Beruflich Dokumente
Kultur Dokumente
Manual Proc Fabr II
Hochgeladen von
Adam IsmailOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Manual Proc Fabr II
Hochgeladen von
Adam IsmailCopyright:
Verfügbare Formate
UNIVERSIDADE EDUARDO MONDLANE
FACULDADE DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA MECNICA
Prof. Doutor Alexandre Kourbatov
ESCOLHA DA MQUINA, FERRAMENTA, E DO REGIME DE CORTE
(Metodologia e dados tabelados)
Maputo - 2005
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
NDICE
INTRODUO .3 1 METODOLOGIA DA ESCOLHA DA FERRAMENTA, SEUS PARMETROS, DA MQUINA E DO REGIME DE CORTE 1.1. Torneamento4 1.2. Furamento6 1.3. Fresagem..8 2. PARMETROS PRINCIPAIS DAS MQUINAS-FERRAMENTAS DO DEMA DA UEM10 3. MATERIAIS PARA FERRAMENTAS12 4. DIMENSES PRINCIPAIS DAS FERRAMENTAS 4.1. Ferros cortantes13 4.2. Ferramentas para trabalhar furos .15 4.3. Fresas21 5. PARMETROS GEOMTRICOS DA PARTE CORTANTE DAS FERRAMENTAS 5.1. Ferros cortantes23 5.2. Ferramentas para trabalhar furos .25 5.3. Fresas27 6. REGIME DE CORTE 6.1 Coeficientes comuns de correco do regime de corte....29 6.2. Torneamento32 6.3. Tratamento dos furos40 6.4. Fresagem..43 6.5. Sangramento48 6.6. Abertura de rosca.49 6.7. Brocheamento..52 6.8. Rectificao 53 7. QUALIDADE DE TRATAMENTO 7.1. Preciso, rugosidade e profundidade da camada defeituosa a atingir economicamente56 7.2. Tabela de tolerncias58 7.3. Tabela de desvios fundamentais...58
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
INTRODUO
O objectivo desta colectnea de tabelas cobrir a lacuna de dados tabelados que permitem escolher as ferramentas cortantes, seus parmetros, mquinas-ferramentas e regime de corte que garantem maior eficcia, produtividade e qualidade pretendida. Alem disso a colectnea contem a metodologia da escolha da ferramenta, dos seus parmetros, da mquina-ferramenta, do regime de corte e formulas correspondentes. As ferramentas cortantes que se usam nas empresas, na maioria dos casos, so normalizadas. Existem normas de diferentes pases fabricantes das ferramentas cortantes. Os parmetros principais das ferramentas cortantes so: tipo da ferramenta, sua construo, material da parte cortante, dimenses principais da parte cortante e do cabo e geometria de afiao. Os parmetros do regime de corte so: profundidade de corte, avano, velocidade de corte, frequncia de rotao da rvore principal, tempo de corte bsico. A escolha destes parmetros tem grande importncia para garantir a eficcia de produo e a qualidade pretendida dos produtos. Este guia baseai-se na experincia do autor, nas normas GOST do eis Unio Sovitica e metodologias correspondentes, nomeadamente da Universidade Tcnica Estatal Bauman de Moscovo, Rssia, pois esta informao mais completa e acessvel. O guia contem a informao sobre os mtodos principais de usinagem: torneamento, furamento, fresagem e outros. A fonte principal das normas e tabelas Compndio do Tecnlogo de Construo de Mquinas sob redaco de A.G. Kosilova e R.K. Mesheriakov de diversas edies. A informao geral sobre a construo das ferramentas, mquinas-ferramentas, geometria da parte cortante das ferramentas para torneamento, furamento e fresagem acessvel em Manual de Torneiro, Manual do Serralheiro e Manual de Fresador, editadas em portugus e disponveis em Moambique, mas faltaram dados tabelados que permitiriam determinar os parmetros geomtricos das ferramentas cortantes e o regime de corte para diversos casos de tratamento. O guia destina-se principalmente aos estudantes de Engenharia Mecnica da Universidade Eduardo Mondlane que frequentam as disciplinas Processos de Fabricao II, Complementos da Tecnologia Mecnica Projecto de Curso, etc. O guia tambm pode ser til para os estudantes do Instituto Industrial e para os engenheiros das empresas que realizam a preparao tecnolgica de produo das peas metlicas.
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
1. METODOLOGIA DA ESCOLHA DE FERRAMENTA, SEUS PARMETROS, REGIME DE CORTE E FORMULAS CORRESPONDENTES
1. TORNEAMENTO
Uma srie dos parmetros da ferramenta, da mquina-ferramenta e do regime escolhe-se das tabelas outros se calculam atravs dos dados tabelados. Neste caso h de procurar a tabela e a linha nela que melhor correspondem s condies dadas (material a trabalhar, dimenses da pea e da superfcie a trabalhar, qualidade da superfcie trabalhada, etc.). No caso de no coincidncia das condies dadas s tabeladas h de utilizar os coeficientes de correco, fazer interpolao, extrapolao . A escolha dos parmetros principais do ferro cortante, da mquina-ferramenta e do regime de corte no torneamento realiza-se segundo a sequncia seguinte. 1. Escolhe-se o modelo do torno em funo dos gabaritos da pea a trabalhar, dos parmetros da superfcie trabalhada, da potncia, da srie das frequncias da rvore principal, do avano e da disponibilidade da mquina. A potncia Nm em kW, rendimento , srie das frequncias da rvore principal nm e do avano Svm, etc. de alguns tornos esto apresentados na Tabela 2.1 do Capitulo 2. Escolhe-se o tipo do ferro cortante em funo do tipo da superfcie trabalhada, apresenta-se o esquema de tratamento (veja por exemplo Capitulo 4.1.). Escolhe-se o material da parte cortante da ferramenta segundo ao material a trabalhar e s recomendaes apresentadas na tabela do Capitulo 3. Para trabalhar materiais ferrosos mais frequentemente se usam ferramentas de liga dura, com excepo dos ferros cortantes para sangramento (corte), para trabalhar superfcies perfiladas e para trabalhar materiais macios, ligas leves quando geralmente se usa o ao rpido. Escolhem-se as dimenses principais do ferro cortante (L, B, H, etc.) das tabelas de normas correspondentes (pode-se usar dados do Capitulo 4.1 e Tabelas 11, 12 e 18b de Capitulo 6.2) em funo das dimenses da superfcie trabalhada, dimenses do espao na porta ferramenta da mquina, do tipo de tratamento (desbastamento, semiacabamento, etc.). Escolhem-se os parmetros geomtricos da parte cortante dos ferros cortantes (, , , 1, , raio do bico rbic) pelas Tabelas 30, 31, 5, 32, 33, 34 do Capitulo 5.1 em funo das propriedades do material a trabalhar e da parte cortante da ferramenta, parmetros da superfcie trabalhada (tipo de superfcie, rugosidade, etc.). Calcula-se a espessura da camada a cortar Z (sobrespessura), em mm, pelas formulas: para as superfcies cilndricas: 7. Z = |Dinic - Dfin| / 2; para as faces: Z = |Cinic - Cfin|;
2. 3.
4.
5. 6.
Escolhe-se a profundidade de corte t, em mm. t Z/i. Para sangramento, ranhuramento e tratamento das superfcies perfiladas t igual a largura da superfcie trabalhada. 8. Escolhem-se os avanos Svt mximos admissveis, em mm/volta: a) em funo do mtodo de tratamento, do material a trabalhar e da ferramenta, da profundidade de corte, etc. de uma das Tabelas 11, 13, 15, 16 do Capitulo 6.2; b) para desbastamento e ferro cortante com pastilha de liga dura em funo da resistncia da pastilha, etc. da Tabela 1 do Capitulo 6.2; c) em funo da rugosidade pretendida da superfcie trabalhada, raio de bico, etc. da Tabela 14 do Capitulo 6.2 A escolha faz-se pelas tabelas e linhas do Capitulo 6.2 que melhor correspondem `as condies dadas, tomando em conta as notas no fim destas. Cada vez o avano tabelado recalcula-se pela formula: Svc = Svt * Ccs, onde Ccs o coeficiente de correco tomado das notas correspondentes das tabelas acima indicadas, Svc - o avano corrigido 9. Escolhe-se o avano mnimo dos mximos admissveis para satisfazer todas as exigncias Svc min. 10. Escolhe-se o valor de avano pela mquina Svm, em mm/volta, o mais prximo e menor ou igual ao valor Svcmin (escolhido no ponto anterior) que o torno escolhido pode realizar. A escolha realiza-se da serie dos avanos do torno segundo aos dados do torno escolhido (por exemplo do Capitulo 2.1). 11. Escolhem-se o coeficiente Cv e os expoentes de fraco xv, yv e m para calcular a velocidade de corte mxima admissvel. A escolha realiza-se segundo Tabela 17 do Capitulo 6.2 em funo do material a trabalhar e da ferramenta, do mtodo de tratamento e do valor do avano, tomando em conta as notas correspondentes no fim da tabela coeficiente Ccv. Os parmetros escolhem-se da linha que melhor correspondem `as condies dadas (material a trabalhar, tipo de tratamento, material da ferramenta, avano). 12. Escolhe-se o perodo de resistncia (durao) da ferramenta Te de 30 a 120 min (valores menores para desbastamento e ferramentas simples e maiores para acabamento e ferramentas mais complexas). O perodo escolhido de resistncia da ferramenta Te multiplica-se por coeficientes de correco KTf em funo de nmero das ferramentas que trabalham simultaneamente numa mquina e KTm nmero das mquinas que serve um operrio, que se escolham pelas Tabelas 7 e 8 do Capitulo 6.1. T = Te * KTf * KTm
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
13. Escolhem-se ou calculam-se os coeficientes de correco da velocidade de corte Kmv, Kesv, Kmfv, de Tabelas 2, 3, 4, 5, 6 do Capitulo 6.1 e coeficientes Kv, K1v, Krv, Kqv, Kmtv de Tabelas 18a, 18b e 18c do Capitulo 6.2 e recomendaes correspondentes: - no tratamento de aos (excepto de liga rica) Kmv = Cm * (750 / r)nv; no tratamento de ferro fundido cinzento Kmv = (190 / HB)nv; no tratamento de ferro fundido malevel Kmv = (150 / HB)nv Nos outros casos os coeficientes tomam-se de tabelas correspondentes directamente ou por interpolao / extrapolao. Cv * Ccv 14. Calcula-se a velocidade de corte Vc, em m/min, pela formula: V = * K , m/min
c
* t x v * S vm
yv
onde Kv = Kmv * Kesv * Kmfv * Kv * K1v * Krv * Kqv * Kmtv; No caso de acabamento fino e tratamento de aos temperados a velocidade de corte toma-se de Tabela 19 ou 20 respectivamente do Capitulo 6.2. 15. Calcula-se a frequncia de rotao da arvore principal nc, em r.p.m. (revolues por minuto): 1000 * Vc - para as superfcies externas pela formula: nc = * Dinic 1000 * Vc - para as superfcies internas pela formula: nc = * D fin 16. Escolhe-se a frequncia de rotao da arvore principal pela mquina nm, da srie das frequncias disponveis (por ex., do Capitulo 2) que esteja mais prxima e menor ou igual a frequncia nc calculada, ou nm 1,1 nc. 17. Calcula-se a velocidade de corte real Vr, em m/min: * D fin * nm para superfcies externas: Vr = * Dinic * nm ; para superfcies internas : Vr = 1000 1000 A seguir verifica-se a possibilidade e eficcia de uso da mquina, ferramenta e do regime de corte escolhidos. Para isso faz-se o seguinte. 18. Escolhem-se o coeficiente Cpz e os expoentes xp, yp e np para calcular a fora de corte Pz pela Tabela 22 do Capitulo 6.2. 19. Determinam-se os coeficientes de correco de fora de corte em funo das propriedades do material a trabalhar Kmp de Tabelas 9, 10, do nvel do desgaste da ferramenta Kdf da nota no Capitulo 6.1 e coeficientes Kp , Kp , Krp , Kp de Tabela 23 do Capitulo 6.2 directamente ou por interpolao / extrapolao. x y n 20. Calcula-se a fora de corte Pz, em N, pela formula: Pz = C pz * t pz * S vm pz *Vr pz * K p , N onde Kp o coeficiente de correco da fora de corte. Kp = Kmp * Kdf * Kp * Kp * Krp *. Kp 21. Calcula-se a potncia de corte Nc, em kW, pela formula: Nc = Pz * Vr / 60000. 22. Verifica-se se a potncia de corte Nc for menor que o produto da potncia do motor elctrico do torno escolhido Nm pelo rendimento do seu accionamento (de 0.65 a 0.85) Nc Nm * . No caso contrrio h de escolher mquina-ferramenta mais potente ou diminuir o regime de corte mas isso vai diminuir a produtividade de tratamento. 23. No caso de desbastamento e semiacabamento verifica-se a resistncia do sistema tecnolgico (geralmente das partes mais fracas, talvez, da pea a trabalhar, da ferramenta e as vezes do dispositivo para apertar pea a trabalhar) atravs das formulas da resistncia dos materiais. Se for necessrio corrigem-se os parmetros escolhidos. 24. No caso de acabamento e acabamento fino faz-se verificao da preciso de tratamento e da rugosidade atingidas (geralmente por ensaios). Se for necessrio corrigem-se os parmetros escolhidos. Cum = Nc / (Nm * ). 25. Calcula-se o coeficiente de uso da maquina Cum pela potncia: 26. Calcula-se o coeficiente de uso da ferramenta Cuf pela velocidade: Cuf = Vr / Vc. 27. Calcula-se o tempo de tratamento principal tp, em minutos: tp = L / (nm * Svm), onde L o comprimento que percorre a ferramenta. L = (C + le + ls ) onde C - o comprimento da superfcie trabalhada, em mm; le o comprimento da entrada da ferramenta (para trabalhar superfcies cilndricas le = 13 + t * ctg); ls o comprimento da sada da ferramenta (de 1 a 3 mm para superfcies abertas, 0 mm para fechadas e semifechadas). Para o facejamento, sangramento, abertura de ranhuras, tratamento da superfcie perfilada tem-se C = (Dinic - Dfin )/ 2. 28. Apresentam-se os resultados da escolha: o tipo do ferro cortante, sua norma, o material da parte cortante, dimenses principais da parte cortante e do cabo (comprimento, largura, altura, etc.), a geometria de afiao (forma e ngulos de afiao: , , , 1, e rbic), o coeficiente de uso da ferramenta Cuf ; o modelo e a potncia do torno Nm, o coeficiente de uso da mquina Cum ; regime de corte - a profundidade de corte t, o avano pela mquina Svm , a velocidade de corte real Vr, a frequncia de rotao pela mquina nm , a potncia de corte Nc, e o tempo principal de tratamento tp.
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
1.2. FURAMENTO
Uma srie dos parmetros da ferramenta, da mquina-ferramenta e do regime escolhe-se das tabelas outros se calculam atravs dos dados tabelados. Neste caso h de procurar uma tabela e a linha nela que melhor correspondem s condies dadas (material a trabalhar, dimenses da pea e da superfcie a trabalhar, qualidade da superfcie trabalhada, mquinas e ferramentas existentes, etc.). No caso de no coincidncia das condies dadas s tabeladas h de utilizar os coeficientes de correco, fazer interpolao ou extrapolao. A escolha dos parmetros principais da ferramenta, da mquina-ferramenta e do regime de corte no furamento realiza-se segundo a seguinte sequncia. 1. Escolhe-se o modelo da mquina-ferramenta que pode ser usada segundo aos gabaritos da pea a trabalhar, dimenses da superfcie trabalhada, disponibilidade da mquina, etc. A potncia Nm, em kW, e o rendimento do seu accionamento, series dos avanos Svm e das frequncias da rvore principal nm, etc. de algumas furadoras esto apresentados na Tabela 2.2 do Capitulo 2. Escolhe-se o tipo da ferramenta do Capitulo 4.2 segundo aos parmetros do furo a trabalhar (dimenses, qualidade, rugosidade), apresenta-se o esquema de tratamento. Escolhe-se o tipo e a marca do material da parte cortante da ferramenta do Capitulo 3 segundo s recomendaes da tabela (na maioria dos casos escolhe-se o ao rpido, excepto as brocas para trabalhar materiais difceis a trabalhar quando se usa a liga dura do tipo BK). Escolhe-se a norma (GOST, ISO ou outra) e os parmetros principais da ferramenta (Df, lf, z, tipo de cabo) segundo s dimenses do furo e tabelas de normas correspondentes (por exemplo do Capitulo 4.2). Escolhem-se os parmetros geomtricos da parte cortante das ferramentas, ou seja, os ngulos 2, , , e , em graus, pelas Tabelas 44, 46, 48, 53 do Capitulo 5.2 segundo a tipo da ferramenta, material a trabalhar, material da parte cortante da ferramenta, etc. Calcula-se a profundidade de corte t, em mm, pela formula: t = (Df - Dinic) / 2, Escolhe-se o avano Svt, em mm/volta, para trabalhar o furo com dimetro da ferramenta Df usando uma das Tabelas 25, 26 ou 27 do Capitulo 6.3 em funo do mtodo de tratamento, material a trabalhar e da ferramenta, etc. Escolhem-se os coeficientes de correco do avano: para brocas Kls, Ktps, Krss, Kmfs e para outros Kmts segundo s notas no fim das tabelas correspondentes do Capitulo 6.3 acima indicadas. Quando as notas no correspondem ao caso o coeficiente correspondente toma-se igual a 1. Determina-se o valor do avano calculado Svc, em mm/volta, pelas formulas: - para brocas Svc = Svt * Kls * Ktps * Krss * Kmfs - para outras ferramentas Svc = Svt * Kmts Escolhe-se o avano pela mquina Svm do catalogo da mquina-ferramenta do modelo acima escolhido, mais prximo e menor ou igual a Svc, do Capitulo 2.2, no caso de a mquina-ferramenta escolhida constar nela. Escolhem-se o coeficiente Cv e os expoentes de fraco qv, xv, yv e m para o calculo da velocidade de corte Vc, usando a Tabela 28 ou 29 do Capitulo 6.3 em funo do mtodo de tratamento, material a trabalhar e da ferramenta, do avano Svm, em mm/volta. Para brocagem xv =0. Escolhe-se a durao Te da ferramenta, em minutos, da Tabela 30 do Capitulo 6.3 em funo do tipo da ferramenta, material a trabalhar e da ferramenta, dimetro da ferramenta Df. O perodo escolhido de resistncia da ferramenta Te multiplica-se por coeficientes de correco KTf em funo de nmero das ferramentas que trabalham simultaneamente numa mquina e KTm nmero das mquina que serve um operrio, que se escolham pelas Tabelas 7 e 8 do Capitulo 6.1. T = Te * KTf * KTm Escolhem-se ou calculam-se os coeficientes de correco Kmv, Kesv, Kmfv em funo do material a trabalhar, seu estado, material da ferramenta segundo s Tabelas 2, 3, 4, 5, 6 do Capitulo 6.1, o coeficiente Klv em funo do comprimento Cf do furo a trabalhar segundo Tabela 31 do Capitulo 6.3 e para brocagem o coeficiente Kav em funo do tipo de afiao segundo a nota da Tabela 28 do Capitulo 6.3 (para outros mtodos de tratamento Kav=1). No caso de: - tratamento de aos (excepto ligas ricas) Kmv = Cm * (750 / r)nv; tratamento de ferro fundido cinzento Kmv = (190 / HB)nv; tratamento de ferro fundido malevel Kmv = (150 / HB)nv Nos outros casos os coeficientes tomam-se de tabelas correspondentes directamente ou por interpolao / extrapolao.
2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12.
13.
14. Calcula-se a velocidade de corte V, em m/min, pela formula: Vc = onde Kv o coeficiente de correco
C v * D qv f
yv T m * t xv * S vm
* Kv
Kv = Kmv * Kesv * Kmfv * Klv * Kav
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
15. Calcula-se a frequncia de rotao da arvore principal nc, em r.p.m., pela formula:
nc =
1000 *Vc * Df
16. Escolhe-se a frequncia de rotao da arvore principal nm pela mquina, em r.p.m., do catalogo da mquinaferramenta, do modelo j escolhido, mais prximo e menor ou igual a nc calculado, ou nm 1,1*nc. Pode-se consultar o Capitulo 2.2, se o modelo escolhido constar nela. 17. Calcula-se a velocidade de corte real Vr, em m/min, pela formula: Vr =
* D f * nm
1000
A seguir verifica-se a possibilidade e eficcia de uso da mquina, ferramenta e do regime de corte escolhidos. Para isso faz-se o seguinte. 18. Para brocagem, broqueamento e alargamento escolhem-se os coeficientes e expoentes de fraco Cm, qm, xm, ym, Cp, qp, xp, yp para calcular o momento de toro Mt e a fora axial Pa de corte, segundo a Tabela 32 do Capitulo 6.3. Para brocagem toma-se o coeficiente Kap segundo a nota no fim desta tabela, para outros casos Kap = 1. Para mandrilagem escolhem-se o coeficiente Cp e expoentes xp, yp e np para as foras Pz e Px de Tabela 22 do Capitulo 6.2 como para alisamento. 19. Determinam-se os coeficientes de correco do momento e da fora de corte em funo das propriedades do material a trabalhar Kmp segundo a Tabela 9 ou 10 e do nvel do desgaste da ferramenta Kdf da nota no Captulo 6.1. Para mandrilagem determinam-se tambm os coeficientes Kp, Kp, Kpe Krp da Tabela 23 do Capitulo 6.2 directamente ou por interpolao / extrapolao. 20. Calcula-se o momento de toro Mt, em N m: ym - para brocagem, broqueamento e alargamento pela formula: M t = Cm * D qm * t xm * S vm * K mp *Kap*Kdf f para mandrilagem atravs de coeficiente e expoentes para fora Pz pela formula: x y pz n C pz * t pz * S vm * Vr pz * D f * z Mt = *Kp 2000 onde Kp = Kmp*Kdf*Kp*Kp*Kp*Krp; 21. Calcula-se a fora axial de corte Pa, em N, pela formula: para brocagem, broqueamento e alargamento pela formula:
p Pa = C p * D f p * t p * S vm * K p
para mandrilagem atravs de coeficiente e expoentes para fora Px pela formula:
Pa = C px * t
x px
px * Svm *Vr px * z * K p
Para brocagem Kp=Kmp*Kap*Kdf, para outros mtodos Kp=Kmp*Kdf. 22. Calcula-se a potncia de corte Nc, em kW, pela formula:
Nc =
M t * nm 9550
23. Verifica-se se a potncia de corte Nc for menor que o produto da potncia do motor elctrico da furadora Nc Nm * . No caso contrrio escolhida Nm pelo rendimento do seu accionamento (de 0.65 a 0.85) h de escolher a mquina-ferramenta mais potente ou diminuir o regime de corte mas isso vai diminuir a produtividade de tratamento. 24. No caso de brocagem, broqueamento e alargamento verifica-se a resistncia do sistema tecnolgico (geralmente das partes mais fracas, talvez, da pea a trabalhar, da ferramenta e as vezes do dispositivo para apertar pea a trabalhar) atravs das formulas da resistncia dos materiais. Se for necessrio corrigem-se os parmetros escolhidos. 25. No caso de acabamento e acabamento fino faz-se verificao da preciso de tratamento e da rugosidade atingidas (geralmente por ensaios). Se for necessrio corrigem-se os parmetros escolhidos. 26. Calcula-se o coeficiente de uso da maquina Cum pela potncia: Cum = Nc / (Nm * ). 27. Calcula-se o coeficiente de uso da ferramenta Cuf pela velocidade: Cuf = Vr / Vc. 28. Calcula-se o tempo de tratamento principal tp, em minutos pela formula:
tp =
C f + t * ctg + l s S vm * nm
onde Cf o comprimento do furo em mm, ls o comprimento de sada da ferramenta (de 1 a 3 mm para furos passantes e 0 mm para furos cegos). 29. Apresentam-se os resultados da escolha: o tipo da ferramenta, sua norma, o material da parte cortante, as dimenses principais da parte cortante e do cabo (dimetro, comprimento, etc.), a geometria de afiao (forma e ngulos de afiao: 2, , , , ), o coeficiente de uso da ferramenta Cuf ; o modelo e a potncia da mquina-ferramenta Nm, o coeficientes de uso da mquina Cum ; o regime de corte - a profundidade de corte t, o avano pela mquina Svm, a velocidade de corte real Vr, a frequncia de rotao pela mquina nm , a potncia de corte Nc e o tempo principal de tratamento tp.
