines WithJoss Joss100% (1)
- Gearless Transmission Using Elbow MechanismDokument32 SeitenGearless Transmission Using Elbow Mechanismsanoop joseNoch keine Bewertungen
- Drive Units in CNCDokument17 SeitenDrive Units in CNCM.Saravana Kumar..M.ENoch keine Bewertungen
- Draw The Cam Profile For Following ConditionsDokument3 SeitenDraw The Cam Profile For Following ConditionsmaloyNoch keine Bewertungen
- Machining Time and Power EstimationDokument50 SeitenMachining Time and Power EstimationGnanakumar GanesanNoch keine Bewertungen
- Planer Quick Return MechanismDokument21 SeitenPlaner Quick Return MechanismchristadcrNoch keine Bewertungen
- Study of Power Transmission DevicesDokument11 SeitenStudy of Power Transmission Devices01parthNoch keine Bewertungen
- BearingsDokument26 SeitenBearingsAHMED ALZAHRANINoch keine Bewertungen
- ME308 Second Project PDFDokument13 SeitenME308 Second Project PDFOzan OzgenNoch keine Bewertungen
- Adaptive Design of Machine Tool GearboxesDokument9 SeitenAdaptive Design of Machine Tool Gearboxesأحمد دعبسNoch keine Bewertungen
- Hydrostatic Linear Motor Guide TacrockfordDokument1 SeiteHydrostatic Linear Motor Guide Tacrockfordanantj18Noch keine Bewertungen
- Gears: Looking For GATE Preparation Material? Join & Get Here Now!Dokument8 SeitenGears: Looking For GATE Preparation Material? Join & Get Here Now!Akash SoniNoch keine Bewertungen
- Machine Elements, Power Transmission Devices-pages-BY MBOKEHDokument93 SeitenMachine Elements, Power Transmission Devices-pages-BY MBOKEHAvopaul ZeNoch keine Bewertungen
- LinMot Catalogo Geral PDFDokument408 SeitenLinMot Catalogo Geral PDFnemzinhoNoch keine Bewertungen
- ClutchesDokument17 SeitenClutchesRanjit RajendranNoch keine Bewertungen
- Milling Machines PDFDokument8 SeitenMilling Machines PDFVikrant SharmaNoch keine Bewertungen
- Design Procedure of Gear Box For Automobile and Machine ToolsDokument10 SeitenDesign Procedure of Gear Box For Automobile and Machine ToolsNAGU20090% (1)
- Gearless Transmission Research PaperDokument10 SeitenGearless Transmission Research PaperresonancebansalNoch keine Bewertungen
- ShaperDokument20 SeitenShaperMilan SainiNoch keine Bewertungen
- Principle of Epicyclic GearingDokument11 SeitenPrinciple of Epicyclic GearingAnuj AwasthiNoch keine Bewertungen
- Design of Clutch Plate For Light Motor Vehicle NewDokument14 SeitenDesign of Clutch Plate For Light Motor Vehicle NewKedar BardeNoch keine Bewertungen
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDokument59 SeitenLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- Kinematics of Machines PDFDokument133 SeitenKinematics of Machines PDFarjunNoch keine Bewertungen
- Stepper Motor CatalogueDokument28 SeitenStepper Motor CatalogueSuvek KumarNoch keine Bewertungen
- SlidewaysDokument23 SeitenSlidewaysjackimNoch keine Bewertungen
- Differential Gear Box DesignDokument61 SeitenDifferential Gear Box Designramkumar121Noch keine Bewertungen
- Automatic Drilling Machine Using PLC IJISETDokument6 SeitenAutomatic Drilling Machine Using PLC IJISETTimothy FieldsNoch keine Bewertungen
- Gearless TransmissionDokument16 SeitenGearless TransmissionAnAnd ThaWait100% (1)
- CNC Lathe Machines PDFDokument7 SeitenCNC Lathe Machines PDFMetwally Naser100% (1)
- Shaper Slotter PlannerDokument21 SeitenShaper Slotter PlannerPraveen Mathi100% (1)
- Dual Acting ShaperDokument30 SeitenDual Acting ShaperAbhijeet NaikNoch keine Bewertungen
- Stepping Motors Brushless Pag 21Dokument49 SeitenStepping Motors Brushless Pag 21Luis R. Cabrales JimenezNoch keine Bewertungen
- Pneumatic Rod Bending Machine Project ReportDokument3 SeitenPneumatic Rod Bending Machine Project ReportJeyakumar NNoch keine Bewertungen
- Report On Gearless MechanismDokument34 SeitenReport On Gearless MechanismGeetanshu BhagatNoch keine Bewertungen
- Kinematics of Shaper MachineDokument30 SeitenKinematics of Shaper Machinemanas mohanty100% (1)
- Linear Motor BasicDokument7 SeitenLinear Motor BasicSairam SirasapalliNoch keine Bewertungen
- Computer Programming 1 - Jenny's OnlineDokument4 SeitenComputer Programming 1 - Jenny's OnlineHiro GamerNoch keine Bewertungen
- Mechanisms Final ReportDokument44 SeitenMechanisms Final ReportOmar SaleemNoch keine Bewertungen
- Hydrostatic PM Controller Contributes To Accuracy of Machining Operations and Machine Service LifeDokument5 SeitenHydrostatic PM Controller Contributes To Accuracy of Machining Operations and Machine Service LifeRadhakrishnan ChinnavadanNoch keine Bewertungen
- Chain Less BicycleDokument46 SeitenChain Less BicycleShubham PatilNoch keine Bewertungen