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
1.3. FRESAGEM
Uma srie dos parmetros da fresa, da mquina-ferramenta e do regime escolha-se das tabelas outro se calculam atravs dos dados tabelados. Neste caso h de procurar a tabela e a linha nela que melhor correspondem s condies dadas (material a trabalhar, dimenses da pea e da superfcie a trabalhar, qualidade da superfcie trabalhada, etc.). No caso de no coincidncia das condies dadas s tabeladas h de utilizar os coeficientes de correco. A escolha dos parmetros principais da fresa, da mquina-ferramenta e do regime de corte na fresagem realiza-se segundo a seguinte sequncia. Escolhe-se o modelo da fresadora que pode ser usada segundo aos gabaritos da pea a trabalhar, dimenses da superfcie trabalhada, disponibilidade da mquina, etc. A potncia Nm, em kW, e o rendimento , sries dos avanos Svm e das frequncias da rvore principal nm, etc. de algumas fresadoras esto apresentados na Tabela 2.3 do Capitulo 2.3 ou de catalogo correspondente. 2. Escolhe-se o tipo da fresa do Capitulo 4.3 segundo ao tipo da superfcie trabalhada, apresenta-se o esquema de tratamento. 3. Escolhe-se o tipo e a marca do material da parte cortante da fresa do Capitulo 3 (na maioria dos casos utiliza-se o ao rpido, excepto as fresas frontais para trabalhar materiais duros e difceis a trabalhar quando mais frequentemente utiliza-se a liga dura do tipo BK). 4. Escolhem-se os parmetros principais da fresa (Df, Bf, z, df, etc.), por exemplo, do Capitulo 4.3 segundo s dimenses da superfcie trabalhada. O dimetro mnimo das fresas com furo central calcula-se pela formula: Df min 2(ts + f) + da., onde ts a profundidade da superfcie; f a folga entre o anel do mandril para aperto da fresa e pea a trabalhar (toma-se de 5 a 10 mm); da o dimetro do anel do mandril (toma-se de mquina-ferramenta). Para fresas frontais Df = (1 2) Bs , onde Bs a largura da superfcie trabalhada. A largura das fresas Bf toma-se igual ou maior em 2 5 mm da largura da superfcie trabalhada Bs. Para o desbastamento tomam-se as fresas com dentes grossos (menor nmero de dentes z) e noutros casos com dentes finos. 5. Escolhe-se o tipo de afiao (na maioria dos casos dentes agudos, excepto fresas perfiladas quando se usam os dentes cerceados) e os ngulos principais dos dentes da fresa, em graus, (, , , para fresas frontais tambm , 1, r) das Tabelas 77 82 do Capitulo 5.3. 6. Determinam-se a profundidade de corte t e a largura da fresagem B, em mm. - para trabalhar superfcie plana com fresa frontal, cilndrica ou de cabo com topo: - t = H1 - H2; B = Bs, - para trabalhar superfcie plana vertical com fresa de disco: - t = Bs; B = H1 - H2, - para trabalhar entalhe ou banqueta com fresa de cabo: B = hs, - t = Bs - Bo; - para trabalhar entalhe ou banqueta com outras fresas: - t = hs; B = Bs - Bo. 7. Escolhe-se: a) o avano Sz, em mm/dente, em funo do tipo da fresa e seu material de uma das Tabelas 33, 34, 35, 36, 38 do Capitulo 6.4; b) o avano Sv, em mm/volta, em funo da rugosidade pretendida da superfcie trabalhada de Tabela 37 do Capitulo 6.4. Neste ltimo caso calcula-se: Sz = Sv / z e escolhe-se o avano Se o avano na fresadora est em mm/V, calcula-se o avano Svc = Sz * z prximo menor pela mquina Svm Svc. 8. Escolhem-se o coeficiente Cv e os expoentes de fraco qv, xv, yv, uv, pv e m para calcular a velocidade de corte Vc em funo de material a trabalhar, material da fresa, tipo da superfcie trabalhada, largura de fresagem B, profundidade de corte t e do avano Szc da Tabela 39 do Capitulo 6.4, tomando em conta as recomendaes indicadas no fim da tabela. 9. Escolhe-se a durao de fresa Te, em minutos, em funo do tipo e dimetro da fresa Df, segundo a Tabela 40 do Capitulo 6.4. A durao de fresa escolhida Te multiplica-se por coeficientes de correco KTf em funo de nmero das ferramentas que trabalham simultaneamente numa mquina e KTm nmero das mquina que serve um operrio, que se escolham pelas Tabelas 7 e 8 do Capitulo 6.1. T = Te * KTf * KTm 10. Escolhe-se ou calcula-se o coeficiente de correco Kmv de uma de Tabelas 2 4 do Capitulo 6.1 em funo das propriedades do material a trabalhar. No caso de: - tratamento de aos (excepto de liga rica) Kmv = Cm * (750 / r)nv; tratamento de ferro fundido cinzento Kmv = (190 / HB)nv; tratamento de ferro fundido malevel Kmv = (150 / HB)nv Nos outros casos o coeficiente toma-se de tabelas correspondentes directamente. 11. Escolhem-se os coeficientes de correco Kesv e Kmfv da Tabela 5 e 6 do Capitulo 6.1 respectivamente em funo do estado da superfcie a trabalhar e do material da fresa. 1.
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
12. Calcula-se a velocidade de corte Vc, em m/min, pela formula:
Vc =
Cv * D qv * Kv T m * t xv * S zyv * B uv * z pv
Onde Kv o coeficiente de correco Kv = Kmv * Kesv * Kmfv. 13. Calcula-se a frequncia de rotao nc, em r.p.m., da arvore principal nc = 1000 * Vc *D 14. Escolhe-se a frequncia de rotao da arvore principal pela mquina nm, do catalogo da maquina fresadora do modelo escolhido (por exemplo, do Capitulo2.3) mais prximo e menor ou igual a nc calculado ou nm 1,1*nc. * D * nm 15. Calcula-se a velocidade de corte real Vr, em m/min Vr = 1000 Smc = Szc * Z * nm. 16. Se o avano na fresadora est em mm/min, calcula-se o avano Smc, em mm/min 17. Escolhe-se o avano pela mquina Smm pelo catalogo da fresadora do modelo escolhido (por exemplo, da do Capitulo 2.3), de modo que Smm seja igual ou menor que Smc calculado no ponto anterior. A seguir verifica-se a possibilidade e eficcia de uso da mquina, ferramenta e do regime de corte escolhidos. Para isso faz-se o seguinte. 18. Escolhem-se o coeficiente Cp e os expoentes de fraco xp, yp, up, wp, qp para calcular o componente tangencial da fora de corte em funo de material a trabalhar, tipo e material da fresa, segundo a Tabela 41 do Capitulo 6.4, tomando em conta as notas no fim da tabela. 19. Escolhe-se ou calcula-se o coeficiente de correco em funo das propriedades do material a trabalhar Kmp da Tabela 9 ou 10 e do nvel do desgaste da fresa Kdf da nota no Capitulo 6.1. 20. Recalcula-se o avano real por dente pela formula:
S zr =
S mm z * nm
Pz = C p *t
xp
21. Calcula-se a fora de corte Pz, em N, pela formula:
* S zrp * B p * z
q w
D p * nm p
* K mp * K df
22. Calcula-se a potncia de corte Nc, em kW, pela formula: Nc = Pzc * Vr / 60000. 23. Verifica-se se a potncia de corte Nc for menor que o produto da potncia do motor elctrico da fresadora escolhida Nm pelo seu rendimento (de 0.65 a 0.85) Nc Nm * . No caso contrrio h de escolher mquina-ferramenta mais potente ou diminuir regime de corte mas isso vai diminuir o rendimento. 24. No caso de desbastamento e semiacabamento verifica-se a resistncia do sistema tecnolgico (geralmente das partes mais fracas, talvez, da pea a trabalhar, da ferramenta e as vezes do dispositivo para apertar pea a trabalhar) atravs das formulas da resistncia dos materiais. Se for necessrio corrigem-se os parmetros escolhidos. 25. No caso de acabamento e acabamento fino faz-se verificao da preciso de tratamento e da rugosidade atingidas (geralmente por ensaios). Se for necessrio corrigem-se os parmetros escolhidos. Cum = Nc / (Nm * ). 26. Calcula-se o coeficiente de uso da maquina Cum pela potncia: 27. Calcula-se o coeficiente de uso da ferramenta Cuf pela velocidade: Cuf = Vr / Vc. 28. Calcula-se o comprimento de entrada da fresa le, em mm, segundo ao esquema de clculo. Por exemplo: - para fresa FRONTAL ou DE CABO, quando se faz o tratamento simtrico com face
l e = 0,5 D f 0,25( D f Bs )
- no caso da entrada da fresa pela tangncia a superfcie trabalhada
le = t ( D f t )
tp = (Cs + le + ls ) / Smm 29. Calcula-se o tempo de tratamento principal tp, em minutos onde Cs o comprimento da superfcie trabalhada no sentido do avano, em mm; ls o comprimento de sada da ferramenta, em mm (toma-se de 1 a 3 mm para superfcies abertas e 0 mm para superfcies fechadas e semi-fechadas). 30. Apresentam-se os resultados da escolha: o tipo da ferramenta, sua norma, o material da parte cortante, as dimenses principais da parte cortante e do cabo (dimetro Df, largura Bf, numero dos dentes z, etc.), a geometria de afiao (forma e ngulos de afiao: , , , , 1,), o coeficiente de uso da ferramenta Cuf; o modelo e a potncia Nm da fresadora, o coeficiente de uso da mquina Cum; o regime de corte - a profundidade de corte t, o avano pela mquina Smm, a velocidade de corte real Vr, a frequncia de rotao pela mquina nm , a potncia de corte Nc, e o tempo principal de tratamento tp.
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
2. PARMETROS PRINCIPAIS DAS MQUINAS-FERRAMENTAS DO DEMA DA UEM
2.1. TORNOS
Nome do parmetro da mquina Dimetro mximo da pea bruta a trabalhar Dimetro mximo do varo a trabalhar Comprimento mximo da pea a trabalhar Passo da rosca a trabalhar Potncia do motor elctrico em kW Rendimento do accionamento principal Gabaritos da mquina: - comprimento - largura - altura Massa da mquina em kg Srie das frequncias da rvore principal em r.p.m. Valores dos parmetros para tornos de modelo Cadete 16K20 1224B 330 220 170 40 53 20 1000 1000 550 0,5-112 0,2514 0,257,5 2,9 11 1,5 0,7 0,75 0,7 2300 3100 1420 940 1190 650 1380 1500 580 3000 25; 45; 75; 125; 12,6; 16; 20; 25; 65; 105; 140; 200; 360; 600; 31,5; 40; 50; 63; 155; 220; 265; 1000 80; 100; 125; 320; 415; 560; 160; 200; 250; 610; 870; 1280 315; 400; 500; 630; 800; 1000; 1250; 1600 0,05; 0,06; 0,125; 0,16; 0,05; 0,056; 0,075; 0,09; 0,1; 0,173; 0,187; 0,059; 0,063; 0,125; 0,15; 0,204; 0,225; 0,069; 0,072; 0,175; 0,2; 0,25; 0,236; 0,281; 0,075; 0,081; 0,3; 0,35; 0,4; 0,321; 0,346; 0,088; 0,1; 0,5; 0,6; 0,7; 0,8; 0,374; 0,408; 0,113; 0,118; 1; 1,2; 1,4; 1,6; 0,45; 0,473; 0,5; 0,125; 0,138; 2; 2,4; 2,8 0,562; 0,642; 0,144; 0,15; 0,691; 0,748; 0,163; 0,175; 0,816; 0,9; 0,2; 0,225; 0,946; 1,123 0,236; 0,275; 0,288; 0,3; 0,325; 0,35; 0,4; 0,45; 0,472; 0,5; 0,55; 0,576; 0,6; 0,65; 0,7; 0,8; 0,9; 0,944; 1; 1,152; 1,2; 1,3; 1,4 32 42 22
Srie dos avanos em mm/volta
Altura da ranhura para instalao da ferramenta na porta ferramenta em mm Nota. Todos os tornos so paralelos e de preciso normal.
10
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
2.2. FURADORAS
Nome do parmetro da mquina Dimetro mximo do furo a abrir Dimenses da mesa (Largura x Comprimento) Distncia mxima do topo da arvore principal at a mesa Deslocamento mximo do cabeote da arvore princ. Deslocamento mximo da arvore principal Cone Morse do furo da arvore principal Potncia do motor elctrico em kW Rendimento do accionamento principal Gabaritos da mquina: - comprimento - largura - altura Massa da mquina em kg Srie das frequncias da rvore principal em r.p.m. Valores dos parmetros para furadoras de modelo UCIMU 2H135T FFI 30 35 20 450x450 450x500 310x310 720 750 515 720 180 4 1,8 0,7 2000 630 2200 40; 60; 80; 110; 145; 200; 270; 370; 515; 720; 980; 1350 0,1; 0,2; 0,3 170 250 4 3 0,75 1030 825 2535 1200 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 305 175 3 1,4 0,7 760 520 2000 75; 125; 160; 260; 300; 400; 570; 650; 800; 1300; 1400; 2800 0,1; 0,15; 0,25
Srie dos avanos em mm/volta
0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 Notas. 1. A furadora UCIMU radial e outras so verticais. 2. Todas as furadoras so de preciso normal.
2.3. FRESADORAS
Nome do Parmetro da mquina Dimenses da mesa (Largura x Comprimento) Deslocamento mximo da mesa: longitudinal - transversal - vertical Cone no furo da arvore principal Potncia do motor elctrico em kW Rendimento do accionamento principal Gabaritos da mquina: - comprimento - largura - altura Massa da mquina em kg Srie das frequncias da rvore principal em r.p.m. Valores dos parmetros para fresadoras de modelo Milko-35r Bautar Jarbe 250x1200 350x1600 200x800 850 380 240 210 540 490 3 0,75 1600 1100 1700 50; 68; 92; 128; 180; 240; 352; 490; 653; 910; 1280; 1700 16; 29; 44; 67; 86; 92; 145; 190; 340 5 0,7 2200 1600 1700 30; 38; 51; 65; 85; 110; 142; 182; 232; 300; 390; 500; 650; 840; 1085; 1400 11; 16; 22; 31; 45; 65; 127; 187; 264; 367; 500 1,5 0,7 1200 1300 1450 55; 79; 112; 161; 230; 329; 470; 659; 965 0,1; 0,15; 0,22; 0,33; 0,5; 0,75 mm/volta
Srie dos avanos em mm/min
Dimetro do mandril para fresas (anel) em mm
22 (32)
27 (36)
16 (25)
Nota. Todas as fresadoras so universais e de preciso normal.
11
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
3. MATERIAL PARA FERRAMENTAS.
Marca do material da parte cortante GOST ISO T5K10 ou P30 ou P10 T15K6 (ligas duras) T30K4 ou P01 ou P10 T15K6 (ligas duras) TT7K12 ou M40 ou M20 TT10K8B (ligas duras) BK8 ou BK6 K30 ou K10 (ligas duras) BK3 (liga dura) P6M5 ou P9 (aos rpidos) P18 ou P9K5 (aos rpido)s P9F5, P14F4 (aos rpidos) P6M5K5, P6M5K8F3, P10M4K10F3 (aos rpidos) Electrocornd on Carborundo K01 HS 6-5-2 ou HS 9-0-2 HS 18-0-1; HS 9-0-2-5 HS 9-0-5 ou HS 14-0-4 HS 6-5-2-5; HS6-5-3-8;
HS 10-4-3-10
Condies de uso
principalmente para ferros cortantes no desbastamento, semiacabamento e no caso de tratamento com choques dos aos principalmente para ferros cortantes no acabamento e acabamento fino dos aos principalmente para ferros cortantes para trabalhar materiais difceis a trabalhar e de alta resistncia para ferros cortantes no desbastamento e semiacabamento dos ferros fundidos, materiais no ferrosos, aos no tratamento com choques; para brocas, alargadores, mandris, fresas, etc. para trabalhar materiais difceis a trabalhar para ferros cortantes no acabamento e acabamento fino dos ferros fundidos, materiais no ferrosos; para alargadores, mandris, fresas, etc. para acabamento dos materiais difceis a trabalhar utilizam-se na maioria dos casos para trabalhar materiais macios, para trabalhar com choques, para ferros cortantes perfilados, brocas, alargadores, mandris, fresas, etc. para ferramentas diversas para trabalhar aos de construo com = 850 950 MPa e ferros fundidos com HB 250-300 para ferramentas diversas para trabalhar materiais com propriedades abrasivos para ferramentas diversas para trabalhar aos de alta resistncia com r 950 MPa, aos inoxidveis, termoresist6ntes, materiais difceis a trabalhar para rectificar aos, para afiar ferramentas de ao rpido para rectificar ferros fundidos e ligas diversas, para afiar ferramentas de ligas duras para afiar ferramentas de liga dura
Diamante artificial Nota. As ferramentas de ao rpido podem ser cobertas com ligas duras o que vai aumentar sua resistncia ao desgaste.
12
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
4. TIPOS E DIMENSES PRINCIPAIS DAS FERRAMENTAS
4.1. FERROS CORTANTES
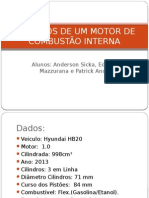
Os ferro cortante utilizam-se principalmente nos tornos, aplainadoras e alargadoras. Os ferros cortantes principais que se usam nos tornos e os esquemas respectivos de tratamento esto apresentados na Figura 1.
Figura 1. Ferros cortantes principais e esquemas de torneamento. a) Torneamento duma face (facejamento) com ferro cortante direito acotovelado para facejar; b) Torneamento duma superfcie cilndrica externa (cilindragem externa) com ferro cortante direito acotovelado de encoste para cilindrar; c) Torneamento duma superfcie cnica com ferro cortante direito recto para cilindrar; d) Torneamento dum chanfro externo (chanfragem externa) com ferro cortante direito acotovelado para chanfrar externo; e) Torneamento duma ranhura externa (ranhuramento externo) com ferro cortante para ranhurar externo; f) Torneamento duma superfcie perfilada externa com ferro cortante prismtico perfilado; g) Alargamento dum furo com ferro cortante de encoste para alisar (alisamento); h) Torneamento duma ranhura interna (ranhuramento interno) com ferro cortante para ranhurar interno; i) Torneamento dum chanfro interno (chanfragem interna) com ferro cortante para chanfrar interno; j) Torneamento duma rosca externa com ferro cortante para abrir roscas externas; k) Torneamento duma rosca interna com ferro cortante para abrir roscas interna; l) Sangramento (corte) duma pea com ferro cortante para sangrar (cortar).
13
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
As dimenses dos ferros cortantes esto normalizadas e correspondes as normas dos pases dos fabricantes. Para fins didcticos pode-se utilizar seguintes dados que mais ou menos correspondem a realidade. Os ferros cortantes para trabalhar superfcies externas podem ter os cabos da seco transversal rectangular ou quadrada. A escolha das dimenses da seco transversal do cabo dos ferros cortantes pode ser feita segundo as recomendaes das primeiras duas colunas da Tabela 11 do Capitulo 6.2 mas a altura H no pode superar a altura da ranhura da porta ferramenta (veja por exemplo Tabela 2.1). As dimenses destes ferros cortantes podese tomar da srie BxHxL seguinte (B a largura e H altura da seco transversal do cabo; L o comprimento total em mm): 8x8x30/150; 10x10x60/110; 10x16x100; 12x12x65/175; 12x16x100; 12x20x120; 16x16x80/120; 16x20x120; 16x25x140; 20x20x100/140; 20x25x140; 20x32x170; 25x32x170; 25x40x200; 32x40x240; 32x50x240. As relaes do comprimento, por exemplo 30/150, significam que a dimenso varia de 30 a 150 mm. Neste caso a escolha pode ser feita da srie: 30, 40, 50, 60, 70, 80, 100, 120, 140, 160. Os ferros cortantes para trabalhar superfcies internas podem ter pescoo cilndrico ou cnico e cabo da seco transversal quadrada ou cilndrica. O dimetro do pescoo pode ser igual ou um pouco menor da dimenso do cabo e deve ser bem menor do dimetro do furo trabalhado. Recomenda-se usar o ferro cortante com dimetro do pescoo 2/3 do dimetro do furo trabalhado. O comprimento do pescoo deve ser maior do comprimento do furo trabalhado. As dimenses principais destes ferros cortantes pode-se tomar da srie DxPxL seguinte (D o dimetro do cabo ou dimenso dum lado da seco transversal quadrada em mm; P - o comprimento do pescoo e L o comprimento total): 6x10/30x40/50; 8x10/40x40/65; 10x15/50x45/90; 12x15/60x45/100; 16x25/80x120/170; 20x40/100x140/200; 25x50/125x200/250; 32x70/160x200/250; 40x70/300x200x400; 60x120/300x240/400; 75x150/800x300/1000. As relaes, por exemplo 10/30, significam que a dimenso varia de 10 a 30 mm. Neste caso as dimenses dos comprimentos do pescoo e total da ferramenta pode-se tomar da srie: 10, 15, 20, 25, 30, 35, 40, 45, 50, 60, 70, 80, 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000. Os ferros cortantes para sangramento geralmente tem cabo e pescoo da seco transversal rectangular mas destacam ferramentas com cabo grosso e fino. Os ferros cortantes com cabo fino tm largura do cabo igual a largura do pescoo e precisam de uso duma porta-ferramenta especial. Os ferros cortantes com cabo grosso tm dimenses do cabo mais largo do que pescoo e suas dimenses podem ser tomadas da srie para ferros cortantes com cabo rectangular apresentada em cima. A escolha da largura do pescoo dos ferros cortantes para sangramento pode ser feita segundo as recomendaes das primeiras duas colunas da Tabela 15 do Capitulo 6.2. As dimenses principais dos ferros cortantes para sangramento pode-se tomar da srie bxHxL seguinte (b a largura do pescoo em mm): 2x8/12x70/200; 3x12/25x80/140; 4x16/32x120/170; 5x20/25x125/150; 6x25/32x125/170; 8x40x200; 10x; 12x; 16x; 20x. No caso de variao das dimenso H o valor pode-se tomar da srie: 8, 10, 12, 16, 20, 25, 32, 40. No caso de variao do comprimento da ferramenta o valor pode-se tomar da srie: 70, 80, 100, 125, 160, 200. Alem disso pode-se notar que os ferros cortantes com cabo quadrado e estreitas para sangrar podem ser inteiras (de ao rpido). Qualquer ferro cortante pode ser feito com corpo de ao de construo e com parte cortante de pastilhas de ao rpido, de liga dura, de cermica mineral, etc. As pastilhas da parte cortante podem ser soldadas ao corpo (as pastilhas de ao rpido e de liga dura) ou fixadas mecanicamente (as pastilhas de liga dura, de cermica mineral, de nitrido de boro, de diamante, etc.). As pastilhas soldadas geralmente so reafeveis e permites geralmente de 3 a 5 reafeaes. A geometria da parte cortante destes ferros cortantes recebe-se durante a afiao por utente. As pastilhas fixadas mecanicamente so no reafeveis. As pastilhas no reafeveis geralmente so poligonais e depois de desgaste dum vrtice podem ser viradas para instalar na posio de trabalha o vrtice ainda no usado. No caso de uso das pastilhas no reafeveis a geometria da parte cortante garante-se por fabricante e utente tem que comprar as pastilhas que servem para trabalhar o material pretendido.
14
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
4.2. FERRAMENTAS PARA TRABALHAR FUROS
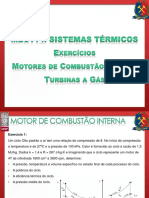
As ferramentas para trabalhar furos podem ser usadas nos tornos (neste caso elas realizam s o movimento do avano), nas furadoras ou nos berbequins (neste caso as ferramentas realizam os movimentos de corte e de avano). As ferramentas principais que se usam para trabalhar furos e os esquemas respectivos de tratamento esto apresentados na Figura 2
Figura 2. Ferramentas e esquemas principais de tratamento dos furos a) b) c) d) e) f) g) h) i) j) k) l) Abertura dum furo com broca helicoidal (brocagem) ou alargamento dum furo com broca helicoidal (broqueamento, faz o desbastamento dos furos dos dimetros grandes); Alargamento dum furo com alargador (alargamento, faz o semiacabamento do furo); Alargamento dum furo com mandril (mandrilagem, faz o acabamento do furo); Abertura dum chanfro interno com escareador (escareamento); Alargamento dum furo cego (por ex. para encaixar a cabea do parafuso) com facejador; Tratamento duma face da salincia ao longo dum furo (para encostar a cabea do parafuso) com facejador; Abertura dum furo de centragem com broca de centragem; Abertura duma rosca interna com macho; Abertura duma rosca externa com cassonete; Alargamento dum furo cnico com alargador cnico (semiacabamento); Alargamento dum furo cnico com mandril cnico (acabamento); Tratamento dum furo e chanfro com ferramenta combinada.
15
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
As dimenses das ferramentas esto normalizadas e correspondes as normas dos pases dos fabricantes. Pois a variedade das ferramentas e normas grande aqui apresentamos s as dimenses principais das brocas helicoidais de ao rpido que se usam mais frequentemente. 41. Parmetros principais em mm das brocas helicoidais de ao rpido com cabo cilndrico Longas, Curtas, Mdias, Dimetro d em mm GOST 886-77 GOST GOST 4010-77 10902-77 L 0,3 0,32; 0,35; 0,38 0,4; 0,42; 0,45; 0,48 0,5 0,52 0,55; 0,58; 0,6 0,62; 0,65 0,68; 0,7; 0,72 0,75 0,78 0,8 0,82 0,85 0,88 0,9 0,92 0,95 0,98 1 1,05 1,1 1,15 1,2 1,25 1,3 1,35 1,4 1,45 1,5 1,55 1,6 1,65 1,7 1,75 1,8 1,85 1,9 1,95; 2; 2,05; 2,1 2,15; 2,2; 2,25; 2,3; 2,35 2,4; 2,45; 2,5; 2,55; 2,6; 2,65 2,7; 2,75; 2,8; 2,85; 2,9; 2,95; 3 3,1 3,15 3,2; 3,3 3,35 3,4; 3,5; 3,6; 3,7 3,8; 3,9; 4; 4,1; 4,2 4,25 l L 20 23 24 24 25 25 26 28 30 l 3 4,5 5 5 5,5 5,5 6 7 8 L 19 19 20 22 24 26 28 30 l 3 4 5 6 7 8 9 10 Longas, com cabo curto, GOST 12122-77 L l
32
11
56 60 65 65 70 70 76 76 80 80 85 90 95 100 106 112 L 119
33 37 41 41 45 45 50 50 53 53 56 59 62 66 69 73 l 78
34 36 38
12 14 16
48 50 52
25 28 30
32 34 34 34 36 38 40 43 46 49 52 L 55
9 10 10 10 11 12 13 14 16 18 20 l 22
40 43 43 43 46 49 53 57 61 65 70 L 75
18 20 20 20 22 24 27 30 33 36 39 l 43
55 60 60 60 62 65 70 75 80 (80) 80 (80) 85 L 90 (90)
32 35 35 35 38 40 45 48 50 (50) 50 (50) 55 l 60 (60)
16
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Dimetro d em mm
Longas, GOST 886-77
Curtas, GOST 4010-77
Mdias, GOST 10902-77
L l L l L l 4,3; 4,4; 4,5; 4,6; 4,7 126 82 58 24 80 47 4,8; 4,9; 5; 5,1; 5,2; 5,3 132 87 62 26 86 52 5,4; 5,5; 5,6; 5,7; 5,8; 5,9 93 57 139 91 66 28 6 101 63 6,1; 6,2; 6,3; 6,4; 6,5; 6,6 148 97 70 31 6,7 6,8; 6,9; 7; 7,1; 7,2; 7,3; 7,4; 7,5 156 102 74 34 109 69 7,6; 7,7; 7,8; 7,9; 8; 8,1; 8,2; 8,3; 8,4; 8,5 165 109 79 37 117 75 8,6; 8,7; 8,8; 8,9; 9; 9,1; 9,2; 9,3; 9,4; 9,5 175 115 84 40 125 81 9,6; 9,7; 9,8; 9,9; 10; 10,1; 10,2; 10,3; 184 121 89 43 133 87 10,4; 10,5; 10,6 10,7; 10,8; 10,9; 11; 11,1; 11,2; 11,3; 95 47 11,4; 11,5 195 128 142 94 11,6 11,7; 11,8 95 47 11,9; 12; 12,1; 12,2; 12,3; 12,4; 12,5; 102 51 12,6; 12,7; 12,8 205 134 151 101 12,9 13; 13,1; 13,2 102 51 13,3 107 54 13,4 214 140 160 108 13,5 107 54 13,6 13,7; 13,75; 13,8; 13,9; 14 107 54 14,25; 14,5; 14,75; 15 220 144 111 56 169 114 15,25; 15,4; 15,5 227 149 178 120 115 58 15,7 15,75 227 149 178 120 16 115 58 16,25; 16,5; 16,75; 17 235 154 119 60 185 125 17,25; 17,4; 17,5; 17,75; 18 241 158 123 62 195 130 18,25; 18,5; 18,75; 19 247 162 127 64 200 135 19,25; 19,4; 19,5; 19,75; 20 254 166 131 66 205 140 Notas. d- dimetro da broca; L comprimento da broca; l comprimento da parte cortante Brocas com parmetros entre parnteses executam-se por encomenda
Longas, com cabo curto, GOST 12122-77 L l 100 65 105 70 115 125 130 130 140 155 80 85 90 90 100 110
17
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
42. Parmetros principais em mm das brocas helicoidais de ao rpido com cabo cnico Longas Normais Dimetro d em mm GOST 2092-77 GOST 10903-77 L l L* l L** 5; 5,2 133 52 5,5; 5,8 138 57 6 225 145 6,1 6,2 144 63 230 150 6,3 6,4; 6,5; 6,6 144 63 6,7 6,8 150 69 6,9 7 150 69 235 155 7,1 7,2 150 69 7,3 7,4 150 69 7,5 235 155 7,6 156 75 7,7 240 160 7,8 156 75 7,9 8 156 75 8,1 240 160 8,2 156 75 8,3 8,4; 8,5 156 75 8,6; 8,7 8,8 162 81 245 165 8,9 9 162 81 9,1 9,2 162 81 245 165 9,3; 9,4 9,5 162 81 9,6; 9,7 9,8 168 87 9,9 10 168 87 250 170 10,1 10,2 168 87 10,3; 10,4 10,5 168 87 10,6 10,7 10,8 175 94 10,9 11 175 94 255 175 11,1 11,2 175 94 11,3 11,5 175 94 11,6 11,7 255 175 11,8 175 94 11,9 260 180 -
Mdias GOST 12121-77 L l 160 165 80 85
170
90
180
100
180
100
190
110
200
120
210
130
220
140
18
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Dimetro d em mm 12 12,1 12,2 12,3; 12,4 12,5 12,6; 12,7 12,8 12,9 13 13,1 13,2 13,3 13,4 13,5 13,6 13,7 13,75 13,8 13,9 14 14,25; 14,5; 14,75; 15 15,25 15,4 15,5; 15,75; 16 16,25; 16,5; 16,75; 17 17,25 17,4; 17,5 17,75 18 18,25; 18,5; 18,75; 19 19,25 19,4 19,5; 19,75; 20 20,25; 20,5; 20,75 20,9 21 21,25; 21,5 21,75 22; 22,25 22,5; 22,75; 23 23,25; 23,5 23,75; 23,9; 24; 24,25; 24,5; 24,75; 25 25,25; 25,5; 25,75; 26; 26,25; 26,5 26,75; 27; 27,25; 27,5; 27,75; 28 28,25; 28,5; 28,75; 29; 29,25; 29,5 29,75 30 30,25; 30,5; 30,75; 31; 31,25; 31,5 31,75 32; 32,25; 32,5; 33; 33,25; 33,5 34; 34,5; 35; 35,25; 35,5 35,75; 36; 36,25; 36,5; 37; 37,5 38; 38,25; 38,5; 39; 39,25; 39,5; 40 40,5; 41 41,25; 41,5; 42; 42,5
Longas GOST 2092-77 L l
260 265 265 265 265 265 290 295 300 305 305 310 320 330 335 335 340 360 365 375 385 395 395
180 185 185 185 185 185 190 195 200 205 205 210 220 230 235 235 240 245 255 265 275 275
Normais GOST 10903-77 L* l L** 182 101 199 182 101 199 182 101 199 182 101 199 182 101 199 182 101 199 189 108 206 189 108 206 189 212 218 223 228 228 233 238 243 248 253 276 281 286 291 296 301 306 334 339 344 349 354 108 120 120 125 130 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 206 -
Mdias GOST 12121-77 L l
230
150
230 255 260 (260) 260 265 270 (270) 270 270 275 280 (280) 280 285 (285) 285 290 295 320 325 335 345 350
150 155 160 (160) 160 165 170 (170) 170 170 175 180 (180) 180 185 (185) 185 190 195 200 203 215 225 230
256 261 266 271 276 319 324 329 334 392
19
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Normais Mdias GOST 10903-77 GOST 12121-77 L* l L** L l 43; 43,25; 43,5; 44; 44,5; 45 359 210 397 45,25; 45,5; 46; 46,5; 47; 47,5 364 215 402 48; 48,5; 49; 49,5; 50 369 220 407 50,5 374 412 225 51; 51,5; 52; 53 412 54; 55; 56 417 230 57; 58; 59 422 235 60; 61; 62; 63 427 240 64; 65; 66; 67 432 245 499 68; 69; 70; 71 437 250 504 72; 73; 74; 75 442 255 509 76 447 514 260 77; 78; 79; 80 514 Notas. d dimetro da broca; L comprimento total da broca; l comprimento da parte cortante; * - com cabo normal; ** - com cabo reforado; - brocas com parmetros entre parnteses executam-se por encomenda. Em geral a dimenso mais importante das ferramentas para trabalhar furos o dimetro da parte cortante. Para fins didcticos as dimenses da parte cortante das outras ferramentas pode-se tomar da srie das dimenses preferveis ou admissveis de qualquer produto tomando em conta as dimenses limites. Os alargadores e mandris geralmente se fabricam com dimetro da parte de trabalho de 1 a 100 mm e com comprimentos da parte de trabalho de 0,5 a 10 dimetros. Srie Ra40 das dimenses preferveis dum produto de 1 a 2500 mm: 1; 1,05; 1,1; 1,15; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2; 2,1; 2,2; 2,4; 2,5; 2,6; 2,8; 3; 3,2; 3,4; 3,6; 3,8; 4; 4,2; 4,5; 4,8; 5; 5,3; 5,6; 6; 6,3; 6,7; 7,1; 7,5; 8; 8,5; 9; 9,5; 10; 10,5; 11; 11,5; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 24; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 53; 56; 60; 63; 67; 71; 75; 80; 85; 90; 95; 100; 105; 110; 120; 125; 130; 140; 150; 160; 170; 180; 190; 200; 210; 220; 240; 250; 260; 280; 300; 320; 340; 360; 380; 400; 420; 450; 480; 500; 530; 560; 600; 630; 670; 710; 750; 800; 850; 900; 950; 1000; 1060; 1120; 1180; 1250; 1320; 1400; 1500; 1600; 1700; 1800; 1900; 2000; 2120; 2240; 2360; 2500, etc. Srie adicional (admissvel) das dimenses dum produto que podem ser usadas se no servem as dimenses da srie prefervel: 1,25; 1,35; 1,45; 1,55; 1,65; 1,75; 1,85; 1,95; 2,05; 2,15; 2,3; 2,7; 2,9; 3,1; 3,3; 3,5; 3,7; 3,9; 4,1; 4,4; 4,6; 4,9; 5,2; 5,5; 5,8; 6,2; 6,5; 7; 7,3; 7,8; 8,2; 8,8; 9,2; 9,8; 10,2; 10,8; 11,2; 11,8; 12,5; 13,5; 14,5; 15,5; 16,5; 17,5; 18,5; 19,5; 20,5; 21,5; 23; 27; 29; 31; 33; 35; 37; 39; 41; 44; 46; 49; 52; 55; 58; 62; 65; 70; 73; 78; 82; 88; 92; 98; 102; 108; 112; 115; 118; 135; 145; 155; 165; 175; 185; 195; 205; 215; 230; 270; 290; 310; 315; 330; 350; 370; 390; 410; 440; 460; 490; 515; 545; 580; 615; 650; 690; 730; 775; 825; 875; 925; 975; 1030; 1090; 1150; 1220; 1280; 1360; 145; 1550; 1650; 1750; 1850; 1950; 2060; 2180; 2300; 2430, etc.
Dimetro d em mm
Longas GOST 2092-77 L l
20
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
4.3. FRESAS
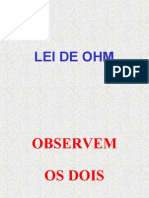
As fresas utilizam-se nas fresadoras para trabalhar as superfcies raiadas (que tm uma geratriz recta). As fresas principais e alguns esquemas de fresagem que podem ser realizados com fresas respectivas esto apresentados na Figura 3.
Figura 3. Fresas principais e esquemas de fresagem a) b) c) d) e) f) g) h) i) j) k) l) m) n) o) Fresagem dum plano horizontal com fresa cilndrica (com furo central); Fresagem dum plano horizontal com fresa frontal (de cabo); Fresagem duma banqueta com fresa de disco bilateral (com furo central); Fresagem duma ranhura com fresa de disco trilateral (com furo central); Fresagem dum plano vertical com fresa de cabo; Fresagem duma ranhura com fresa de cabo; Fresagem duma banqueta com fresa de cabo; Fresagem de dois chanfros com fresa de cabo; Fresagem de dois chanfros com duas fresas uniangulares (com furo central); Fresagem duma ranhura angular com fresa biangular (com furo central); Fresagem duma ranhura do tipo T com fresa do tipo T (de cabo); Fresagem duma ranhura perfilada com fresa perfilada (com furo central); Fresagem duma fenda com fresa de fenda (de cabo); Sangramento (corte) duma pea com fresa de disco para sangrar (com furo central); Fresagem duma ranhura para chaveta prismtica com fresa de chaveta (de cabo).
21
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Como se v da figura apresentada utiliza-se grande variedade dos tipos de fresas. Alem disso cada tipo de fresa fabrica-se em varias construes. Assim, por exemplo, destacam: fresas com furo central e de cabo (cilndrico ou cnico); fresas inteiras (geralmente de ao rpido) e fresas com dentes embutidos (dentes de ao rpido ou de liga dura e corpo de ao de construo); fresas com dentes rectos e dentes inclinados num sentido ou nos sentidos diferentes; fresas com dentes de afiao aguda ou dentes cerceados, etc. As fresas com furo central utilizam-se nas fresadoras horizontais e universais mas sempre trabalham com eixo horizontal. Os exemplos das fresas com furo central so: fresas cilndricas; fresas de disco bi- e trilaterais; fresas de disco para fendas; fresas de disco para sangrar (cortar); fresas uni- e biangulares; fresas perfiladas; fresas de disco de modulo para fresar dentes das engrenagens, etc. As fresas de cabo utilizam-se nas fresadoras verticais ou universais. Nestas fresadoras as fresas de cabo podem ocupar posio vertical ou posio inclinada sob qualquer ngulo. Os exemplos das fresas de cabo so: fresas frontais; fresas com parte cortante cilndrica chamam-se s fresas de cabo; fresas com parte cortante cnica e topo esfrico chamam-se fresas cnicas de cabo; fresas para ranhuras do tipo T; fresas para ranhuras do tipo de rabo de andorinha; fresas de fenda; fresas de chaveta para ranhuras para chavetas prismticas ou de meia lua; fresas de cabo perfiladas; fresas de cabo de mdulo para fresar dentes das engrenagens, etc.). Ento existe grande variedade das normas das fresas diversas e dos diferentes fabricantes. Para facilitar o processo de ensino para fins didcticos foi tomada a deciso em vez de usar o imenso nmero de tabelas aplicar a srie Ra20 das dimenses preferveis e as dimenses limites das fresas (D dimetro da parte cortante em mm; d dimetro do furo central ou do cabo; L comprimento da parte cortante; B largura da parte cortante; z nmero de dentes). Dimenses limites das fresas com furo central: 1. 2. 3. 4. 5. 1. 2. 3. 4. 5. Fresas cilndricas (com furo central): inteiras: D de 40 a 100 mm; L de 40 a 160 mm; z de 10 a 18; com pastilhas embutidas: D de 100 a 250 mm; L de 80 a 390 mm; z de 8 a 12; Fresas de disco bi- e trilaterais: inteiras: D de 50 a 125 mm; B de 3 a 22 mm; z de 10 a 22 com pastilhas embutidas: D de 80 a 315 mm; B de 12 a 50; z de 10 a 30; Fresas de fenda ou de disco para sangrar inteiras: D de 20 a 320 (2000) mm; B de 0,2 a 6,3 (14) mm; z de 14 a 200 (264); Fresas angulares inteiras: D de 36 a 90 mm; z de 18 a 24; uniangulares de 0 a 450, biangulares 2 de 50 a 1000; Fresas semicirculares inteiras: D de 50 a 125 mm; R de 1,6 a 16 mm; z de 10 a 14.