- BELT Lecture 01Dokument56 SeitenBELT Lecture 01mahaveer dasNoch keine Bewertungen
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDokument7 SeitenLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNoch keine Bewertungen
- Power Skiving PDFDokument11 SeitenPower Skiving PDFmadhavikNoch keine Bewertungen
- U 4 Surface Finishing Process PDFDokument37 SeitenU 4 Surface Finishing Process PDFSubhadip MaliNoch keine Bewertungen
- Drilling Machine and TypesDokument15 SeitenDrilling Machine and TypesFaisNoch keine Bewertungen
- Haacon 4202+4585 Gebruiksaanwijzing enDokument6 SeitenHaacon 4202+4585 Gebruiksaanwijzing enBasvanLeeuwen100% (2)
- Final ReportDokument45 SeitenFinal ReportKuppu Raj100% (1)
- Mak4462 Machine Tools: Yildiz Technical University Faculty of Mechanical Engineering Department of Mechanical EngineeringDokument12 SeitenMak4462 Machine Tools: Yildiz Technical University Faculty of Mechanical Engineering Department of Mechanical EngineeringALPERENNoch keine Bewertungen
- r050210803 Chemical Process CalculationsDokument8 Seitenr050210803 Chemical Process CalculationsSrinivasa Rao GNoch keine Bewertungen
- Quality Procedures and Forms 2016Dokument30 SeitenQuality Procedures and Forms 2016Mohammed Musa100% (9)
- Hemu Kharel Kafle Paper On Drought in Mid and Far Western Nepal NASTDokument12 SeitenHemu Kharel Kafle Paper On Drought in Mid and Far Western Nepal NASTArbind ShresthaNoch keine Bewertungen
- G120 Cu240beDokument942 SeitenG120 Cu240beRaphael Paulino BertiNoch keine Bewertungen
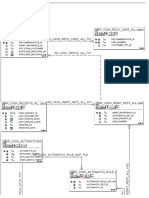
- r121 Auto Cash App ErdDokument2 Seitenr121 Auto Cash App ErdLam TranNoch keine Bewertungen
- SIX SIGMA at GEDokument11 SeitenSIX SIGMA at GE1987dezyNoch keine Bewertungen
- Assessing Reading WordDokument3 SeitenAssessing Reading WordthresiliaNoch keine Bewertungen
- Mahin Rahaman RESUMEDokument1 SeiteMahin Rahaman RESUMEMahin RahamanNoch keine Bewertungen
- Home Lab Manual Unit 1Dokument26 SeitenHome Lab Manual Unit 1Zachary Tanton100% (1)
- Data ModelingDokument98 SeitenData ModelingparthascNoch keine Bewertungen
- Up LB Research Manual 2008Dokument168 SeitenUp LB Research Manual 2008Eunice ChavezNoch keine Bewertungen
- Exchanger Tube Data Analysis PDFDokument9 SeitenExchanger Tube Data Analysis PDFArjed Ali ShaikhNoch keine Bewertungen
- Sun Safety PresentationDokument14 SeitenSun Safety Presentationrichard_mikealNoch keine Bewertungen
- Chapter Three SpeechDokument12 SeitenChapter Three SpeechAlex GetachewNoch keine Bewertungen
- Semi-Detailed Lesson Plan in TLE VIDokument3 SeitenSemi-Detailed Lesson Plan in TLE VIPepper Santiago100% (5)
- Bridge Embankment FailuresDokument13 SeitenBridge Embankment Failuresirmreza68Noch keine Bewertungen
- Toeic 1Dokument28 SeitenToeic 1Jordan Antoneo ToelleNoch keine Bewertungen
- PLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarDokument5 SeitenPLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarNay Ba LaNoch keine Bewertungen
- Toefl PBTDokument3 SeitenToefl PBTLuis Fernando Morales100% (1)
- Communication Skills For Doctors PDFDokument2 SeitenCommunication Skills For Doctors PDFJenny50% (2)
- Antibiotic Resistance Gene Testing of Recycled Water Samples in Flagstaff, AZDokument7 SeitenAntibiotic Resistance Gene Testing of Recycled Water Samples in Flagstaff, AZkrtica8061Noch keine Bewertungen
- Anam CVDokument2 SeitenAnam CVAnam AslamNoch keine Bewertungen
- Science Companion Earth's Changing Surface Virtual Field TripDokument90 SeitenScience Companion Earth's Changing Surface Virtual Field TripScience Companion100% (2)
- An Effective Cover LetterDokument4 SeitenAn Effective Cover LetterbernmamNoch keine Bewertungen
- Guide To GENEX Assistant Drive Test (20101031)Dokument28 SeitenGuide To GENEX Assistant Drive Test (20101031)Aruna FermadiNoch keine Bewertungen
- z80 LH0080 Tech ManualDokument25 Seitenz80 LH0080 Tech ManualAnonymous 8rb48tZSNoch keine Bewertungen
- Computer Graphics Lab Introduction To Opengl and Glut PrerequisitesDokument6 SeitenComputer Graphics Lab Introduction To Opengl and Glut PrerequisitesNourhan M. NahnoushNoch keine Bewertungen
- The Future As Sci FI A New Cold War - Slavoj ZizekDokument5 SeitenThe Future As Sci FI A New Cold War - Slavoj ZizekpancakepunisherNoch keine Bewertungen
- Revolutionize Your Business With The Industrial Internet of Things (IIoT)Dokument16 SeitenRevolutionize Your Business With The Industrial Internet of Things (IIoT)Sarah Walker100% (1)
- FKBI VI - ACED - 03 - Oktaviani Rita P Teti Rahmawati - Universitas KuninganDokument8 SeitenFKBI VI - ACED - 03 - Oktaviani Rita P Teti Rahmawati - Universitas KuninganAndriiNoch keine Bewertungen