Dimenses limites das fresas de cabo: Fresas frontais: inteiras: D de 40 a 100; z de 8 a 18; com pastilhas embutidas: D de 50 a 630 mm; z de 5 a 52; Fresas de cabo (com parte de trabalho cilndrica): com cabo cilndrico: D de 2 a 28 mm; L de 4 a 45 mm; z de 3 a 6; com cabo cnico do tipo Morse: D de 10 a 80 mm; L de 8 a 220 mm; z de 3 a 10; Fresa para ranhuras do tipo T: com cabo cilndrico: D de 12 a 40 mm; B de 6 a 18 mm; z de 6 a 8; com cabo cnico do tipo Morse: D de 12 a 95 mm; B de 6 a 45 mm; z de 4 a 8; Fresas para ranhuras para chavetas de meia lua: D de 4 a 36 mm; B de 1 a 10 mm; z de 6 a 10; Fresas para ranhuras para chavetas prismticas: com cabo cilndrico: D de 2 a 25 mm; L de 8 a 25 mm; z = 2; - com cabo cnico do tipo Morse: D de12 a 50 mm; L de 16 a 45 mm; z = 2;
Srie Ra20 das dimenses preferveis dum produto de 1 a 500 mm: 1; 1,1; 1,2; 1,4; 1,6; 1,8; 2; 2,2; 2,5; 2,8; 3,2; 3,6; 4; 4,5; 5; 5,6; 6,3; 7,1; 8; 9; 10; 11; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 71; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 (nmeros da fonte bold, so da srie Ra5, nmeros sublinhados so da srie Ra10). Srie das dimenses do dimetro do furo central das fresas d (escolha-se em funo do dimetro do mandril da fresadora escolhida): 10, 13, 16, 22, 27, 32, 40, 50, 60 mm
22
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
5. PARMETROS GEOMTRICOS DA PARTE CORTANTE DAS FERRAMENTAS
5.1. FERROS CORTANTES
30. ngulos da parte cortante dos ferros cortantes para trabalhar materiais metlicos ngulos da parte cortante em graus Material a trabalhar Material da parte cortante e Largura ch forma da do superfcie de chanfro ataque em mm Torneamento externo e interno (alisamento), aplainamento Ao ao carbono, de liga, para ferramentas, de fundio - HB < 340, AR, 1a, 1b, 3a 0 r <1200 MPa 25 30 8 12 AR, 1a, 3a Ferro fundido cinzento e malevel HB 12 18 -4 +4 < 220 Ligas de cobre e de alumnio AR, 1a, 1b 25 30 10 15 Ao ao carbono, de liga, de fundio LD, 2a, 2b, 3b -3 -5 0 15 12 r < 1000 LD, 2a, 3b -10 r >1000 MPa Torneamento externo e interno (alisamento) Ferro fundido cinzento: HB < 220 12 6 10 HB > 220 LD, 1a, 3a 0 8 Ferro fundido malevel HB 140 150 15 8 12 Ao inoxidvel e termoresistente Ligas de titnio Sangramento e ranhuramento LD, 2a 0,15 -5 0,2 LD, 2b LD, 2a, 2b 0,2 0,3 05 Torneamento externo e interno (alisamento) -5 CM, 2a, 2b, 3b 10 0,2 0,3 CM, 2a, 3b -5 10 12 10 20 10 8 12 10
Ao: r < 700 MPa 10 15 r > 700 MPa 10 8 10 05 Ferro fundido: HB < 220 HB > 220 05 Notas.1. AR ao rpido; LD liga dura; CM cermica metlica. 2. Os valores menores dos ngulos e tomar para os materiais a trabalhar mais duros. 3. Tipo de afiao: 1a) aguda sem ranhura; 1b) aguda com ranhura; 2a) com chanfro e sem ranhura; 2b) com chanfro e com ranhura; 3a) com aresta adicional e sem chanfro; 3b) com aresta adicional e com chanfro. A largura do chanfro 0,2 0,5 mm
23
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
31. ngulos de posio e 1 em graus Condies de tratamento Tratamento das superfcies de encoste com t 5 mm; tratamento das peas da baixa rigidez; facejamento, ranhuramento, sangramento com salincia Tratamento das superfcies de encoste com t > 5 15 mm; tratamento das superfcies fechadas, facejamento Sangramento sem salincia Tratamento das superfcies abertas das peas da rigidez mdia, alisamento do furo aberto do ferro fundido Tratamento das superfcies abertas das peas rgidas, facejamento Torneamento das superfcies abertas das peas rgidas com grandes avanos Torneamento de acabamento das superfcies abertas com grandes avanos
90
Condies de tratamento Tratamento com ferros cortantes para cilindrar sem penetrao no sentido radial Tratamento com ferros cortantes para cilindrar com penetrao no sentido radial: at 3 mm - mais de 3 mm Tratamento com ferros cortantes para facejar e alisar: de ao rpido - de liga dura Tratamento com ferros cortantes para sangrar e ranhurar Tratamento com ferros cortantes acotovelados com seco transversal: - at 20x30 mm - - mais de 20x30 mm Para ferros cortantes com aresta cortante auxiliar para trabalhar com grande avano
1 5 10
95 105 80 60 75 45 60 30 45
15 20 30 10 15 10 30 12
10 30
45 30 0
Tabela 5. Recomendaes da escolha do raio de bico dos ferros cortantes. Raio do bico em mm Condies de uso igual ao raio transitrio para as superfcies semi-fechadas e fechadas da pea 0,5 1 para o desbastamento das superfcies cilndricas e cnicas externas abertas 25 para o acabamento das superfcies cilndricas e cnicas externas abertas para o acabamento das superfcies cilndricas e cnicas internas abertas 0,2 0,5 para o desbastamento das superfcies cilndricas e cnicas internas abertas 0,75 1,5 para o acabamento das faces abertas 0,5 2 para as ferramentas de sangrar e roscar 0,2 0,8 33. Parmetros geomtricos dos ferros cortantes com pastilhas de liga dura no reafiaveis em graus Tipo de pastilha 1 0 1 Triangular 90 10 12 12 7,5 7,5 Tetradrica 45 45 10 10 10 0 Tetradrica 60 30 10 12 7 7 Tetradrica 75 15 10 12 7 7 Pentagonal 60 12 10 12 8 8 Hexaedra 45 14 20 10 10 5 Nota. A largura do chanfro na aresta cortante principal f = 0,2 mm. No caso de tratamento com choques h de aumentar chanfro at 0,4 0,5 mm. 34. ngulos da parte cortante dos ferros cortantes para trabalhar plsticos Material a trabalhar Material da parte cortante Textolite BK8, BK6 P18 Plstico de fenol K18-2 Liga dura Plstico de fenol K73-2, fibralite Plstico de amina Polistireno P18, P9 Textolite, fibralite, plstico de fenol K18-2, K73-2, polistireno, CM332 plstico de amina Nota. A forma da superfcie de ataque plana, raio de bico r = 1,5 mm ngulos em graus 10 20 12 20 10 24 5 20 20 20 25 20 12 -5 0
24
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
5.2. FERRAMENTAS PARA TRABALHAR FUROS
44. Parmetros geomtricos das brocas de ao rpido em graus Material a trabalhar HB 2 Ao de construo 170-196 118 45-55 12-15 24-32 Ao para ferramentas 240-400 118-150 45-55 7-15 24-32 Ao inoxidvel e termoresistente 127 50-55 12-14 31-35 Ferro fundido 100-400 90-150 45-55 7-15 24-32 Ligas de titnio 135-140 50-55 12 30 Cobre 80-85 100-118 45-55 12-15 28-40 Ligas de cobre 118-150 50-55 12-15 10-40 Alumnio e suas ligas 90-140 45-55 12-17 24-50 Ligas de magnsio 70-118 45-60 12 10-50 Ebonite 80-90 Celulide: em p 30-35 45-55 12-15 10-20 - fibroso 45-50 - lameloso 70-80 Notas. 1. As brocas para trabalhar aos inoxidveis e termoresistentes tm que ter ncleo grosso (0,30,4)d e comprimento menor de 10d. 2. Os valores maiores do ngulo 2 e menores do ngulo tomar para materiais mais duros. 3. Os ngulos de inclinao das ranhuras helicoidais esto recomendados para projeco das brocas novas. As brocas normalizadas com dimetro d = 0,25 80 mm tm o ngulo = 19 340 (os valores menores correspondem aos dimetros menores). 4. As brocas para abrir furos com D 15 mm podem ser sem dique afiado e com D 15 mm com dique afiado. As brocas com D 25 mm podem ser com afiao simples e com D 25 mm - com afiao dupla, o ngulo 20 = 60 700. 46. Parmetros geomtricos das brocas com pastilhas de liga dura em graus Material a trabalhar 2 20 Ao de construo, inoxidvel, ao crmio e nquel, de fundio com 0 120 r = 1400 MPa Ferro fundido cinzento com: HB 200 7 120 70-75 - HB 300-400 0 140 70-75 Ao para ferramentas, ao mangans 140 -2 -3 130-135 65 Ao ao carbono e de liga temperado com r > 1000 MPa, HRC 45-64 -5 -15 Ferro fundido malevel 4 120 70-75 Bronze fosforoso 4 130 Lato, alumnio, duralumnio, silumnio, babbit 4-6 140 Ligas de titnio 0 140 50 Plsticos: em p 50-60 - fibroso 0-2 60-70 - lameloso 90-100 Notas. 1. As brocas normalizadas com pastilhas de liga dura com dimetro d = 5 30 mm tm o ngulo de folga mesmo que as brocas de ao rpido. Para trabalhar ferro fundido recomenda-se o ngulo = 10 17 0 com afiao dupla. 2. O ngulo de inclinao das ranhuras helicoidais comea do fim da pastilha de liga dura. Ao longo da pastilha as ranhuras so rectas. As brocas normalizadas com d 5 30 mm tm o ngulo = 15 200. 3. O ngulo auxiliar de posio 1 garante-se por conicidade inversa da parte de trabalho. Para as brocas com dimetro at 30 mm a diferena dos dimetros no incio e no fim da parte de trabalho tem que ser de 0,01 0,08 mm. 4. A afiao dupla das brocas se realiza com o comprimento da aresta transitria b = 0,2d
25
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
48. Parmetros geomtricos dos alargadores em graus Material a trabalhar f fita, para parte 0 em cortante de mm ao liga rpido dura 15-20 25-30 Ao de construo: HB 180 10-20 12-15 0 - HB 180-225 8-10 60 30 0,8-2 - HB 225-270 5-10 0-(-5) - HB > 270 -10 Ao inoxidvel e termoresistente 0-3 6-15 30-45 15-20 15-20 0,5-1 Ao temperado com HRC 51 -15 10 60 15 10-20 0,8-1 Ligas termoresistentes 10 8-10 30 20 0,5-1 Ligas de titnio 4-6 9-11 45 20 0,3-0,5 10-12 8 Ferro fundido: HB 150 8-10 30-60 30 10 6-8 5 - HB 150-200 0,8-2 - HB > 200 0 Ligas de alumnio e de cobre 10-20 60 10-20 10 25-30 Ligas de magnsio 45-60 20-25 0,5-1 Notas. 1. Para aumentar resistncia ao desgaste faz-se: a aresta cortante transitria com l = 3t com o ngulo 0 ; afia-se a fita dos alargadores de ao rpido em comprimento l = 1,5-2 mm; o dorso afiam em dois planos (com = 8-100 com largura de 0,6-1,5 mm e resto com 1 = 15-200). Para trabalhar ferro fundido com alargadores de liga dura os ngulos = 10 - 170 e 1 =20 - 250. 2. O ngulo de ataque negativo dos alargadores de liga dura cria-se atravs do chanfro com largura de 1,5 3 mm na superfcie de ataque. 3. O ngulo de inclinao da aresta cortante toma-se: - = 00 para trabalhar aos, ferro fundido e bronze; - = 3 50 para melhorar a sada das aparas; - = 3 50 para reforar aresta cortante dos alargadores de liga dura. 4. Os valores menores dos ngulos , e tomam para os materiais a trabalhar mais duros. 5. Para os alargadores montveis com dentes de ao rpido e com pastilhas de liga dura tomam: = 680, 1 = 15200, = 30; para os alargadores de ao rpido = 45600, = 200; para os alargadores de liga dura = 600, 0 = 300 , = 12150. 6. Para o alargamento dos furos descontnuos = 20300 (para diferentes materiais a trabalhar). 53. Parmetros geomtricos dos mandris em graus Material da parte cortante do mandril Material a trabalhar ngulo de incidncia Ao rpido Liga dura Ao rpido Liga dura auxiliar 1 ngulo de ataque ngulo de incidncia Ao no temperado 0 0 -5 6 12 68 10 20 6 Ao temperado (HRC 50, r = 1600-1800) -10 -15 Ao inoxidvel e termoresistente 58 10 15 Ligas termoresistentes 6 10 Ligas de titnio 0 10 8 10 0 Ferro fundido 0 -5 68 10 17 15 20 Ligas de alumnio e de cobre 10 12 Ligas de magnsio Notas. 1. Os mandris para furos passantes e materiais a trabalhar macios tm = 12 150; para materiais frgeis - = 50. Os mandris para furos cegos tm = 45 600. Os mandris manuais para furos passantes tm = 0,5 1,50. 2. Os mandris normais tm = 00. Para receber a maior qualidade dos furos: os mandris para trabalhar ferro fundido e aos duros podem ter = 7 80; os mandris para trabalhar ferro fundido malevel e aos dureza mdia a baixa - = 12 200; os mandris para trabalhar ligas leves - = 35 450; os mandris regulveis - = 30.
26
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
5.3. FRESAS
77. ngulos de corte das fresas de disco trilaterais com pastilhas embutidas de liga dura Material a trabalhar Material das ngulo ngulo ngulo pastilhas ch Ao de construo com resistncia a traco: T15K6 -5 20 r < 800 MPa T15K6 e T5K10 -10 8 15 r = 800 1200 MPa 10 15 -15 r > 1200 MPa BK8 Ferro fundido 5 78. Valores do ngulo de incidncia em graus das fresas de ao rpido Tipo das fresas Caractersticas das fresas ngulo 1 25
Fresas cilndricas e frontais de ao rpido Fresas de disco bi- e trilaterais Fresas de cabo e angulares com cabo cilndrico ou cnico Fresas angulares com furo central Fresas para ranhuras do tipo T Fresas de disco para ranhurar com dentes no cerceados Fresas de fenda Fresas de cortar (serras de disco) Fresas perfiladas Serras de disco com segmentos rebitados
Com dentes finos Com dentes grossos e embutidos Com dentes rectos finos Com dentes rectos grossos e embutidos Com dentes inclinados grossos e embutidos D < 10 mm D = 10 20 mm D > 20 mm Com dentes no cerceados finos Com dentes cerceados Com dentes grossos
ngulo parte dentes na cilndrica face 16 8 12 20 6 16 12 25 20 8 16 25 20 30 20 16 12 16 6
79. Valores do ngulo de ataque em graus das fresas de ao rpido Material a trabalhar Material a trabalhar 20 Ao de construo com: r < 600 MPa Ferro fundido com HB 150 15 HB > 150 r = 600 1000 MPa 10 r > 1000 MPa Nota. Para o encolhimento de apara < 0,45 - = 200, para = 0,45 0,5 - = 150, para > 0,5 - = 100 80. Valores dos ngulos de posio das fresas frontais Tipo de fresa Tipo de fresa Fresas frontais para trabalhar superfcies Fresas frontais para trabalhar planos abertas perpendiculares com D < 150 mm 30 Fresas frontais com pastilhas de liga dura para trabalhar superfcies abertas D 150 mm 45 Nota. Para fresas que tm aresta cortante adicional escolha-se mais o ngulo 0 < .
15 10
90 60
27
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
81. Parmetros geomtricos da parte cortante das fresas com dentes de liga dura ngulo ngulos de posio Material a ngulo trabalhar amax < amax> 1 para fresas frontais 0,08 0,08 0 mm mm 5 Ao: r<650 MPa r=650800 MPa 15 -5 -55 r=850950 MPa r=10001200 20-90 10-30 5 -10 1215 1820 810
ngulo ch ngulo 1 na face ngulo
Ferro fundido: HB < 200 HB 200 250 Notas. 1.
5 0
12 8
05 -5 0
a max = 2 S z
t t2 D D2
2. Para fresagem de acabamento e acabamento fino = 5 100 e ch = - 50 (para fresagem de ao com r=600800 MPa); 3. Os ngulos , 0 e esto dados para as fresas frontais, para outros casos eles no se escolhem. - Para fresagem com profundidade de corte t 3 mm e rigidez elevada do sistema tecnolgico = 20 300. Para fresagem com t = 3 6 mm e rigidez mdia do sistema tecnolgico = 45 600. - Para fresagem simtrica com fresas frontais e espessura de camada a cortar a > 0,06 mm, = -5 00. Para fresagem assimtrica e a 0,06 mm, = 0 50. - Para fresagem com fresas frontais do ferro fundido com HB<200 = 450, = 0 50 , para HB>200 = 450 , = -5 00. 82. ngulo auxiliar de posio das fresas 1 em graus D B 1 Tipo de fresa em mm Fresas para ranhuras, 0015 0,60,8 40 60 fendas > 0,8 0030 0030 13 75 Serras de disco 75110 110 200 >3 12 >2 23 >3 1030 0030 10 0015 0030 D B 1 em mm 12 1030 2 08 100 5 60 2 30
Tipo de fresa Fresas de cabo com dentes no topo; Fresas de disco bie trilaterais; Fresas para ranhuras de T Fresas para ranhurar com dentes cerceados Fresas frontais de ao rpido Fresas para ranhuras para chavetas prismticas Serras de disco com segmentos rebitados
83. ngulo de inclinao dos dentes das fresas em graus Tipo de fresa Tipo de fresa Fresas cilndricas (com furo central): Fresas de disco: - com dentes grossos; 30 bilaterais; - com dentes finos; trilaterais 20 - com dentes duplos Fresas frontais inteiras e com dentes 55 embutidos Fresas de cabo (com parte de trabalho 35 45 cilndrica) Fresas para ranhuras para chavetas 15 prismticas Nota. O ngulo est indicado para as fresas com dentes inclinados, para dentes rectos =00.
15 8 15 10
28
Largura da aresta transitria
11,5
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
6. REGIME DE CORTE
6.1. COEFICIENTES COMUNS DE CORRECO DO REGIME DE CORTE
2. Valores de coeficiente Cm e expoente nv em formula para clculo do coeficiente de usinabilidade Kmv Material a trabalhar Coeficiente Cm para material de ferramenta de ao rpido Ao ao carbono com 0.6% e r, P: < 450 450550 > 550 Ao de elevada e alta usinabilidade Ao ao cromo Ao ao carbono com >0.6%, Ao ao cromo-nquel, ao cromomolibdnio-vandio, Ao ao cromo-silcio, ao cromo-silcio mangans, cromo-nquel-molibdnio, cromo-molibdnio-alumnio Ao ao cromo-vandio Ao ao cromo-mangans Ao ao cromo-nquel-tungstnio, cromomolibdnio Ao ao cromo-alumnio Ao ao cromo-nquel-vandio Aos rpidos Ferro-fundido: cinzento malevel 1.0 1.0 1.0 1,2 0.85 0.8 0.7 1.0 1.0 1.0 1,1 0.95 0.9 0.8 -1.0 1.75 1.75 1,75 1.75 1.5 1.25 -0.9 -0.9 0.9 1,05 0.9 -0.9 -0.9 0.9 1.45 1.35 liga dura Expoente nv para tratamento com ferros de brocas, fresas de alargadores e mandris de
ao rpido liga dura ao rpido liga dura ao rpido liga dura
1.0
1.0
1.0
0.85 0.75 0.8 0.75 0.75 0.6 -
0.8 0.9 0.85 0.8 0.85 0.7 -
1.25 1.25 1.25 1.25 1.25 1.25 1.7 1.7 1.25 1.25 1.3 1.3 1.3 1.3
1.0
0,95 0,85
1,25 1,25
3. Coeficiente de correco da velocidade de corte Kmv em funo das propriedades fsico-mecnicas de aos resistentes a corroso e ligas termoresistentes Valor mdio Marca de ao r, Valor mdio Marca de ao ou r, de coeficiente, ou de liga P de coeficiente, de liga P mv mv 77 850-1000 0,26 35 950 0,5 12189 550 1 70 1000-1250 0,25 131122 1100-1460 0,8-0,3 55 1000-1250 0,25 14172 800-1300 1,0-0,75 131432 700-1200 0,5-0,4 65 900-1000 0,2 371232 0,95-0,72 35 900-950 0,22 4514142 700 1,06 3-1,3 950-1200 0,4 1011203 720-800 0,85 5,4 750-950 0,7 12215 820-10000 0,65 6,8 900-1200 0,35 202318 600-620 0,84 14 900-1400 0,53-0,43 31199 0,4 1213 600-1100 1,5-1,2 1518124 730 0,5 3013,4013 850-1100 1,3-0,9 78 780 0,75 75 60 750 0,53 0,48
29
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
4. Coeficiente de correco da velocidade de corte Kmv em funo das propriedades fsico-mecnicas de ligas de cobre e alumnio Ligas de cobre Heterogneos: >140 =100140 Com chumbo e estrutura base heterognea Homogneos Ligas com chumbo <10% e estrutura base homognea v 0,7 1 1,7 2 4 Ligas de alumnio Silumnio e ligas de fundio temperadas, t=200300 P, >60 Duralumnios temperados, t=400500 P, >100 Silumnio e ligas de fundio, t=100200, <=65. Duralumnio, t =300-400, <=100 Duralumnio, t =200-300 v 0,8
Cobre Ligas com chumbo >15%
8 12
1,2
5. Coeficiente de correco da velocidade de corte Kesv em funo do estado da camada superficial da superfcie Sem crosta Laminagem, estampagem a quente 0,9 Estado da camada superficial da superfcie com crosta Forjadura Ligas de cobre e Peas fundidas de ao e ferro fundido alumnio com crosta normal muito suja 0,8 0,8-0,85 0,5-0,6 0,9
6. Coeficiente de correco da velocidade de corte Kmfv em funo do material da ferramenta Material a trabalhar Ao de construo Aos resistentes a corroso e termoresistentes Ao temperada Ferro fundido cinzento e malevel Ao, ferro fundido, ligas de cobre e alumnio 512 0,35 8 1 156 1 8 0,83 65, P18 1 Coeficiente Kfv em funo da marca do material da ferramenta 510 148 156 304 8 P18 0,65 0,8 1 1,4 0,4 0,15 510 156 18 1,4 1,9 0,3 HRC-35-50 304 6 1,25 0,85 6 4 1 1,1 9, P6M5K5 XB 0,6 1,1 8 0,83 3 1,15 P6M5K83 1,2 4 1 2 1,25 P10M4K10 3 1,3 HRC 51-62 6 0,92 8 2,5 8 0,74 6 2,7
7. Coeficiente de correco da durao da ferramenta KTf em funo de nmero das ferramentas que cortem simultaneamente Nmero das ferramentas 1 3 5 8 Tf 1 1,7 2 2,5 Notas: 1. Quando a carga das ferramentas uniforme KTf aumenta-se a 2 vezes; 10 3 15 4
2. Quando a carga das ferramentas tem grande irregularidade KTf diminui-se em 2530%.
8. Coeficiente de correco da durao da ferramenta KTm em funo de nmero das mquinasferramentas que se servem por um operrio Nmero de mquinasferramentas Tm 1 1 2 1,4 3 1,9 4 2,2 5 2,6 6 2,8 7 e mais 3,1
30
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
9. Coeficiente de correco das foras de corte Kmp para aos e ferros fundidos em funo das suas propriedades Material a trabalhar Frmula de clculo Expoente n para determinao de componente z da torque t e fora fora tangencial fora de corte com axial a durante Pz durante ferros cortantes brocagem e fresagem alargamento
Ao de construo ao carbono e com liga com t, P: <=600 >600
=( t/750)n
Ferro fundido cinzento =(/190)n 0,4 /0,55 0,6 /0,6 1 /0,55 Ferro fundido =(/150)n malevel Nota. Os valores em numerador so para as ferramentas de liga dura e em denominador para as de ao rpido. 10. Coeficiente de correco das foras de corte Kmp em funo de propriedades das ligas de cobre e de alumnio Ligas de cobre Heterogneos : >120 B 120 Com chumbo e estrutura base heterogneo e com chumbo <10% e estrutura base homogneo 1 0,75 0,65-0,70 Ligas de alumnio Alumnio e silumnio Duralumnio, t P: 250 350 >350 1 1,5 2 2,75
0,75 /0,35 0,75 /0,75
0,75 /0,75 0,75 /0,75
0,3 /0, 3 0,3 /0,3
Homogneo Cobre Com chumbo >15%
1,8-2,2 1,7-2,1 0,25-0,45
Coeficiente de correco das foras e dos momentos de corte Kdf em funo do desgaste da ferramenta:
1) para materiais a trabalhar frgeis ( < 5 %) ou duros (HB > 350 kgf/mm2) Kdf = 1,2 1,4; 2) para materiais a trabalhar de dureza HB = 150 350 kgf/mm2 e plasticidade = 5 30 % Kdf = 1,4 1,75; 3) para materiais a trabalhar macios (HB < 150 kgf/mm2) ou bem plsticos ( > 30 %) Kdf =1,75 1,9.
31
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
6.2. TORNEAMENTO
11. Avanos para torneamento externo de desbastamento com ferros cortantes com pastilhas de liga dura ou de ao rpido Material a trabalhar Dimetro da Dimenses pea, mm do cabo do Ao de construo ao carbono, com Ferro fundido e ligas de cobre ferro liga e termoresistente cortante, Avano Sv em mm/v para a profundidade de corte t em mm mm At 3 > 3 a > 5 a > 8 a > 12 At 3 > 3 a > 5 a > 8 a >12 5 8 12 5 8 12
At 20 > 20 a 40 > 40 a 60 > 60 a 100 > 100 a 400 > 400 a 500 > 500 a 600 > 600 a 1000 > 1000 a 2500 De 1625 a 2525 De 1625 a 2525 De 1625 a 2540 De 1625 a 2540 De 1625 a 2540 De 2030 a 4060 De 2030 a 4060 De 2540 a 4060 De 3045 a 4060 0,30,4 0,40,5 0,50,9 0,61,2 0,81,3 1,11,4 1,21,5 1,21,8 1,32,0 0,30,4 0,40,8 0,51,1 0,71,2 1,01,3 1,01,4 1,11,5 1,31,8 0,30,7 0,50,9 0,61,0 0,71,2 0,81,3 0,91,4 1,21,6 0,40,8 0,50,9 0,61,2 0,11,2 0,81,4 1,11,5 0,41,1 1,51,8 0,71,3 1,01,5 0,40,5 0,60,9 0,81,4 1,01,5 1,31,6 1,21,6 1,52,0 1,62,4 0,50,8 0,71,2 0,81,9 1,21,5 1,01,4 1,31,8 1,62,0 0,40,7 0,61,0 0,81,1 1,01,2 0,91,2 1,01,4 1,41,8 0,50,9 0,60,9 0,70,9 0,81,0 1,01,3 1,31,7 0,81,0 0,91,2 1,21,7
Notas: 1. Os valores menores dos avanos correspondem s dimenses menores do cabo do ferro cortante e aos materiais a trabalhar mais resistentes, os valores maiores s dimenses maiores do cabo do ferro cortante e aos materiais a trabalhar menos resistentes; 2. No utilizar os avanos maiores de 1 mm/v para trabalhar aos e ligas termoresistentes; 3. Multiplicar os valores tabelados de avanos por 0,750,85 para trabalhar as superfcies interrompidas e para os tratamentos com choques; 4. Multiplicar os valores tabelados por 0,8 para trabalhar os aos temperados com HRC 4456 e por 0,5 para os com HRC 5762.
12. Avanos Sv em mm/v admissveis por resistncia da pastilha de liga dura para tornear aos de construo com ferros cortantes com ngulo em plano = 450 Profundidade de corte t em mm at Espessura da pastilha, mm 4 7 13 22 4 1,3 1,1 0,9 0,8 6 2,6 2,2 1,8 1,5 8 4,2 3,6 3,6 2,5 10 6,1 5,1 4,2 3,6 Notas: 1. Multiplicar o valor tabelado por 1,2 para os aos com t = 480 640 MPa; por 1,0 para t = 650 870 MPa e por 0,85 para t = 880 1170 MPa; 2. Multiplicar o valor tabelado por 1,6 para os ferros fundidos; 3. Multiplicar o valor tabelado por 1,4 para =30o; por 0,6 para =60o; por 0,4 para =90o; 4. Diminuir o avano at 20% no caso de tratamento com choques.
32
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
13. Avanos para alisamento de desbastamento nos tornos paralelos, tornos revolveres e tornos carroceis com ferros cortantes de liga dura ou de ao rpido Ferro cortante ou suporte Material a trabalhar Dimetro da Comprim. Ao de construo ao carbono, com Ferro fundido e ligas de cobre seco de balano liga e termoresistente redonda do do ferro ferro ou cortante ou Avano Sv em mm/v para a profundidade de corte t em mm valor da do suporte, 2 3 5 8 12 20 2 3 5 8 12 20 seco mm quadrada do suporte, mm Tornos paralelos e tornos revolveres
10 12 16 20 25 30 40 50 60 80 100 125 150 200 150 4040 300 150 6060 300 300 7575 500 800 0,08 0,1 0,10,2 0,150,3 0,250,5 0,40,7 0,08 0,15 0,150,25 0,150,4 0,20,5 0,250,6 0,61,0 0,40,7 0,91,2 0,7-1 0,91,3 0,71,0 0,1 0,12 0,120,2 0,120,3 0,150,4 0,50,7 0,30,6 0,81,0 0,50,8 0,81,1 0,60,9 0,40,7 1,21,5 1-1,3 0,91,1 0,70,8 0,120,16 0,120,2 0,200,30 0,30,4 0,40,6 0,50,8 0,120,18 0,150,25 0,250,35 0,30,5 0,40,6 0,60,8 0,71,2 0,60,9 1-1,5 0,91,2 1,11,6 0,10,18 0,120,25 0,250,35 0,250,45 0,30,8 0,50,9 0,40,7 0,81,2 0,70,9 0,91,3 0,71,1 0,60,8 1,42,0 1,21,7 1,11,5 0,91,3
0,60,8 0,40,7 0,70,9 0,50,7 -
0,40,5 0,30,4 0,60,9 0,50,7 0,7-1 0,60,8 -
Tornos carroceis
200 300 500 700 1,31,7 1,21,4 1-1,2 0,8-1 1,11,3 0,91,2 0,70,9 0,50,6 0,91,2 0,8-1 0,60,7 0,8-1 0,60,8 0,50,6 1,52,0 1,41,8 1,21,6 1,01,4 1,21,6 1,01,3 0,81,1 0,70,9 1,01,4 0,81,1 0,70,9 0,91,2 0,70,9 0,60,7 -
Notas: 1. Os valores maiores dos avanos recomendam-se para as profundidades de corte menores e para trabalhar os materiais de menor resistncia, os menores para as profundidades maiores e materiais de maior resistncia; 2. No utilizar os avanos maiores de 1 mm/v para trabalhar aos e ligas termoresistentes; 3. Multiplicar os valores tabelados de avanos por 0,750,85 para trabalhar as superfcies interrompidas e para os tratamentos com choques; 4. Multiplicar os valores tabelados por 0,8 para trabalhar os aos temperados com HRC 4456 e por 0,5 para os com HRC 5762.
33
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
14. Avanos em funo de rugosidade pretendida da superfcie e raio de bico do ferro cortante. Raio de bico do ferro cortante r, mm Rugosidade pretendida da 0,4 0,8 1,2 1,6 2 2,4 pea, m Ra Rz 0,63 0,07 0,1 0,12 0,14 0,15 0,17 1,25 0,1 0,13 0,165 0,19 0,21 0,23 2,5 0,144 0,2 0,246 0,29 0,32 0,35 20 0,25 0,33 0,42 0,49 0,55 0,6 40 0,35 0,51 0,63 0,72 0,8 0,87 80 0,47 0,66 0,81 0,94 1,04 1,14 Notas: 1. Os avanos esto apresentados para trabalhar os aos com t=700900 MPa e ferros fundidos; 2. Multiplicar os avanos tabelados por 0,45 para os aos com t =500700 MPa e por 1,25 para os com t =9001100 MPa
15. Avanos Sv em mm/v para sangramento e abertura das ranhuras externas Material a trabalhar Ao de Ferro fundido, construo e ligas de cobre e com liga alumnio Tornos revolveres At 20 3 0,06-0,08 0,11-0,14 >20 a 40 3-4 0,1-0,12 0,16-0,19 >40 a 60 4-5 0,13-0,16 0,2-0,24 >60 a 100 5-8 0,16-0,23 0,24-0,32 >100 a 150 6-10 0,18-0,26 0,3-0,4 >150 10-15 0,28-0,36 0,4-0,55 Tornos carroceis At 2500 10-15 0,35-0,45 0,55-0,6 > 2500 16-20 0,45-0,6 0,6-0,7 Notas: 1. Durante truncamento do material inteiro com dimetro maior de 60 mm h de diminuir o avano tabelado em 40-50% quando se aproxima ao eixo da pea at 0,5 do raio; Dimetro de tratamento, mm Largura do ferro, mm 2. Diminuir o avano tabelado em 30% para trabalhar aos temperados com HRC < 50 e em 50% para os com HRC > 50; 3. Multiplicar o avano tabelado por 0,8 para os ferros cortantes instalados em cabeote revolver.
16. Avanos Sv em mm/v para o torneamento perfilado Dimetro de tratamento, mm Largura do ferro, mm 20 25 40 8 0,03-0,09 0,04-0,09 0,04-0,09 10 0,03-0,07 0,04-0,085 0,04-0,085 15 0,02-0,05 0,035-,075 0,04-0,08 20 0,03-0,06 0,04-0,08 30 0,035-0,07 40 0,03-0,06 50 e mais Nota. Os avanos menores tomar para os perfis mais complexos e mais profundos avanos maiores para os perfis simples e metais macios. 60 e mais 0,04-0,09 0,04-0,085 0,04-0,08 0,04-0,08 0,035-0,07 0,03-0,06 0,025-0,055 e metais mais duros, os
34
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
17. Valores de coeficiente e expoentes para calcular velocidade de corte com ferros cortantes Coeficiente e expoentes Material da Valor do parte avano Cv xv yv m cortante da ferramenta Tratamento do ao de construo ao carbono, t = 750 MPa 420 0,2 0,15 0,2 Torneamento externo longitudinal e T15K6* Sv 0,3 facejamento com ferro cortante para cilindrar Sv = 0,3-0,7 350 0,35 ou facejar Sv > 0,7 340 0,45 0,3 0,15 292 0,18 Torneamento externo longitudinal com ferro T15K6* Sv t para cilindrar com aresta cortante adicional Sv > t 0,15 0,3 Sangramento e abertura de ranhura externa T5K10* 47 0 0,8 0,2 P18** 23,7 0 0,66 0,25 Torneamento perfilado P18** 22,7 0 0,5 0,3 244 0,23 0,3 0,2 Abertura de rosca de aperto T15K6* P6M5** 14,8 0,7 0,3 0,11 Desbast., P 2 Desbast., P>2 30 0,6 0,25 0,08 Acabamento 41,8 0,45 0,3 0,13 Abertura de rosca em turbilho T15K6* 2330 0,5 0,5 0,5 Tratamento do ferro fundido cinzento, HB 190 Torneamento externo longitudinal e BK6* 292 0,15 0,2 0,2 Sv 0,4 facejamento com ferro cortante para cilindrar Sv > 0,4 243 0,15 0,4 0,2 ou facejar Torneamento externo longitudinal com ferro BK6** 324 0,4 0,2 0,28 Sv t para cilindrar com aresta cortante adicional Sv > t 324 0,2 0,4 0,28 Sangramento e abertura da ranhura externa 68,5 0 0,4 0,2 BK6* Abertura da rosca de aperto 83 0,45 0 0,33 Tratamento do ferro fundido malevel, HB 150 Torneamento externo longitudinal e BK8* 317 0,15 0,2 0,2 Sv 0,4 facejamento com ferro cortante para cilindrar Sv >0,4 215 0,15 0,45 0,2 ou facejar Sangramento e abertura da ranhura externa BK6* 86 0 0,4 0,2 Tratamento das ligas de cobre heterogneos, HB 100-140 Torneamento externo longitudinal e P18* 270 0,25 0,12 0,23 Sv 0,2 facejamento com ferro cortante para cilindrar Sv > 0,2 182 0,3 ou facejar Tratamento de ligas de alumnio de fundio, t = 100-200 MPa, HB 65 e duralumnio, t = 300-400 MPa, HB 100 Torneamento externo longitudinal e P18* 0,12 0,28 485 0,25 Sv 0,2 facejamento com ferro cortante para cilindrar Sv > 0,2 328 0,5 ou facejar * - sem lquido refrigerante; ** - com lquido refrigerante Tipo de tratamento Notas: 1. Para tratamento interno (alisamento, abertura de ranhuras em furos, superfcies perfiladas internas) multiplicar velocidade de corte para tratamento externo por coeficiente de correco 0,9; 2. No caso de tratamento dos aos de construo, aos termoresistentes e aos de fundio com ferros cortantes de ao rpido sem lquido refrigerante multiplicar velocidade de corte por coeficiente de correco 0,8; 3. No caso de truncamento e abertura de ranhuras com ferros cortantes de liga dura T15K6 com lquido refrigerante dos aos de construo e de fundio multiplicar velocidade de corte por coeficiente de correco 1,4; 4. No caso de torneamento perfilado dum perfil profundo e complexo multiplicar velocidade de corte por coeficiente de correco 0,85; 5. No caso de tratamento com ferros cortantes de ao rpido dos ao depois de tratamento trmico multiplicar velocidade de corte por coeficiente de correco 0,95 depois de normalizao, 0,9 depois de recosimento e 0,8 depois de melhoramento; 6. O avano est apresentado em mm/volta.
35
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
18a. Coeficientes de correco de velocidade de corte em funo de parmetros do ferro cortante ngulo principal em plano, Coeficiente, v ngulo auxiliar em plano, 1 Coeficiente, 1v 1 0,97 0,94 0,91 0,87 Raio de bico do ferro cortante r, mm 1 2 3 5 Coeficiente, rv* 0,94 1 1,03 1,13 -
20 1,4 10 30 1,2 15 45 1 20 60 0,9 30 75 0,8 45 90 0,7 * - Para as ferramentas de liga dura Krv sempre igual a 1.
18b. Coeficiente de correco em funo das dimenses do cabo da ferramenta Kqv a*b Kqv 12*20;16*16 0,93 16*25; 20*20 0,97 20*30; 25*25 1,0 25*40; 30*30 1,04 30*45; 40*40 1,08
18c. Coeficiente de correco em funo do mtodo de tratamento Kmtv Mtodo de tratamento Torneamento longitudinal Facejamento Facejamento Facejamento Sangramento Entalhamento Entalhamento Razo d : D 0-0,4 0,5-0,7 0,8-1,0 0 0,5-0,7 0,8-0,95 Kmtv 1,0 1,24 1,18 1,04 1,0 0,96 0,84
19. Regimes de corte para o torneamento externo e alisamento de acabamento fino Material a trabalhar Material da parte cortante da ferramenta T30K4 Rugosidade pretendida Ra, m 0,63-1,25 Avano Sv, mm/v 0,060,12 Velocidade de corte V, m/min 250-300 150-200 120-170 150-200 120-150100-120 300-600 180-500
Ao t <650 MPa Ao t =650-800 MPa Ao t >800 MPa Ferro fundido HB=149-163 BK3 Ferro fundido HB=156-229 Ferro fundido HB=170-241 Ligas de alumnio e babbit Ligas de cobre Notas: 1. Profundidade de corte - 0,1-0,15 mm;
1,25-2,5 0,32-1,25 0,04-0,1 0,04-0,08
2. A passagem preliminar com profundidade de corte 0,4 mm melhora a forma geomtrica da superfcie; 3. O avano menor corresponde a rugosidade menor.
36
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
20. Regimes de corte para tornear aos temperados com ferramentas com pastilhas de liga dura Dureza HRC do material a trabalhar 46 49 51 53 56 59 Velocidade de corte V, m/min Torneamento externo longitudinal 0,2 157 135 116 107 83 76 66 48 32 0,3 140 118 100 92 70 66 54 39 25 0,4 125 104 88 78 60 66 45 33 0,5 116 95 79 71 53 0,6 108 88 73 64 48 Abertura de ranhura externa 0,05 3 131 110 95 83 70 61 54 46 38 0,08 4 89 75 65 56 47 41 37 31 25 0,12 6 65 55 47 41 35 30 37 23 18 0,16 8 51 43 37 32 27 23 0,2 12 43 36 31 27 23 20 Notas: 1. Multiplicar o valor tabelado da velocidade de corte por 1,15 para a profundidade de corte t mm; por 1,0 para t = 1-2 mm e por 0,91 para t = 2-3 mm; Avano Sv, mm/v Largura de ranhura 35 39 43 62
26 20 29 19 14 = 0,4-0,9
2. Multiplicar o valor tabelado da velocidade de corte por 1,0 para a rugosidade Rz = 10 m; por 0,9 para Ra = 2,5 m e por 0,7 para Ra = 1,25 m; 3. Multiplicar o valor tabelado da velocidade de corte por um coeficiente em funo da marca da liga dura Dureza do material a HRC 35-49 HRC 50-62 trabalhar Marca da liga dura T30K4 T15K6 BK6 BK8 BK4 BK6 BK8 Coeficiente de correco 1,25 1,0 0,85 0,83 1,0 0,92 0,74 o 4. Multiplicar o valor tabelado da velocidade de corte por 1,2 para o ngulo =30 ; por 1,0 para =45o; por 0,9 para =60o; por 0,8 para =75o e por 0,7 para =90o; 5. Multiplicar o valor tabelado da velocidade de corte por 0,9 no caso de tratamento sem lquido refrigerante. 22. Valores de coeficiente Cp e expoentes para calcular foras de corte para torneamento Material a Mat. Coeficientes e expoentes para calcular componentes de fora Tipo de trabalhar da tratamento tangencial Pz radial Py axial Px ferram xpz ypz npz Cpy xpy ypy npy Cpx xpx ypx Cpz enta
Ao de construo e de fundio, t=750 MPa Liga dura Torneamento externo longitudinal, transversal e alisamento Torneamento externo longitudinal com ferro com aresta adicion Sangramento e abertura de ranhuras Abertura de rosca Torneamento externo longitudinal, transversal e alisamento Sangramento e abertura de ranhuras Torneamento perfilado 3000 1,0 0,75 -0,15 2430 0,9 0,6 -0,3 3390 1,0 0,5
npx
-0,4
3840
0,9
0,9
-0,15
3550
0,6
0,8
-0,3
2410
1,05
0,2
-0,4
4080 1480 2000
0,72 1,0
0,8 1,7 0,75
0 0,71 0
1730 1250
0,73 0,9
0,67 0,75
0 0
670
1,2
0,65
Ao rpido
2470 2120
1,0 1,0
1,0 0,75
0 0
37
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Continuao da tabela 22
Material a trabalhar Ao termoresistente 12X18H9 T HB 141 Ferro fundido cinzento, HB 190 Mat. Tipo de da tratamento ferram enta Lida Torneamento dura externo longitudinal, transversal e alisamento Liga dura Torneamento externo longitudinal, transversal e alisamento Torneamento externo longitudinal com ferro com aresta adicion Abertura de rosca Sangramento e abertura de ranhura Torneamento externo longitudinal, transversal e alisamento Sangramento e abertura de ranhura Torneamento externo longitudinal, transversal e alisamento Sangramento e abertura de ranhura Torneamento externo longitudinal, transversal e alisamento Sangramento e abertura de ranhura
Cpz
2040
Coeficientes e expoentes para calcular componentes de fora tangencial Pz radial Py axial Px xpz ypz npz Cpy xpy ypy npy Cpx xpx ypx
1,0 0,75 0 -
npx
-
920
1,0
0,75
540
0,9
0,75
460
1,0
0,4
1230
1,0
0,85
610
0,6
0,5
240
1,05
0,2
1030 1580 810
1,0 1,0
1,8 1,0 0,75
0,82 0 0
430
0,9
0,75
380
1,0
0,4
Ferro fundido malevel HB 150
Ao rpido Liga dura
1390 550
1,0 1,0
1,0 0,66
0 0
Ao Ligas de rpicobre do heterogneos HB 150
750 400
1,0 1,0
1,0 0,75
0 0
Ligas de alumnio
500
1,0
1,0
38
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
23. Coeficientes de correco da fora de corte em funo de parmetros geomtricos da parte cortante da ferramenta Parmetros Coeficientes de correco Material da parte cortante da Nome Valor DesigValor do coeficiente para ferramenta nao fora fora fora Pz Py Px 30 1,08 1,3 0,78 Liga dura ngulo principal em plano em graus Kp 45 1,0 1,0 1,0 60 0,94 0,77 1,11 90 0,89 0,5 1,17 30 1,08 1,63 0,7 Ao rpido 45 1,0 1,0 1,0 60 0,98 0,71 1,27 90 1,08 0,44 1,82 -15 1,25 2,0 2,0 Liga dura ngulo de ataque em graus Kp 0 1,1 1,4 1,4 10 1,0 1,0 1,0 12-15 Ao rpido 1,15 1,6 1,7 1,0 1,0 1,0 20-25 ngulo de inclinao da aresta -5 1,0 0,75 1,07 Liga dura Kp 0 1,0 1,0 1,0 cortante em graus 5 1,0 1,25 0,85 15 1,0 1,7 0,65 1,0 1,0 1,0 Ao rpido Raio de bico r em mm Liga dura Krp 1,0 1,0 1,0 Ao rpido 1,0 0,5 0,87 0,66 1,0 0,93 0,82 2,0 1,0 1,0 3,0 1,04 1,14 4,0 1,1 1,33
39
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
6.3. TRATAMENTO DOS FUROS
25. Avanos Sv em mm/v para brocagem de ao, ferro fundido, ligas de cobre e alumnio com brocas de ao rpido Dimetro da Ao Ferro fundido, ligas de cobre broca D, e alumnio mm HB<160 160-240 240-300 HB>300 HB<=170 HB>170 2-4 0.09-0.13 0.08-0.1 0.06-0.07 0.04-0.06 0.12-0.18 0.09-0.12 4-6 0.13-0.19 0.1-0.15 0.07-0.11 0.06-0.09 0.18-0.27 0.12-0.18 6-8 0.19-0.26 0.15-0.2 0.11-0.14 0.09-0.12 0.27-0.36 0.18-0.24 8-10 0.26-0.32 0.2-0.25 0.14-0.17 0.12-0.15 0.36-0.45 0.24-0.31 10-12 0.32-0.36 0.25-0.28 0.17-0.2 0.15-0.17 0.45-0.55 0.31-0.35 12-16 0.36-0.43 0.28-0.33 0.2-0.23 0.17-0.2 0.55-0.66 0.35-0.41 16-20 0.43-0.49 0.33-0.38 0.23-0.27 0.2-0.23 0.66-0.76 0.41-0.47 20-25 0.49-0.58 0.38-0.43 0.27-0.32 0.23-0.26 0.76-0.89 0.47-0.54 25-30 0.58-0.62 0.43-0.48 0.32-0.35 0.26-0.29 0.89-0.96 0.54-0.6 30-40 0.62-0.78 0.48-0.58 0.35-0.42 0.29-0.35 0.96-1.19 0.6-0.71 40-50 0.78-0.89 0.58-0.66 0.42-0.48 0.35-0.4 1.19-1.36 0.71-0.81 Notas:. 1. Os avanos apresentados servem para brocagem dos furos com comprimento L 3D, com preciso 12 qualidade e sistema tecnolgico rgida; 2. Multiplicar o avano tabelado por um coeficiente: Kls = 0,9 para L = (35)D; Kls = 0,8 para L = (57)D; Kls = 0,75 para L = (710)D; L e D so dimenses do furo a trabalhar. 3. Multiplicar o avano tabelado por um coeficiente Ktps = 0,5 se o furo a seguir tem que ser mandrilado ou para abrir rosca; 4. Multiplicar o avano tabelado por um coeficiente Krss = 0,75 quando a rigidez do sistema tecnolgico mdia e por Krss = 0,5 quando a rigidez baixa; 5. Multiplicar o avano tabelado por um coeficiente Kmfs = 0,6 para as brocas com parte cortante de liga dura. 26. Avanos Sv em mm/v para alargamento dos furos com brocas ou alargadores de ao rpido e de liga dura Material a trabalhar 15 > 15 20 0,6-0,7 0,9-1,1 > 20 25 0,7-0,9 1-1,2 Dimetro do alargador D, mm > 25 > 30 > 35 30 35 40 0,8-1 0,9-1,1 0,9-1,2 1,1-1,3 1,2-1,5 1,4-1,7 > 40 50 1-1,3 1,6-2 > 50 60 1,1-1,3 1,8-2,2 > 60 80 1,2-1,5 2-2,4
Ao 0,5-0,6 Ferro fundido com 0,7-0,9 <=200 e ligas de cobre Ferro fundido com 0,5-0,6 0,6-0,7 0,7-0,8 0,8-0,9 0,9-1,1 1-1,2 1,2-1,4 1,3-1,5 1,4-1,5 >200 Notas: 1. Utilizar os avanos apresentados para o tratamento dos furos com preciso 12 qualidade; 2. Multiplicar o avano tabelado por um coeficiente Kmts = 0,7 quando h de receber o furo com 9-11 qualidade de preciso ou quando o furo a seguir tem que ser mandrilado ou para abrir rosca; 3. O avano para o tratamento dos furos cegos no deve superar 0,3-0,6 mm/v 27. Avanos Sv em mm/v para a mandrilagem de desbastamento dos furos com mandris de ao rpido Material a trabalhar 10 > 10 15 0,9 2,4 > 15 20 1 2,6 Dimetro do mandril D, mm > 20 > 25 > 30 > 35 25 30 35 40 1,1 1,2 1,3 1,4 2,7 3,1 3,2 3,4 > 40 50 1,5 3,8 > 50 60 1,7 4,3 > 60 80 2 5
Ao 0,8 Ferro fundido 2,2 com <=200 e ligas de cobre Ferro fundido, 1,7 1,9 2 2,2 2,4 2,6 2,7 3,1 3,4 3,8 >200 Notas: 1. Multiplicar o avano tabelado por um coeficiente Kmts =0,8 para mandrilagem de acabamento por uma passagem, com preciso de 9-11 qualidade e rugosidade Ra =3,2-6,3 m ou para polimento ou superacabamento posterior. Continuao na pgina seguinte.
40
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
2. Multiplicar o avano tabelado por um coeficiente Kmts =0,7 para mandrilagem de acabamento com preciso de 7 qualidade e rugosidade Ra = 0,4-0,8 m; 3. Multiplicar o avano tabelado por um coeficiente Kmts =0,7 para mandrilagem com mandril de liga dura; 4. Para mandrilagem dum furo cego o avano no deve ultrapassar 0,2-0,5 mm/v 28. Os valores do coeficiente Cv e expoentes para calcular a velocidade de corte para brocagem Material a trabalhar Material da parte cortante da ferramenta 65 Avano Sv em mm/v <=0.2 >0.2 <=0.3 >0.3 <=0.3 >0.3 <=0.3 >0.3 <=0.3 Coeficiente Cv e expoentes Cv 7.0 9.8 3.5 14.7 17.1 34.2 21,8 25,3 40,4 28,1 32,6 36,3 qv 0.4 0.4 0.5 0.25 0.25 0.45 0,25 0,25 0,45 0,25 0,25 0,25 yv 0.7 0.5 0.45 0.55 0.4 0.3 0,55 0,4 0,3 0,55 0,4 0,55 m 0.2 0.2 0.12 0.125 0.125 0.2 0,125 0,125 0,2 0,125 0,125 0,125 H Refrigerao
Ao de construo ao carbono, t =750 MPa Ao termoresistente 12189, 141 Ferro fundido cinzento, 190 Ferro fundido malevel, 150
No h H
8 65
8 No h H Ligas de cobre heterogneos, 100-140 Ligas de alumnio de 65 fundio, t =100-200 MPa, <=65; >0.3 40,7 0,25 0,4 0,125 Duralumnios, <=100 Nota. 1. Para as brocas de ao rpido os dados servem para a afiao dupla do bico e dique afiado. Para as brocas de ao rpido com afiao simples a velocidade calculada h de multiplicar por um coeficiente Kav 0,75. 2. Para brocagem o expoente xv = 0. 29. Os valores do coeficiente Cv e expoentes para calcular a velocidade de corte para broqueamento, alargamento e mandrilagem Material a trabalhar Tipo de tratamento Material da parte cortante 65 8 65 156 65 156 156 65 8 65 8 65 8 65 8 65 8 65 8 Cv 16,2 10,8 16,3 18 10,5 100,6 10 14 23,4 56,9 18,8 105 15,6 109 34,7 77,4 27,9 143 23,2 148 Coeficiente e expoentes qv 0,4 0,6 0,3 0,6 0,3 0,3 0,6 0,4 0,25 0,5 0,2 0,4 0,2 0,2 0,25 0,5 0,2 0,4 0,2 0,2 xv 0,2 0,2 0,2 0,2 0,2 0 0,3 0,75 0,1 0,15 0,1 0,15 0,1 0 0,1 0,15 0,1 0,15 0,1 0 yv 0,5 0,3 0,5 0,3 0,65 0,65 0,6 1,05 0,4 0,45 0,4 0,45 0,5 0,5 0,4 0,45 0,4 0,45 0,5 0,5 m 0,2 0,25 0,3 0,25 0,4 0,4 0,45 0,85 0,125 0,4 0,125 0,4 0,3 0,45 0,125 0,4 0,125 0,4 0,3 0,45 Refrigerao
Ao de construo ao carbono, t = 750 MPa
Ao de construo temperado, t =16001800, HRC 49-54 Fero fundido cinzento, 190
Ferro fundido malevel, 150
Broqueamento Alargamento Mandrilagem Alargamento Mandril. Broqueamento Alargamento Mandrilagem Broqueamento Alargamento Mandrilagem
No h
No h
41
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
30. Durao mdia de brocas, alargadores e mandris Ferramenta Broca Material a trabalhar Ao de construo ao carbono e com liga Ao resistente a corroso Ferro fundido, ligas de cobre e de alumnio Ao de construo ao carbono e com liga, ferro fundido Ao de construo ao carbono e com liga Ferro fundido cinzento e malevel Material da parte cortante Ao rpido Liga dura Ao rpido Ao rpido Liga dura Ao rpido e liga dura Ao rpido Liga dura Ao rpido Liga dura Durao T em min para ferramenta com dimetro 611- 21- 31- 41- 51- 615 10 20 30 40 50 60 80 15 25 45 50 70 90 110 8 15 20 25 35 45 6 8 15 25 20 15 35 25 25 20 60 45 30 40 30 60 45 75 50 40 80 50 120 75 105 70 50 80 70 120 105 140 90 60 120 90 180 135 170 80 120 110 180 165 100 120 140 180 210
Alargador Mandril
31. Coeficiente de correco da velocidade de corte Klv em funo do comprimento do furo Parmetro Brocagem Broqueamento, alargamento, mandrilagem 1
Comprimento do furo a trabalhar Coeficiente, Klv
3D 1
4D 0,85
5D 0,75
6D 0,7
8D 0,6
32. Valores dos coeficientes e expoentes para calcular torque e fora axial para brocagem, broqueamento e alargamento Material Coeficientes e expoentes para calcular Material a trabalhar Mtodo de da ferratratamento torque fora axial menta Cm qm xm ym Cp qp xp yp 0,345 2,0 0 0,8 680 1,0 0 0,7 Ao de construo ao Brocagem Ao 0,9 1,0 0,9 0,8 670 0 1,2 0,65 rpido Broqueamento e carbono, t=750 MPa alargamento 0,41 2,0 0 0,7 1430 1,0 0 0,7 Ao termoresistente Brocagem 1,06 1,0 0,9 0,8 140 0 1,2 0,65 12X18H9T, HB 141 Broqueamento e alargamento 0,12 2,2 0 0,8 420 1,2 0 0,75 Ferro fundido Brocagem Liga 1,96 0,85 0,8 0,7 460 0 1,0 0,4 cinzento, HB 190 dura Broqueamento e alargamento 0,21 2,0 0 0,8 427 1,0 0 0,8 Brocagem Ao 0,85 1 0,75 0,8 235 0 1,2 0,4 rpido Broqueamento e alargamento 0,21 2,0 0 0,8 433 1,0 0 0,8 Ferro fundido Brocagem 0,1 2,2 0 0,8 328 1,2 0 0,75 Liga malevel, HB 150 1,7 0,85 0,8 0,7 380 0 1,0 0,4 Broqueamento e dura alargamento 0,12 2,0 0 0,8 315 1,0 0 0,8 Ligas de cobre Brocagem Ao 0,31 0,85 0 0,8 172 0 1,0 0,4 heterogneos, HB 120 rpido Broqueamento e alargamento 0,05 2,0 0 0,8 98 1,0 0 0,7 Ligas de alumnio Brocagem Nota. Os valores das foras axiais para brocagem servem para brocas com dique afiado. Para as brocas com dique no afiado h de multiplicar a fora calculada por coeficiente Kap = 1,33.
42
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
6.4. FRESAGEM
33. Avanos para fresagem com fresas frontais, cilndricas (com furo) e de disco com pastilhas de liga dura Ao Ferro fundido e ligas de cobre Potncia da mquina-ferramenta Avano Sz em mm/dente para liga dura em kW T15K6 T5K10 BK6 BK8 5-10 0,09-0,18 0,12-0,18 0,14-0,24 0,2-0,29 > 10 0,12-0,18 0,16-0,24 0,18-0,28 0,25-0,38 Notas: 1. Para as fresas cilndricas com largura de fresagem B > 30 mm diminuir o avano em 30%; 2. Para fresagem de ranhuras com fresas de disco diminuir o avano a 2 vezes; 3. Com avanos apresentados na tabela garante-se a rugosidade da superfcie trabalhada Ra = 0,8-1,6 m. 34. Avanos para fresagem com fresas frontais, cilndricas (com furo central) e de disco de ao rpido Fresas frontais e de disco Fresas cilndricas Avano Sz em mm/dente para trabalhar ao de ferro fundido e ao de ferro fundido e construo ligas de cobre construo ligas de cobre Fresas com dentes grossas e fresas com dentes embutidas > 10 Elevada 0,2-0,3 0,4-0,6 0,4-0,6 0,6-0,8 Mdia 0,15-0,25 0,3-0,5 0,3-0,4 0,4-0,6 Baixa 0,1-0,15 0,2-0,3 0,2-0,3 0,25-0,4 5 10 Elevada 0,12-0,2 0,3-0,5 0,25-0,4 0,3-0,5 Mdia 0,08-0,15 0,2-0,4 0,12-0,2 -,2-0,3 Baixa 0,06-0,1 0,15-0,25 0,1-0,15 0,12-0,2 Mdia 0,06-0,07 0,15-0,3 0,08-0,12 0,1-0,18 5 Baixa 0,04-0,06 0,1-0,2 0,06-0,1 0,08-0,15 Fresas com dentes finas 5 10 Elevada 0,08-0,12 0,2-0,35 0,1-0,15 0,12-0,2 Mdia 0,06-0,1 0,15-0,3 0,06-0,1 0,1-0,15 Baixa 0,04-0,08 0,1-0,2 0,06-0,08 0,08-0,12 Mdia 0,04-0,06 0,12-0,2 0,05-0,08 0,06-0,12 5 Baixa 0,03-0,05 0,08-015 0,03-0,06 0,05-0,1 Notas: 1. Os valores maiores tomar para as profundidades e larguras de fresagem menores, os valores menores para as profundidades e larguras de fresagem maiores; 2. Para fresagem de aos termoresistentes e resistentes a corroso o avano no deve ultrapassar 0,3 mm/dente. 35. Avanos para fresagem dos planos e banquetas das peas de ao com fresas de cabo (com parte cortante cilndrica) de liga dura Potncia da mquina em kW Rigidez do sistema tecnolgico Tipo de elementos de liga dura Coroa Pastilhas helicoidais Dimetro da fresa D, mm 10-12 14-16 18-22 20 25 30 40 50 60 Fresagem de desbastamento Avano Sz em mm/dente para a profundidade de corte t, mm 1-3 0,01-0,03 0,02-0,06 0,04-0,07 0,06-0,1 0,08-0,12 0,1-0,15 0,1-0,18 0,1-0,2 0,12-0,2 5 8 12 20 0,04-0,07 0,05-0,09 0,06-0,1 30 0,05-0,08 0,06-0,1 40 0,05-0,06 0,06-0,08
Dimetro da fresa D, 10-16 mm Avano Sv em mm/volta 0,02-0,06 0,06-0,12 0,12-0,24 0,3-0,6 Notas: 1. Aumentar os avanos em 30-40% para fresagem de desbastamento das peas de ferro fundido.
0,02-0,04 0,03-0,05 0,02-0,04 0,05-0,08 0,03-0,05 0,06-0,1 0,05-0,1 0,05-0,08 0,08-0,12 0,06-0,1 0,05-0,09 0,08-0,13 0,06-0,11 0,05-0,1 0,1-0,15 0,08-0,12 0,06-0,1 0,1-0,16 0,1-0,12 0,08-0,12 Fresagem de acabamento 20--22 25-35 40-60
43
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
2. Para a fresagem de acabamento das peas de ferro fundido utilizar os mesmos avanos que para acabamento dos aos. Continuao na pgina seguinte. 3. Os valores maiores dos avanos para desbastamento tomar para as pequenas larguras de fresagem e sistemas tecnolgicos rgidos, os valores menores para as larguras grandes e rigidez baixa. 4. Os avanos apresentados para a fresagem de acabamento garantem a rugosidade Ra =0,8-1,6 m. 36. Avanos para fresagem das peas de aos com fresas diversas de ao rpido Dim. da fresa D, mm 16 20 25 35 Angulares e perfiladas De cabo Angulares e perfiladas Para abrir ranhuras De cabo Angulares e perfiladas Para abrir ranhuras Angulares e perfiladas Para abrir ranhuras Para sangrar (cortar) Angulares e perfiladas Para abrir ranhuras Para sangrar (cortar) 90 Angulares e perfiladas Para sangrar (cortar) Para sangrar (cortar) Tipo da fresa 3 De cabo 0,080,05 0,10,06 0,120,07 0,160,1 0,080,04 0,20,12 0,090,05 0,0090,005 0,250,15 0,10,06 0,010,006 0,10,06 0,0130,008 0,120,08 0,120,08 Avano Sz em mm/dente para profundidade de corte t, mm 5 6 8 10 12 15 20 0,060,05 0,070,04 0,090,05 0,120,07 0,070,05 0,140,08 0,070,05 0,0070,003 0,150,1 0,080,05 0,0080,004 0,080,05 0,010,005 0,10,06 0,0150,005 0,120,05 0,080,04 0,10,05 0,060,04 0,120,07 0,060,03 0,010,007 0,130,08 0,070,04 0,0120,008 0,070,04 0,0150,01 0,0250,015 0,090,05 0,0250,01 0,030,015 0,110,05 0,030,02 0,030,025 0,080,05 0,060,03 0,10,07 0,060,03 0,0120,008 0,060,04 0,0150,01 0,0220,012 0,070,05 0,0220,01 0,0270,012 0,10,05 0,0280,016 0,030,02 0,050,03 0,0150,01 0,020,01 0,060,04 0,020,01 0,0250,01 0,090,04 0,0270,015 0,030,02 0,060,03 0,0170,008 0,0220,01 0,080,04 0,0230,015 0,0250,02 0,0150,007 0,020,01 0,070,03 0,0220,012 0,0250,02 0,050,03 0,0230,013 0,0250,015 30 -
40
50
60
75
110 150-200
0,03- 0,028- 0,020,02 0,016 0,01 Notas: 1. Para fresar ferro fundido, ligas de cobre e alumnio diminuir o avano em 30-40%; 2. Para as fresas perfiladas com perfil brusco ou cncavo diminuir o avano em 40%; 3. Para as fresas de truncar e abrir ranhuras com dentes finos os avanos esto apresentados para profundidade de corte at 5 mm, com dentes grossos para profundidade mais de 5 mm.
44
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
37. Avanos Sv em mm/v em funo de rugosidade para fresar os planos e banquetas com fresas frontais, de disco e fresas cilndricas com furo central Parmetro Fresas frontais e de disco Fresas cilndricas com furo central de ao rpido com dimetro D em de com dentes embutidos mm, em funo do material a trabalhar rugosidade Ao de construo ao carbono e Ferro fundido, ligas de cobre e Ra , m com liga alumnio De liga De ao dura rpido 40-70 90-130 150-200 40-75 90-130 150-200 6,3 1,2-2,7 3,2 0,5-1 0,5-1,2 1-2,7 1,7-3,8 2,3-5 1-2,3 1,4-3 1,9-3,7 1,6 0,4-0,6 0,23-0,5 0,6-1,5 1-2,1 1,3-2,8 0,6-1,3 0,8-1,7 1,1-2,1 0,8 0,2-0,3 0,4 0,15 38. Avanos para abrir ranhura com fresa para ranhuras para chavetas prismticas (z=2) de ao rpido Fresagem nas fresadoras verticais por um passo Dimetro Fresagem nas fresadoras para abrir da fresa D, ranhuras para chavetas com avano de Avano axial de Avano longitudinal para mm pndula e com profundidade de corte aprofundamento da fresa fresagem de ranhura num passo duplo Profundidade de Avano Sz em mm/dente corte t, mm 6 0,1 0,006 0,02 0,3 8 0,12 0,007 0,022 10 0,16 0,008 0,024 12 0,18 0,009 0,026 16 0,25 0,01 0,028 0,4 18 0,28 0,011 0,03 20 0,31 0,011 0,032 24 0,38 0,012 0,036 28 0,45 0,014 0,037 0,5 32 0,5 0,015 0,037 36 0,55 0,016 0,038 40 0,65 0,016 0,038 Nota. Os avanos esto apresentados para o tratamento dos aos de construo com r 750 MPa. Para o tratamento dos aos de maior resistncia h de diminuir o avano em 20-40%. 39. Valores do coeficiente Cv e expoentes para calcular velocidade de corte para fresagem Material Tipo de Parmetros da Coeficiente e expoentes para calcular a Tipo de fresa parte superfcie camada a cortar velocidade de corte cortante trabalhada B t Sz Cv qv xv yv uv pv m Tratamento do ao de construo ao carbono, r= 750 MPa 332 0,2 0,1 0,4 0,2 0 0,2 Frontal T15K6* Plano ** 64,7 0,25 0,1 0,2 0,15 0 0,2 0,1 P6M5 Cilndrica com furo central T15K6*
35 35 > 35 > 35 2 >2 2 >2 > 0,1 0,1 > 0,1 0,12 > 0,12 41 390 443 616 700 55 35,4 1340 740 1825 690 75,5 48,5 68,5 145 234 0,25 0,17 0,17 0,17 0,17 0,45 0,45 0,2 0,2 0,2 0,2 0,25 0,25 0,25 0,44 0,44 0,1 0,19 0,38 0,19 0,38 0,3 0,3 0,4 0,4 0,3 0,3 0,3 0,3 0,3 0,24 0,24 0,4 0,28 0,28 0,28 0,28 0,2 0,4 0,12 0,4 0,12 0,4 0,2 0,4 0,2 0,26 0,26 0,15 -0,05 -0,05 0,08 0,08 0,1 0,1 0 0 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0 0,1 0,1 0,1 0,1 0,1 0,1 0 0 0 0 0,1 0,1 0,1 0,13 0,13
P6M5** De disco com dentes embutidos T15K6* Plano ou banqueta Ranhura Plano, banqueta, ranhura
0,2 0,33 0,33 0,33 0,33 0,33 0,33 0,35 0,35 0,35 0,35 0,2 0,2 0,2 0,37 0,37
P6M5** De disco inteiro De cabo com coroas De cabo com pastilhas soldadas P6M5** T15K6*
0,06 > 0,06 0,1 > 0,1 -
45
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Tipo de fresa De cabo inteiras Para fendas ou sangramento Perfilada com perfil convexo Angular ou perfilada com perfil cncavo De chaveta Frontal Cilndrica c/ furo De cabo Frontal Cilndrica com furo central
Material parte cortante
Tipo de superfcie trabalhada
P6M5** P6M5**
Parmetros da camada a cortar B t Sz
-
Coeficiente e expoentes para calcular a velocidade de corte Cv qv xv yv uv pv m
46,7 53 53 44 0,45 0,25 0,45 0,45 0,5 0,3 0,3 0,3 0,5 0,2 0,2 0,2 0,1 0,2 0,1 0,1 0,1 0,1 0,1 0,1 0,33 0,2 0,33 0,33
Mesmos Fenda ou sangram. Perfilada convexa
Ranhura angular ou perfilada Ranhura de chaveta
12
0,3
0,3
0,25
0,26
BK8* P6M5**
Tratamento de ao termoresistente 12X18H9T 108 0,2 0,06 Plano
49,6 44 0,15 0,29 0,2 0,3 22,5 0,35 0,21 Plano ou banqueta Tratamento do ferro fundido cinzento, HB 190 445 0,2 0,15 Plano 2,5 2,5 > 2,5 > 2,5 0,2 > 0,2 0,2 > 0,2 0,15 > 0,15 42 923 588 1180 750 57,6 27 85 0,2 0,37 0,37 0,37 0,37 0,7 0,7 0,2 0,1 0,13 0,13 0,4 0,4 0,5 0,5 0,5
0,3 0,3 0,34 0,48
0,2 0,2 0,1 0,03
0 0,1 0,1 0,1
0,32 0,14 0,24 0,27
BK6* P6M5** BK6*
0,35 0,4 0,19 0,47 0,19 0,47 0,2 0,6 0,4 0,4 0,2 0,4
0,2 0,1 0,23 0,23 0,23 0,23 0,3 0,3 0,1 0,1 0,3 0,2
0 0,1 0,14 0,14 0,14 0,14 0,3 0,3 0,1 0,1 0,3 0,1
0,32 0,15 0,42 0,42 0,42 0,42 0,25 0,25 0,15 0,15 0,25 0,15
P6M5** De disco com dentes embutidos De disco inteira De cabo (parte cort. cilndrica) Para fendas ou sangramento Frontal BK6* P6M5 Cilndrica c/furo De disco com dentes embutidos De disco inteira De cabo (parte cort. cilndrica) Para fendas ou sangramento Frontal Cilndrica c/furo De disco com dentes embutidos De disco inteiro De cabo (parte cort. cilndrica) Para fendas ou sangramento Plano, banqueta, ranhura Plano ou banqueta Fenda ou sangram.
Plano, banqueta, 72 0,2 0,5 ranhura 72 0,7 0,5 Plano ou banqueta 30 0,2 0,5 Fenda ou sangram. Tratamento do ferro fundido malevel, HB 150 994 0,22 0,17 0,18 Plano
> 0,18 0,1 > 0,1 0,1 > 0,1 0,1 > 0,1 695 90,5 57,4 77 49,5 105,8 68 0,22 0,25 0,25 0,45 0,45 0,25 0,25
Plano, banqueta, 98,5 0,25 0,3 ranhura 68,5 0,45 0,3 Plano ou banqueta 74 0,25 0,3 Fenda ou sangram. Tratamento de ligas de cobre heterogneos, HB 100-140 136 0,25 0,1 0,1 Plano P6M5
> 0,1 0,1 > 0,1 0,1 > 0,1 86,2 115,5 74,3 158,5 102 144 103 111,3 0,25 0,45 0,45 0,25 0,25 0,1 0,3 0,3 0,3 0,3
0,17 0,1 0,1 0,3 0,3 0,3 0,3
0,1 0,32 0,2 0,4 0,2 0,4 0,2 0,4 0,2 0,2 0,2
0,22 0,22 0,15 0,15 0,1 0,1 0,1 0,1 0,1 0,1 0,2
0 0 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1
0,33 0,33 0,2 0,2 0,33 0,33 0,2 0,2 0,2 0,33 0,2
0,2 0,4 0,2 0,4 0,2 0,4 0,2 0,2 0,2
0,15 0,15 0,1 0,1 0,1 0,1 0,1 0,1 0,2
0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1
0,2 0,2 0,33 0,33 0,2 0,2 0,2 0,33 0,2
0,25 0,45 0,25
0,3 0,3 0,3
46
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Parmetros da Coeficiente e expoentes para calcular a camada a cortar velocidade de corte B t Sz Cv qv xv yv uv pv m Tratamento de ligas de alumnio de fundio, r=100-200 MPa, HB 65 ou duralumnio, r=300-400 MPa, HB 100 245 0,25 0,1 0,2 0,15 0,1 0,2 0,1 Frontal Plano P6M5 Cilndrica c/furo
> 0,1 0,1 > 0,1 0,1 > 0,1 155 208 133,5 285 183,4 0,25 0,45 0,45 0,25 0,25 0,1 0,3 0,3 0,3 0,3 0,4 0,2 0,4 0,2 0,4 0,15 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,2 0,33 0,33 0,2 0,2
Tipo de fresa
Material parte cortante
Tipo de superfcie trabalhada
De disco com Plano, dentes embutidos banqueta, 259 0,25 0,3 0,2 0,1 0,1 0,2 ranhura De disco inteira 185,5 0,45 0,3 0,2 0,1 0,1 0,33 De cabo (parte Plano ou cort. cilndrica) banqueta 200 0,25 0,3 0,2 0,2 0,1 0,2 Para fendas ou Fenda ou sangramento sangram. * - sem lquido refrigerante; ** - com lquido refrigerante. Nota. A velocidade de corte para fresas frontais calculada pelos dados tabelados serve para ngulo em plano principal = 60o. Para outro valor do ngulo h de multiplicar a velocidade calculada por coeficiente: para = 15o por 1,6; para = 30o por 1,25; para = 45o por 1,1; para = 75o por 0,93; para = 90o por 0,87. 40. Durao mdia T das fresas Tipo de fresa 20 Frontal Cilndrica com furo com dentes embutidos ou inteira com dentes grossos Cilndrica com dentes finos De disco De cabo Para fendas e sangramento Perfiladas e angulares 25 Durao T em min para fresas com dimetro, mm 40 60 75 90 110 150 200 250 120 180 240 180 240 120 90 90 120 45 120 180 60 75 180 120 180 120 150 150 180 180 240 300 300 400 400
80
41. Valores de coeficiente Cp e expoentes para calcular fora tangencial Pz para fresagem Coeficiente e expoentes Material da parte cortante Cp xp yp up Tratamento de ao de construo ao carbono, r=750 MPa Frontal Liga dura 8250 1,0 0,75 1,1 Ao rpido 825 0,95 0,8 1,1 Cilndrica com furo central Liga dura 1010 0,88 0,75 1,0 Ao rpido 682 0,86 0,72 1,0 De disco, para fendas e Liga dura 2610 0,9 0,8 1,1 sangramento (corte) Ao rpido 682 0,86 0,72 1,0 De cabo (parte cortante Liga dura 125 0,85 0,75 1,0 cilndrica) Ao rpido 682 0,86 0,72 1,0 Perfiladas e angulares Ao rpido 470 0,86 0,72 1,0 Tratamento de ao termoresistente 12X18H9T, HB 141 Frontal Liga dura 2180 0,92 0,78 1,0 De cabo (p. cort. cilndrica) Ao rpido 820 0,72 0,6 1,0 Tratamento de ferro fundido cinzento, HB 190 Frontal Liga dura 545 0,9 0,74 1,0 Ao rpido 500 0,9 0,72 1,14 Cilndrica com furo central Liga dura 580 0,9 0,8 1,0 Ao rpido 300 0,83 0,65 1,0 De disco, de cabo, para fendas Ao rpido 300 0,83 0,65 1,0 ou sangramento (corte) Tipo de fresa qp 1,3 1,1 0,87 0,86 1,1 0,86 0,73 0,86 0,86 1,15 0,86 1,0 1,14 0,9 0,83 0,83 wp 0,2 0 0 0 0,1 0 -0,13 0 0 0 0 0 0 0 0 0
47
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Tipo de fresa
Material da parte cortante
Coeficiente e expoentes Cp xp yp up 1,1 1,1 1,0 qp 1,3 1,1 0,86 wp 0,2 0 0
Frontal Cilndrica, de disco, de cabo, para fendas ou sangramento
Tratamento de ferro fundido malevel, HB 150 Liga dura 4910 1,0 0,75 Ao rpido Ao rpido 500 300 0,95 0,86 0,8 0,72
Tratamento de ligas de cobre heterogneos, HB 100-140 Cilndrica, de disco, de cabo, Ao rpido 226 0,86 0,72 1,0 para fendas ou sangramento
0,86
Notas: 1. A fora tangencial Pz para fresagem de ligas de alumnio calcula-se atravs de dados para ao de construo ao carbono e o resultado multiplica-se por coeficiente 0,25; 2. A fora tangencial Pz calculada atravs de dados da tabela serve para as fresas sem desgaste. Com aumento do desgaste at um valor admissvel a fora calculada multiplica-se por coeficiente Kdf: para tratamento de ao macio (r<600 MPa) Kdp=1,75-1,9; em todos os outros casos Kdf=1,2-1,4. 42. Relaes dos componentes da fora de corte para fresagem Tipo de fresagem Ph : Pz Pv : Pz Py : Pz Px : Pz Fresas cilndricas, de disco, de cabo*, angulares e perfiladas Contra o avano 1,1-1,2 0-0,25 0,4-0,6 (0,2-0,4)tg Em avano -(0,8-0,9) 0,7-0,9 Fresas frontais e de cabo** Simtrico 0,3-0,4 0,85-0,95 1,0 0,5-0,55 Assimtrico, contra o avano 0,6-0,8 0,6-0,7 Assimtrico em avano 0,2-0,3 0,9 *- fresa corte com parte cilndrica (como fresa cilndrica); ** - fresa corte com topo (como fresa frontal).
6.5. SANGRAMENTO
43. Avano para corte dos metais com serras de disco, de fita e com discos abrasivos Material a cortar Avano Sz em mm/dente para serra de disco Avano Sm em mm/min para serra de fita disco abrasivo
Ao, r, MPa: 0,08-0,15 400 50 0,05-0,11 400-600 0,04-0,07 > 600 135-150 Ferro fundido 90 Bronze 0,08-0,2 110 Lato 140 Notas: 1. Para as serras de disco os avanos esto apresentados para o caso quando a relao b/p = 10 (onde b a largura da pea ao longo do corte e p o passo circular entre os dentes da serra). Para as outras relaes b/p o avano tabelado multiplicar por um coeficiente Kbp: Relao b/p 6 8 10 13 Coeficiente Kbp 1,5 1,25 1 0,8 2. Os valores maiores dos avanos para as serras de disco tomar para as mquinas de maior potncia. 17 0,6
48
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
44. Velocidade de corte dos metais V em m/min com serras de disco, de fita, serrotes e discos abrasivos Material a trabalhar Serras de disco de ao rpido Ao de construo com r , MPa: < 400 400-600 > 600 Ao para ferramentas Ao de fundio Ao termoresistente e resistente a corroso Ferro fundido com <=200 HB>200 ao ao carbono Serrotes mecnicas de ao rpido ao ao carbono Serras de fita
26-30 18-26 16-22 11-14 14-18 8-12
18-20 16-18 12-16 8-10 10-16 8-10
38-42 25-36 12-21 12-14 -
28-30 20-25 10-15 9-10 -
16-20 10-15 6-12 4-8 -
10-12 12-13
8-9 8-9
18-28 12-14 25-28 18-21 25-36
15-20 9-10 18-20 14-15 20-25
9-12 5-8 15-30 15-30 15-40
Bronze: 100-200 60-160 r <=300 100-200 60-160 r >300 Lato 100-200 60-160 Nota. A velocidade de corte com discos abrasivos de 50-70 m/s
6.6. ABERTURA DE ROSCA
45. Nmero dos passos de trabalho para abrir rosca mtrica e trapezoidal com ferros cortantes com pastilhas de liga dura Ao de constrio ao carbono e com liga Ferro fundido e liga de cobre Passo da rosca P Rosca externa em mm mtrica trapezoidal mtrica trapezoidal Nmero dos passos de trabalho para desbast. acabam. desbast. acabam. desbast. acabam. desbast. acabam. 1,5 3 2 3 2 3 5 5 3 3 4 3 2 2 4 6 6 3 4 5 3 5 7 7 4 4 6 3 6 8 8 4 5 7 4 8 10 5 9 4 10 12 6 10 5 12 14 6 12 5 16 18 6 14 5 Notas: 1. Os nmeros dos passos de trabalho esto apresentados para as roscas de preciso mdia. Para as roscas de alta preciso o nmero dos passos de trabalho para acabamento se aumenta. 2. Para abertura das roscas mtricas internas o nmero dos passos de trabalho para desbastamento se aumenta em 1 passo. 3. Para abertura das roscas mtricas nas peas de ao termoresistente 12X18H9T o nmero dos passos de trabalho se aumenta em 30% e de ao temperado a 2-3 vezes.
49
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
46. Nmero dos passos de trabalho para abrir rosca mtrica e trapezoidal com ferros cortantes de ao rpido Ao de construo ao carbono Ao de construo com liga e Ferro fundido e ligas de cobre Passo de aos de fundio rosca P em mm Nmero dos passos de trabalho para desbastam. acabamento desbastam. acabamento desbastam. acabamento Rosca mtrica externa de aperto de uma entrada 1,25-1,5 4 2 5 3 4 2 1,75 5 3 6 4 5 3 2-3 6 3 7 4 5 3,5-4,5 7 9 4 5 6 5-5,5 8 10 4 6 9 12 4 Rosca externa trapezoidal de uma entrada 4 10 7 12 8 8 6 6 12 9 14 10 9 7 8 14 9 17 10 11 7 10 18 22 14 12 21 25 17 10 12 8 16 28 33 22 20 35 42 28 Notas: 1. Os nmeros dos passos de trabalho esto apresentados para as roscas de preciso mdia. Para as roscas de alta preciso alem dos passos indicados na tabela h de fazer mais 2-3 passos sem penetrao com velocidade de corte 4 m/min. 2. Para abertura de roscas de muitas entradas o nmero de passos de trabalho se aumenta em 1-2 passos para cada entrada de rosca. 3. Para abertura de roscas internas o nmero dos passos de trabalho se aumenta: para desbastamento em 20-25%; para acabamento de roscas mtricas e roscas trapezoidais com passo at 8 mm - em 1 passo; para roscas trapezoidais com passo maior de 8 mm em 2 passos. 48. Avanos Sz em mm/dente para abertura de rosca com fresa de pente Dimetro da rosca a abrir, mm Material a trabalhar 30 > 30 50 Sz em mm/dente para o passo P, mm 1 >12 > 2 3,5 1 >12 Ao: 0,03-0,04 0,04-0,05 0,05-0,06 0,04-0,05 0,05-0,06 r 800 MPa 0,02-0,03 0,02-0,03 0,03-0,04 0,03-0,04 0,03-0,04 r >800 MPa Ferro fundido: cinzento 0,05-0,06 0,06-0,07 0,07-0,08 0,06-0,07 0,07-0,08 malevel 0,04-0,05 0,05-0,06 0,06-0,07 0,05-0,06 0,06-0,07 Material a Dimetro da rosca a abrir, mm trabalhar > 76 > 50 76 Sz em mm/dente para rosca com passo P, mm 1 >12 >24 2 Ao: 0,05-0,06 0,06-0,07 0,07-0,08 0,07-0,08 r 800 MPa 0,03-0,04 0,04-0,05 0,05-0,06 0,04-0,05 r > 800 MPa Ferro fundido: cinzento 0,07-0,08 0,08-0,09 0,09-0,1 0,09-0,1 malevel 0,06-0,07 0,07-0,08 0,08-0,09 0,08-0,09 Notas: 1. Diminuir o avano em 25% para abrir roscas de preciso; 2. Para abrir rosca trapezoidal com fresa de disco tomar o avano Sz = 0,3-0,6 mm/dente.
>24 0,06-0,07 0,04-0,05 0,08-0,09 0,07-0,08
>24 0,08-0,09 0,05-0,06 0,1-0,12 0,08-0,09
50
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
49. Valores de coeficiente Cv e expoentes para calcular velocidade de corte para abrir rosca Material a trabalhar
Tipo de rosca e ferramenta
de aperto com ferro cortante Material da parte cortante Condies de corte Desbast. P 2 mm Desbast. P > 2 mm Acabam. Desbast. Acabamento -
Cv 244 14,8 30 41,8 32,6 47,8 2330
Coeficiente e expoentes xv yv qv 0,23 0,7 0,6 0,45 0,6 0,5 0,5 0,3 0,3 0,25 0,3 0,2 0 0,5 0 0 0 0 0 0 0
m 0,2 0,11 0,08 0,13 0,14 0,18 0,5
Durao mdia T em mim
T15K6
70 80
P6M5
trapezoidal com ferro cortante de aperto e trapezoidal, por corte de turbilho de aperto com macho: - de mquina - de porca; - automtico de porca de aperto com cassonete redondo de aperto com cabeote para abrir rosa de aperto com fresa de pente de aperto com ferro cortante de aperto com fresa de pente de aperto com fresa de pente de aperto com macho de porca
70 80
T15K6
Ao de construo ao carbono r=750 MPa
P6M5 9XC; 12 P6M5 BK6
64,8
53 41 2,7 7,4 198 83,
0,5
1,2
0,9
90 90
pentes redond. e tangenc.
1,2 0,3
1,2 0,4 0 0,4 0,5 1,2
0,5 0,5 0,33 0,33 1 0,9
120 100 70 200 200 90
Ferro fundido cinzento, HB 190 Ferro fundido malevel, HB 150
0,45
0 0,3
140 245 20 0
P6M5
2 0,5
Silumnio
Nota. A abertura de rosca se realiza com utilizao do lquido refrigerante recomendado para o mtodo de corte correspondente. 50. Coeficientes de correco da velocidade de corte e torque para machos, cassonetes e cabeotes para abrir roscas Material a trabalhar Coeficientes de correco da velocidade de corte em funo de Coeficiente de correco do torque, Kmp material a material da grau de qualidade da trabalhar ferramenta, Kfv rosca, Kqv Kmv 65 Ao ao carbono: r <600 MPa r =600-800 MPa Ao com liga: r < 700 MPa r =700-800 MPa Ferro fund. cinzento: <140 HB 140-180 HB>180
Ferro fundido malevel
9; 10; 12
de preciso
mdio
0,7 1 0,9 0,8 1 0,7 0,5 1,7
1,3 1 1 0,85 1 1,2 1,5 0,5
0,7
0,8
1-1,25
51
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
51. Os valores de coeficientes e expoentes para calcular foras e torque para abrir roscas Coeficientes e expoentes Material a trabalhar Tipo da ferramenta q Ao de construo ao Ferro cortante 1480 1,7 0 Macho: carbono, r =750 MPa - de mquina - de porca 0,27 1,4 - automtico de 0,041 1,7 porca 1,5 0,025 2 Cassonete 0,45 1,1 redondo Cabeote para 0,46 1,1 abrir rosca Ferro fundido Ferro cortante 1030 1,8 0 Macho de 0,13 1,5 1,4 mquina Silumnio Macho de porca 0,022 1,5 1,8
u 0,71
0,82 0 0
Pz =
Cp p i
u
K p;
M t = C M D q p y K p ; onde D, p, i so dimetro, passo e nmero de passos de
tratamento da rosca.
6.7. BROCHEAMENTO
52. Velocidade de corte V em m/min para brochas de ao rpido P6M5 Brocha Grupo da velocidade de corte cilndrica estrelada para chaveta e de outros tipos (veja Tab. 53) brocheamento externo I 8/6 8/3 10/7 4 II 7/5 7/4,5 8/6 3 III 6/4 6/3,5 7/5 2,5 IV 4/3 4/2,5 4/3,5 2 Notas: 1. Em numerador esto apresentados as velocidade de corte para Ra = 3,2-6,3 m e 8-9 grau de tolerncia, em denominador para Ra = 1,6 m e 7 grau de tolerncia e para brochas de outros tipos para Ra=0,40,8 m. 2. Para brocheamento de superfcies externas com tolerncia at 0,03 mm com seces de brochas perfiladas diminuir velocidade de corte at 4-5 m/min. 3. Para brochas de ao XB diminuir velocidade de corte tabelada em 25-30%. 53. Grupos da velocidade de corte para brocheamento de ao e ferro fundido Dureza HB Ao
ao carbono e automtica ao mangans e ao crmiovandio ao cromo ao cromomolibdnio ao cromosilcio e silciomangans ao cromomangans ao cromosilciomangans
156 > 156 - 187 > 187 197 > 197 229 > 229 269 > 269 321 Dureza HB
IV III II I I II
ao nquel
III III II II III
ao nquelcromo
II I I II III Ao
ao cromomangansmolibdnio
II II II III III
ao nquelmolibdnio
II III IV
ao cromomanganstitnio
II I I II III
ao nquelcromomolibdnio cinzento
II II III
Ferro fundido male -vel
156 >156 187 > 187 197 > 197 229 > 229 269 > 269 321
IV III III -
III II II II III
I II III
III III II III
II II -
III IV
I II II II -
I I -
52
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
54. Fora de corte especfica Pe em N para 1 mm de comprimento da aresta cortante da brocha Avano Sz em mm/dente HB 197 Ao ao carbono Material a trabalhar Ao com liga Fero fundido cinzento malevel HB 180 HB>180
HB 197
HB>229
0,01 65 71 85 76 85 91 55 75 63 0,02 95 105 125 126 136 158 81 89 73 0,03 123 136 161 157 169 186 104 115 94 0,04 143 158 187 184 198 218 121 134 109 0,06 177 195 232 238 255 282 151 166 134 0,08 213 235 280 280 302 335 180 200 164 0,1 247 273 325 328 354 390 207 236 192 0,12 285 315 375 378 407 450 243 286 220 0,14 324 357 425 423 457 505 273 303 250 0,16 360 398 472 471 510 560 305 336 276 0,18 395 436 520 525 565 625 334 370 302 0,2 427 473 562 576 620 685 360 402 326 0,22 456 503 600 620 667 738 385 427 249 0,25 495 545 650 680 730 810 421 465 376 0,3 564 615 730 785 845 933 476 522 431 Nota. Os valores das foras de corte esto apresentados para as condies normais de explorao: a) os ngulos de ataque e de incidncia so ptimas; b) o desgaste no ultrapassa o valor admissvel.
6.8. RECTIFICAO
55. Parmetros do regime de corte para rectificao e afiao das ferramentas Material a trabalhar Caractersticas do processo de corte
Velocidade do rebolo Vr,, m/s Velocidade da pea Vp , m/min Profundidade de corte t em mm Avano longitudinal Sl em mm/v Avano radial Sr em mm/volta
Rectificao externa circular Materiais de construo e aos para ferramentas
Com avano longitudinal, penetrao em cada passo: - desbastamento - acabamento Com avano longitudinal, penetrao em passo duplo Com avano radial: - desbastamento - acabamento
30-35
12-25 15-55 20-30 30-50 20-40
HB>229
198-229
198-229
0,01-0,025
0,005-0,015
(0,3-0,7)B (0,2-0,4)B (0,3-0,7)B 0,5-0,8 m/min
0,0025-0,075
0,015-0,05 -
0,001-0,005
Ligas duras Materiais de construo e aos para ferramentas
Com avano longitudinal: - desbastamento
20-30 10-20 0,0075-0,01 Rectificao interna circular 20-40 30-35 50-150
0,0025-0,005 0,00150,0025
Nas rectificadoras comuns: - desbastamento - acabamento Nas rectificadoras semiautomticas: - desbastamento - acabamento Nas rectificadoras semiautomticas: - desbastamento - acabamento
0,005-0,02
0,0025-0,01
(0,2-0,7)B
(0,25-0,4)B
(0,4-0,75)B (0,25-0,4)B
Ligas duras
10-25 15-30
20-30 25-50
0,005-0,01
0,005-0,0075
0,4-0,5* 0,2-0,4*
53
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Material a trabalhar
Caractersticas do processo de corte
Velocidade do rebolo Vr,, m/s
Velocidade da pea Vp , m/min
Profundidade de corte t em mm
Avano longitudinal Sl em mm/v
Avano radial Sr em mm/volta
Rectificao circular sem centros Materiais de construo e aos para ferramentas
Com avano longitudinal: - desbastamento, d 20 mm - desbastamento, d > 20 mm - acabamento Com avano radial: - desbastamento - acabamento
20-120 30-35 40-120
0,02-0,05 0,05-0,2
0,0025-0,01
0,5-3,8 m/min 1,2-2,0 m/min
0,0010,005
10-45 10-30 Rectificao plana com periferia do rebolo 20-60 40-60 30-35 0,0050,015 0,005-0,01
Materiais de construo e aos para ferramentas
Nas rectificadoras com mesa redonda: - desbastamento - acabamento Nas rectificadoras com mesa rectangular na produo em srie: - desbastamento - acabamento Nas rectificadoras com mesa rectangular para ferramentas: - desbastamento - acabamento
(0,3-0,6)B
(0,2-0,25)B
8-30 15-30 3-8
0,015-0,04
0,005-0,015
(0,4-0,7)B (0,2-0,3)B
1,0-2,0 m/min 1,0-1,5 m/min
0,05-0,15 0,01-0,015
Ligas duras
Nas rectificadoras com mesa rectangular para ferramentas: - desbastamento - acabamento Nas rectificadoras com mesa rectangular: - desbastamento - acabamento Nas rectificadoras com mesa redonda e avano vertical em cada volta da mesa: - desbastamento - acabamento Nas rectificadoras com mesa redonda em uma passagem: - desbastamento - acabamento
20-30 4-5 0,03-0,04 25-35 2-3 0,01-0,02 Rectificao plana com face do rebolo 4-12 2-3 25-30 10-40 0,015-0,04 0,005-0,01
0,5-1,0 m/min 0,3-0,4 m/min
Materiais de construo e aos para ferramentas
0,015-0,03 0,005 0,1-0,15 0,005
2-3
Afiao das ferramentas 0,02-0,04 mm/passo duplo 18-25 1,0-3,0 Afiao de acabamento 18-32 0,5-1,5 0,005-0,01 mm/passo duplo Acabamento com rebolo diamante 0,01 mm/passo duplo 15 1,0-1,5 Afiao de desbastamento 0,03 mm/passo duplo Ligas duras 20-25 1,5-2 Afiao de acabamento 0,01-0,02 mm/passo duplo 20-30 1,0-2,0 Acabamento com rebolo diamante 20-30 0,1-0,7 0,005-0,02 mm/passo duplo Notas: 1. B a largura do rebolo em mm; 2. O calculo da potncia de rectificao se faz atravs do avano longitudinal Sv em mm/volta. O avano longitudinal em m/min se recalcula pela formula: S d , Sv = m 1000 V p onde Sm o avano longitudinal em m/min; d o dimetro da superfcie trabalhada em mm; Vp a velocidade circular da pea a trabalhar em m/min Aos para ferramentas
Afiao de desbastamento
54
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
56. Valores de coeficiente e expoentes para calcular potncia de rectificao Material Parmetros do rebolo Coeficiente e expoentes Tipo de rectificao a GranuDureza CN rN xN yN qN trabalhar
losidade
zN
C1 0,14 0,8 0,8 0 0,2 1,0 C1 0,27 0,5 0,4 0,4 0,3 CM1-C1 0,36 0,35 0 AT CM1 0,3 0,35 FF CM1 0,81 0,55 1,0 0,7 0,3 Circular sem centros: C1-CT1 0,1 AN 0,85 0,6 0,7 0,5 - com avano CM2 0,075 0 longitudinal; CM1-C1 0,28 AT 0,6 0,6 0,5 0,5 CM1-C1 0,34 - com penetrao ATN CM1-C1 0,07 0,65 0,65 0 0,5 1,0 Plana com periferia do CM2 0,52 rebolo nas rectificadoras: 50 1,0 0,8 0,8 C1 0,59 AN - com mesa rectangular 0 0 CT2 0,68 40-50 M3-C1 0,53 0,8 0,65 0,7 - com mesa redonda AT 40-50 M3-CM1 0,7 0,7 0,5 0,5 Plana com face do M2 0,17*1 rebolo nas rectificadoras: 125 0,7 0 C1 0,39*1 AN 0,5 0 0 CT1 0,59*1 - com mesa rectangular 50-80 M1-CM2 1,9*2 0,5 0,6 50 M3 1,31*3 *2 M1-CM2 5,2 AT 50-80 0,3 0,25 0 0 0,3 - com mesa redonda M3 3,8*3 *2 50-80 CM1-CM2 4,0 0,4 0,4 0 0 0,45 FF 50 CM2 2,6*3 *1 Rebolos com ligante de baquelita; em outros casos ligante cermica; *2 Rebolo anelar; *3 Rebolo segmentar. Notas: 1. ATN ao temperado e no temperado; AT ao temperado; AN ao no temperado; FF ferro fendido. 2. Material abrasivo: electrocorndon - para trabalhar ao; carborundo para trabalhar ferro fundido. AN A potncia calcula-se de seguinte maneira: para rectificao com periferia do rebolo com avano longitudinal:
Externo circular: - com avano transversal em passo duplo; - com avano transversal em cada passo; - com penetrao Interno circular
40-50 ATN 50 40 50 40 40-50 25 40 25-40 25 40 25 40
CM1-CM2 CM2 CM1-C1
1,3 2,2 2,65
0,75 0,5 0,5
0,85 0,5 0,5
0,7 0,55 0,55
N c = C N V prN t xN SlyN d qN K N ;
para rectificao com periferia do rebolo com avano radial:
N c = C N V prN S ryN b zn d qN K N ;
para rectificao com face do rebolo:
N c = C N V prN t xN b z N K N
55
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
7. QUALIDADE DE TRATAMENTO
7.1. Preciso, rugosidade e profundidade da camada defeituosa a atingir economicamente Mtodo de tratamento Grau de Rugositolerncia dade Rz m 1. Laminagem a quente de preciso comum com o dimetro/espessura da pea ate' 25 mm 14-15 150-200 > 25 a 75 mm 14-15 150-200 > 75 a 150 mm 14-15 200-300 > 150 a 250 mm 14-15 300-350 2. Laminagem a quente de preciso elevada com o dimetro/espessura da pea ate' 25 mm 12-13 100-150 > 25 a 75 mm 12-13 100-150 > 75 a 150 mm 12-13 150-250 > 150 a 250 mm 12-13 250-300 3. Laminagem a frio de chapas 10-12 10-80 4. Trifilao a frio 11-12 20-80 5. Fundio em areia, moldao manual 16-17 100-500 6. Fundio em areia, moldao de mquina, modelo de madeira ou em molde de cimento, tijolo, etc. a) com dimenses da pea ate' 1250 mm - de ferro fundido 14-16 200-300 - de ao de fundio 14-16 150-200 - de liga no ferrosa 14-16 80-150 b) com dimenses de 1250 a 3150 mm - de ferro fundido 15-17 300-400 - de ao de fundio 15-17 200-300 7. Fundio em areia, moldao de maquina, modelo metlico ou em molde de macho a) com dimenses da pea ate' 1250 mm - de ferro fundido 12-14 150-200 - de ao de fundio 12-14 100-150 - de liga no ferrosa 12-14 40-100 b) com dimenses de 1250 a 3150 mm - de ferro fundido 12-16 200-300 - de ao de fundio 12-16 200-250 8. Fundio em molde metlico ou centrfuga - de ferro fundido 12-16 150-200 - de ao de fundio 12-16 100-150 - de liga no ferrosa 12-16 40-100 8. Fundio em molde de casca - de ferro fundido 12-14 60-80 - de ao de fundio 12-14 40-60 - de liga no ferrosa 12-14 20-40 10. Fundio em cera perdida - de ferro fundido 11-14 40-80 - de ao de fundio 11-14 20-60 - de liga no ferrosa 11-14 10-40 11. Fundio sob presso da liga no ferrosa 9-14 10-40 Camada defeituosa h, m 150-250 250-300 300-400 400-450 100-150 150-200 200-300 300-350 20-100 30-100 200-600
400-500 300-400 250-350 400-600 400-500
300-400 250-350 200-300 400-500 350-450 250-300 150-200 100-150 200-260 160-200 100-150 120-170 80-120 60-80 80-150
56
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
Continuao
Mtodo de tratamento 12. Forjadura a martelo ou a prensa com o dimetro da pea ate' 30 mm de 30 a 50 de 50 a 80 de 80 a 120 13. Estampagem a quente com massa da pea ate' 0,25 kg > 0,25 a 4 > 4 a 25 > 25 a 40 > 40 a 100 > 100 a 400 14. Estampagem com calibrao 15. Recalcamento a frio 16. Estampagem a frio 17. Torneamento, alisagem, fresagem, aplainamento, limagem de desbastamento de semiacabamento de acabamento de acabamento fino 18. Brocagem comum (valores menores para as dimenses menores 19. Brocagem profunda 20. Alargamento de desbastamento de acabamento 21. Mandrilagem de desbastamento de acabamento 22. Brocheamento de desbastamento de acabamento 23. Rectificao de desbastamento de acabamento de acabamento fino 24. Brunidura 25. Superacabamento 26. Esmerilhao de desbastamento de acabamento 27. Polimento Grau de tolerncia 16-17 16-17 16-17 16-17 12-14 12-14 12-14 12-14 12-14 12-14 10-14 9-12 9-14 12-14 11-12 10-11 8-9 11-12 11-12 12 10-11 9-10 6-8 8-9 6-8 9-10 7-8 5-6 5-6 5-6 1-4 Rugosidade Rz m 200-300 300-400 400-500 500-600 80-160 160-240 240-300 300-350 350-400 400-500 10-80 5-40 10-40 60-240 20-120 10-40 2-6 20-80 15-30 40-50 20-30 10-20 3-6 6-10 3-6 10-20 5-10 1,5-3,5 1-3 0,2-0,8 0,8-3 0,02-0,4 0,02-0,4 Camada defeituosa h, m 300-500 500-800 800-1200 1200-1500 150-200 200-250 250-300 300-350 350-400 400-500 10-80 5-40 10-40 80-240 40-120 10-40 5-20 40-100 25-50 40-50 30-40 15-25 5-10 10-20 5-10 10-50 10-25 2-10 3-6 3-5 3-5 3-5 2-3
57
Alexandre Kourbatov
ESCOLHA DA FERRAMENTA, DA MQUINA E DO REGIME DE CORTE
7.2. TABELA DE TOLERNCIAS PARA AS DIMENSES LINEARES Dimenses
em mm ate' 3 de 3 a 6 de 6 a 10 de 10 a 18 de 18 a 30 de 30 a 50 de 50 a 80 80 - 120 120 - 180 180 - 250 250 - 315 315 - 400 400 - 500 5 4 5 6 8 9 11 13 15 18 20 23 25 27 6 6 8 9 11 13 16 19 22 25 29 32 36 40 7 10 12 15 18 21 25 30 35 40 46 52 57 63 8 14 18 22 27 33 39 46 54 63 72 81 89 97 Tolerncias em m para grau de tolerncia 9 25 30 36 43 52 62 74 87 100 115 130 140 155 10 40 48 58 70 84 100 120 140 160 185 210 230 250 11 60 75 90 110 130 160 190 220 250 290 320 360 400 12 100 120 150 180 210 250 300 350 400 460 520 570 630 13 140 180 220 270 330 390 460 540 630 720 810 890 970 14 250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550 15 400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500 16 600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000 17 1000 1200 1500 1800 2100 2500 3000 3500 4000 4600 5200 5700 6300
7.3. TABELA DE DESVIOS FUNDAMENTAIS (SUPERIORES OU INFERIORES) Desvio superior em m Desvio inferior em m Dimenses
em mm ate' 3 de 3 a 6 de 6 a 10 de 10 a 18 de 18 a 24 de 24 a 30 de 30 a 40 de 40 a 50 de 50 a 65 de 65 a 80 80 100 100 120 120 140 140 160 160 180 180 200 200 225 225 250 250 280 280 315 a
-270 -270 -280 -290 -300 -310 -320 -340 -360 -380 -410 -460 -520 -580 -660 -740 -820 -920
-1050
para desvio fundamental b c d e f
-140 -140 -150 -150 -160 -170 -180 -190 -200 -220 -240 -260 -280 -310 -340 -380 -420 -480 -540 -60 -70 -80 -95 -110 -120 -130 -140 -150 -170 -180 -200 -210 -230 -240 -260 -280 -300 -330 -360 -360 -400 -20 -30 -40 -50 -65 -80 -100 -120 -145 -14 -20 -25 -32 -40 -50 -60 -72 -85 -6 -10 -13 -16 -20 -25 -30 -36 -43
g
-2 -4 -5 -6 -7 -9 -10 -12 -14
h
0 0 0 0 0 0 0 0 0
js
-IT/2 -IT/2 -IT/2 -IT/2 -IT/2 -IT/2 -IT/2 -IT/2
para desvio fundamental k m n p r s
0 1 1 1 2 2 2 3 3 2 4 6 7 8 9 11 13 15 4 8 10 12 15 17 20 23 27 6 12 15 18 22 26 32 37 43 10 15 19 23 28 34 41 43 51 54 63 65 68 77 80 84 94 98 14 19 23 28 35 43 53 59 71 79 92 100 108 122 130 140 158 170
t
41 485 4 66 75 91 104 122 134 146 166 180 196 218 240
-IT/2
-170
-100
-50
-15
-IT/2
17
31
50
-210
-125
-56
-17
-IT/2
20
34
56
108 190 268 315 355 -600 -1200 -125 -IT/2 -62 -18 0 4 21 37 62 114 208 294 -210 -1350 -680 355 400 126 232 330 400 450 -760 -440 -1500 -135 -IT/2 -68 -20 0 5 23 40 68 132 252 360 -230 -1650 -840 480 450 500 Nota. Desvios fundamentais de a at h servem para os ajustamentos com folga, desvios fundamentais de js at n para os ajustamentos incertos e de p at zc - para os ajustamentos com aperto.
Para o mesmo grau de tolerncia: - a tolerncia do batimento radial, da coaxialidade e da simetria aproximadamente igual a tolerncia da dimenso; - a tolerncia do batimento axial, do paralelismo, da perpendicularidade, da redondidade e da cilindricidade aproximadamente igual a metade da tolerncia da dimenso; - a tolerncia da planicidade e da rectido aproximadamente igual a um tero da tolerncia da dimenso.
58
Das könnte Ihnen auch gefallen
- Fdocuments - in - Controlador Cummins Hmi 211Dokument10 SeitenFdocuments - in - Controlador Cummins Hmi 211Eduardo de Souza100% (5)
- Manual de Utilização - API BaaS - PIXDokument26 SeitenManual de Utilização - API BaaS - PIXDione MacielNoch keine Bewertungen
- Cartas Mestre - Livro de Metatron (Piloto)Dokument79 SeitenCartas Mestre - Livro de Metatron (Piloto)Cristiane NevesNoch keine Bewertungen
- Electricista de Instalações Módulo 9Dokument181 SeitenElectricista de Instalações Módulo 9Hugo TeixeiraNoch keine Bewertungen
- N-0313D - Motor Elétrico de InduçãoDokument34 SeitenN-0313D - Motor Elétrico de Induçãoproj5Noch keine Bewertungen
- Medida Da Resistência Do Circuito de TerraDokument13 SeitenMedida Da Resistência Do Circuito de TerraJoao Miguel SilvaNoch keine Bewertungen
- Calculo de Combustão InternaDokument22 SeitenCalculo de Combustão InternaPatrickAndradeNoch keine Bewertungen
- NTM Creoula - Tipos de NavegaçãoDokument19 SeitenNTM Creoula - Tipos de NavegaçãoPaulo CorreiaNoch keine Bewertungen
- 01 - Caracterização - Da - EmbarcaçãoDokument15 Seiten01 - Caracterização - Da - EmbarcaçãoAndré Luiz Palmeira CostaNoch keine Bewertungen
- Acessórios Guarda Corpo YaniDokument8 SeitenAcessórios Guarda Corpo YaniJoão Victor MinucelliNoch keine Bewertungen
- Como Funciona o ServofreioDokument4 SeitenComo Funciona o ServofreiopriscilamoraissNoch keine Bewertungen
- Sistemas Auxiliares CAAQDokument294 SeitenSistemas Auxiliares CAAQEduardo RibeiroNoch keine Bewertungen
- Topogeo PDFDokument59 SeitenTopogeo PDFneander2602Noch keine Bewertungen
- Orgãos de Maquinas (UNIVERSIDADE DO PORTO GACULDADE DE ENGENHARIA FEUP) PDFDokument332 SeitenOrgãos de Maquinas (UNIVERSIDADE DO PORTO GACULDADE DE ENGENHARIA FEUP) PDFVictor ElstnerNoch keine Bewertungen
- MEC114 AULA07 ExerciciosDokument52 SeitenMEC114 AULA07 ExerciciosFilho D Oxossi100% (1)
- Bombas e Estaçoes Elevatórias PDFDokument38 SeitenBombas e Estaçoes Elevatórias PDFAndréia Dias100% (1)
- Lei de OhmDokument32 SeitenLei de Ohmapi-3702401100% (2)
- Elementos de TransmissaoDokument11 SeitenElementos de Transmissaoedpsan10Noch keine Bewertungen
- Maquinas de Combustao InternaDokument29 SeitenMaquinas de Combustao InternaCarlos MartinsNoch keine Bewertungen
- Elementos de MáquinasDokument80 SeitenElementos de MáquinasFranklin AndradeNoch keine Bewertungen
- Questoes Máquinas TérmicasDokument2 SeitenQuestoes Máquinas TérmicasJeane CarvalhoNoch keine Bewertungen
- Segurança No Trabalho Da PescaDokument180 SeitenSegurança No Trabalho Da PescaBruno PereiraNoch keine Bewertungen
- Curso Instrumentação Básica - PetrobrasDokument154 SeitenCurso Instrumentação Básica - PetrobrasSancler SantosNoch keine Bewertungen
- Cap3-Turb VapGas 2019Dokument180 SeitenCap3-Turb VapGas 2019Tomás CostaNoch keine Bewertungen
- Determinacao Da Potencia de MotoresDokument7 SeitenDeterminacao Da Potencia de Motoresrogerio_defreitas100% (1)
- Fluidos HidráulicosDokument11 SeitenFluidos HidráulicosIsaac YmNoch keine Bewertungen
- Fresadoras 1Dokument13 SeitenFresadoras 1carlos3377Noch keine Bewertungen
- Calhas de AluminioDokument6 SeitenCalhas de AluminiojoseocsilvaNoch keine Bewertungen
- Faróis, Luzes e BalõesDokument7 SeitenFaróis, Luzes e BalõesPaulo FonsecaNoch keine Bewertungen
- Trabalho GRUASDokument20 SeitenTrabalho GRUASEduBellei0% (1)
- HSTDokument234 SeitenHSTMaciel Gomes Dos SantosNoch keine Bewertungen
- Explicaçao Grua e Teoria TorqueDokument3 SeitenExplicaçao Grua e Teoria TorqueRaíssa PignoniNoch keine Bewertungen
- Alternador e DínamoDokument2 SeitenAlternador e DínamoMaximinimusNoch keine Bewertungen
- 2 - Aparelho de FundearDokument59 Seiten2 - Aparelho de Fundearjorge furtado de freitasNoch keine Bewertungen
- Figura 1 - Princípio de Funcionamento Do Motor de InduçãoDokument39 SeitenFigura 1 - Princípio de Funcionamento Do Motor de InduçãoMarcus Vinícius de PaivaNoch keine Bewertungen
- Apontamentos Sistemas de TransmissãoDokument33 SeitenApontamentos Sistemas de TransmissãoNuno CunhaNoch keine Bewertungen
- Especificações Técnicas GásDokument163 SeitenEspecificações Técnicas GásAdelino Oliveira PedroNoch keine Bewertungen
- CURSO DE SUPERVISOR DE MANUTENÇÃO Rev1Dokument66 SeitenCURSO DE SUPERVISOR DE MANUTENÇÃO Rev1Dom DiegoNoch keine Bewertungen
- Processos de SoldaduraDokument7 SeitenProcessos de SoldaduraAniz SidiNoch keine Bewertungen
- Prova de Teoria de Construção de MotoresDokument4 SeitenProva de Teoria de Construção de MotoresAndre Quiquio CatarinaNoch keine Bewertungen
- Bombas NavioDokument17 SeitenBombas NavioRoberto JuniorNoch keine Bewertungen
- Cepra CintosDokument3 SeitenCepra CintosaamarosaNoch keine Bewertungen
- Balizamento PDFDokument24 SeitenBalizamento PDFFúlvio DiasNoch keine Bewertungen
- Maquinas e Equipamentos Auxiliares Uea 5Dokument294 SeitenMaquinas e Equipamentos Auxiliares Uea 5Crios Augusto AdriãoNoch keine Bewertungen
- Princípio de Funcionamento Dos AlternadoresDokument7 SeitenPrincípio de Funcionamento Dos AlternadoresSonia Pompeu de CamargoNoch keine Bewertungen
- Aula 1 - Introdução A SSTDokument19 SeitenAula 1 - Introdução A SSTCatia AraujoNoch keine Bewertungen
- A4 - TemporizadoresDokument16 SeitenA4 - TemporizadoresVictor Costa Marinho CoelhoNoch keine Bewertungen
- NBR-6401/80 Centrais de Ar CondicionadoDokument17 SeitenNBR-6401/80 Centrais de Ar CondicionadoheroijcNoch keine Bewertungen
- CNQ - ListagemUFCD - 2011-03-03Dokument352 SeitenCNQ - ListagemUFCD - 2011-03-03saradmarinhoNoch keine Bewertungen
- Introdução À Máquinas TérmicasDokument17 SeitenIntrodução À Máquinas TérmicasDiigu KomarNoch keine Bewertungen
- Aula 2 - Tecnicas de MarinhariaDokument23 SeitenAula 2 - Tecnicas de MarinhariaCatia AraujoNoch keine Bewertungen
- Auxílios Visuais À NavegaçãoDokument58 SeitenAuxílios Visuais À NavegaçãoJosé Nunes FilhoNoch keine Bewertungen
- Lista Motores e CombustãoDokument5 SeitenLista Motores e CombustãoRailton CoelhoNoch keine Bewertungen
- 01 Conceitos UsinagemDokument55 Seiten01 Conceitos Usinagemnb21Noch keine Bewertungen
- Primeira Lista de Exercicios - Primeira Parte Do Curso - UFGD - W97Dokument3 SeitenPrimeira Lista de Exercicios - Primeira Parte Do Curso - UFGD - W97Caio SantosNoch keine Bewertungen
- 2 Lista Natan SoaresDokument2 Seiten2 Lista Natan SoaresNatan SoaresNoch keine Bewertungen
- Lista de Exercicio NP1Dokument4 SeitenLista de Exercicio NP1Sylvio AugustoNoch keine Bewertungen
- Template Relatório - LaboratorioMaquinasOperatrizesDokument10 SeitenTemplate Relatório - LaboratorioMaquinasOperatrizesws.conta.resevaNoch keine Bewertungen
- UsinagemDokument16 SeitenUsinagemBrian GriffinNoch keine Bewertungen
- Tipos de InsertoDokument12 SeitenTipos de InsertoMauricio JacobusNoch keine Bewertungen
- Lista de Exercícios Usinagem Tópicos de Fabricação 2020 2Dokument3 SeitenLista de Exercícios Usinagem Tópicos de Fabricação 2020 2Harrison SoaresNoch keine Bewertungen
- Tutorial Como Baixar Videos Na InternetDokument3 SeitenTutorial Como Baixar Videos Na InternetvpadillaNoch keine Bewertungen
- O Designer CidadãoDokument6 SeitenO Designer CidadãoDIPLOCEREBRON100% (1)
- Slides Fundamentos de Sistemas Operacionais Unidade IDokument43 SeitenSlides Fundamentos de Sistemas Operacionais Unidade IGabrielBMendesNoch keine Bewertungen
- UNO - Acesso Ao AVA@UFRJDokument20 SeitenUNO - Acesso Ao AVA@UFRJElinildoNoch keine Bewertungen
- Datasheet Belenergy Bel 3k GDokument7 SeitenDatasheet Belenergy Bel 3k GGustavo CarvalhoNoch keine Bewertungen
- Manual Aplicativo Cobranca Eletronica Banrisul VersaoWindows 10092008Dokument26 SeitenManual Aplicativo Cobranca Eletronica Banrisul VersaoWindows 10092008ArboghastNoch keine Bewertungen
- Avaliação de E-Commerce e Marketing DigitalDokument5 SeitenAvaliação de E-Commerce e Marketing DigitalCris RochaNoch keine Bewertungen
- MFAA11JN4484Dokument8 SeitenMFAA11JN4484Paulo AlvesNoch keine Bewertungen
- Projeto Ufv - RuthDokument5 SeitenProjeto Ufv - RuthGean VierraNoch keine Bewertungen
- CSC Gente - Benefícios - Manual Do Usuário - Solicitação, Alteração e Cancelamento Do Vale TransporteDokument8 SeitenCSC Gente - Benefícios - Manual Do Usuário - Solicitação, Alteração e Cancelamento Do Vale TransporteFábio Vitor MartinsNoch keine Bewertungen
- Mi-Router-4C ManualDokument15 SeitenMi-Router-4C ManualalphaNoch keine Bewertungen
- Teste Com Objetos Mock-JavaDokument26 SeitenTeste Com Objetos Mock-JavaCassiano TomasiniNoch keine Bewertungen
- SSDX HDDokument2 SeitenSSDX HDProper OneNoch keine Bewertungen
- Curriculum Tiago SantosDokument3 SeitenCurriculum Tiago SantosLuiz AntonioNoch keine Bewertungen
- Dossan Dx225lc-Pt ProspectoDokument20 SeitenDossan Dx225lc-Pt ProspectoJoao CostaNoch keine Bewertungen
- Tabela Infraestrutura SMOP-Julho 2021 - S.D.Dokument386 SeitenTabela Infraestrutura SMOP-Julho 2021 - S.D.alecgoschNoch keine Bewertungen
- Manual Ford 2628-7Dokument1 SeiteManual Ford 2628-7Marcos TresNoch keine Bewertungen
- Planificação Do Módulo - EFA B3 AFACDokument3 SeitenPlanificação Do Módulo - EFA B3 AFACEduarda SilvaNoch keine Bewertungen
- Questões Comuns Sobre Montagem e Manutenção de MicroDokument9 SeitenQuestões Comuns Sobre Montagem e Manutenção de MicroMarcos NunesNoch keine Bewertungen
- Simulado InformaticaDokument6 SeitenSimulado InformaticaAntonio Carlos Silva SantosNoch keine Bewertungen
- Pré-Inscrição de Alunos EspeciaisDokument3 SeitenPré-Inscrição de Alunos EspeciaisLARS Projetos & Soluções em Engenharia ElétricaNoch keine Bewertungen
- Tutorial de Acesso Ao Portal Do Estudante Prof Maria L Cia Sim Es 1Dokument16 SeitenTutorial de Acesso Ao Portal Do Estudante Prof Maria L Cia Sim Es 1mila_limahNoch keine Bewertungen
- ANEXO 1.2 - Planejamento e ProgramaçãoDokument15 SeitenANEXO 1.2 - Planejamento e ProgramaçãoRicardo Lemos SantosNoch keine Bewertungen
- Vocabulário Básico Sobre Trânsito em InglêsDokument7 SeitenVocabulário Básico Sobre Trânsito em InglêssantellogiNoch keine Bewertungen
- Out MaticDokument18 SeitenOut MaticAgnaldo Moura100% (1)
- Rádio Amador - Pi-StarDokument39 SeitenRádio Amador - Pi-StarANDRE GRUBYNoch keine Bewertungen
- Ap - InstJUL-AGO PORTAL PDFDokument121 SeitenAp - InstJUL-AGO PORTAL PDFalexgamboaNoch keine Bewertungen