Das könnte Ihnen auch gefallen
- 5-Why Analysis and Supporting Template PDFDokument9 Seiten5-Why Analysis and Supporting Template PDFAsm BurraqNoch keine Bewertungen
- Project Charter TemplateDokument7 SeitenProject Charter TemplateKevin Brennan100% (1)
- PPM TMPL 1 PDFDokument123 SeitenPPM TMPL 1 PDFManoel MarcosNoch keine Bewertungen
- CHAPTER ONE Structural GeologyDokument46 SeitenCHAPTER ONE Structural GeologyAfolabi Eniola AbiolaNoch keine Bewertungen
- Six Sigma Session9 27022021 WILP BITS PILANI 1613825883729Dokument62 SeitenSix Sigma Session9 27022021 WILP BITS PILANI 1613825883729FUNTV5100% (1)
- Phase DPMODokument65 SeitenPhase DPMOKefin TajebNoch keine Bewertungen
- Product Order Cycle Time Six Sigma Case StudyDokument2 SeitenProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiNoch keine Bewertungen
- JIT - JidokaDokument23 SeitenJIT - JidokaViraj DhuriNoch keine Bewertungen
- 1.0 LSS Quality Files Define OpportunitiesDokument113 Seiten1.0 LSS Quality Files Define OpportunitiesMurrell J RizonNoch keine Bewertungen
- Six Sigma in Measurement Systems Evaluating The Hidden FactoryDokument30 SeitenSix Sigma in Measurement Systems Evaluating The Hidden FactorymaniiscribdNoch keine Bewertungen
- Designing The Highway: Reported By: Juvy Ann Acabo Czarina AguilarDokument12 SeitenDesigning The Highway: Reported By: Juvy Ann Acabo Czarina AguilarCzarinaCanarAguilarNoch keine Bewertungen
- 99.74 (3 Sigma) % Is Not Good EnoughDokument36 Seiten99.74 (3 Sigma) % Is Not Good EnoughUtkarsh MittalNoch keine Bewertungen
- ASQ Certkey CSSBB v2019!02!24 by Charlotte 125qDokument63 SeitenASQ Certkey CSSBB v2019!02!24 by Charlotte 125qSyed Danish AlamNoch keine Bewertungen
- Leader Standard Work: Lean Leadership SeriesDokument11 SeitenLeader Standard Work: Lean Leadership SeriesErnesto Manuel100% (1)
- Lean Six Sigma Black Belt Project For Supply Chain: Dock-to-Stock Part of Customer Supply ChainDokument7 SeitenLean Six Sigma Black Belt Project For Supply Chain: Dock-to-Stock Part of Customer Supply ChainAmit AnandNoch keine Bewertungen
- Six Sigma Quality Improvement at BD CompanyDokument10 SeitenSix Sigma Quality Improvement at BD CompanyJLuisCarterNoch keine Bewertungen
- Leading With Emotional IntellegenceDokument10 SeitenLeading With Emotional IntellegencevvvasimmmNoch keine Bewertungen
- Six Sigma Group15Dokument39 SeitenSix Sigma Group15Raveendra RaoNoch keine Bewertungen
- Six Sigma - A Strategy For Achieving World Class PerformanceDokument31 SeitenSix Sigma - A Strategy For Achieving World Class Performancedaredevil19901Noch keine Bewertungen
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationVon EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationNoch keine Bewertungen
- GR&R Training DraftDokument53 SeitenGR&R Training DraftLOGANATHAN VNoch keine Bewertungen
- Labor Relations LawsDokument20 SeitenLabor Relations LawsREENA ALEKSSANDRA ACOPNoch keine Bewertungen
- Six SigmaDokument23 SeitenSix Sigmashubham shindeNoch keine Bewertungen
- 8dproblem PDFDokument64 Seiten8dproblem PDFidenbelleNoch keine Bewertungen
- Project Reviews and Examples: © 2001 Conceptflow 0Dokument36 SeitenProject Reviews and Examples: © 2001 Conceptflow 0Michael WuNoch keine Bewertungen
- 03 - BB Manual - Measure - v12 - 4 PDFDokument154 Seiten03 - BB Manual - Measure - v12 - 4 PDFRicardo BravoNoch keine Bewertungen
- Yellow Belt Capstone ProjectDokument6 SeitenYellow Belt Capstone ProjectSarweshwaranand PandeyNoch keine Bewertungen
- Iso 13053 2 2011Dokument15 SeitenIso 13053 2 2011Rui Gomes0% (1)
- White Belt PPT Slides - Six Sigma PH - 13SEP2020Dokument18 SeitenWhite Belt PPT Slides - Six Sigma PH - 13SEP2020Dos LimNoch keine Bewertungen
- 6 Sigma Projects PresentationDokument31 Seiten6 Sigma Projects PresentationgoranNoch keine Bewertungen
- How To Calculate Sigma Level For A ProcessDokument9 SeitenHow To Calculate Sigma Level For A ProcessmaherkamelNoch keine Bewertungen
- Mini - Tab For STADokument83 SeitenMini - Tab For STAmilanstr100% (1)
- National Population PolicyDokument12 SeitenNational Population Policymuthukumar100% (3)
- A Fictitious Six Sigma Green Belt Part IDokument19 SeitenA Fictitious Six Sigma Green Belt Part IhalilpashaNoch keine Bewertungen
- A218437 HUET PDFDokument271 SeitenA218437 HUET PDFKayser_MNoch keine Bewertungen
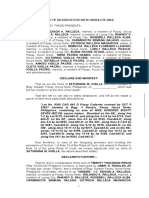
- DEED OF ADJUDICATION WITH ABSOLUTE SALE - VigillaDokument3 SeitenDEED OF ADJUDICATION WITH ABSOLUTE SALE - VigillaAlfred AglipayNoch keine Bewertungen
- DMAIC Six Sigma Guide 3MDokument162 SeitenDMAIC Six Sigma Guide 3MArturo Naranjo Naranjo100% (1)
- Lean Vs Six SigmaDokument23 SeitenLean Vs Six SigmabowbeforeallahNoch keine Bewertungen
- Green Belt ProjectDokument5 SeitenGreen Belt ProjectIeva ValpētereNoch keine Bewertungen
- Fish Bone Diagram: Yellow Belt RefresherDokument33 SeitenFish Bone Diagram: Yellow Belt RefresherSnehasish PadhyNoch keine Bewertungen
- Lean Six Sigma CrosswordDokument1 SeiteLean Six Sigma CrosswordexamplecgNoch keine Bewertungen
- Master BB 2017 VersionDokument29 SeitenMaster BB 2017 VersionSN SharmaNoch keine Bewertungen
- 6 Sigma Project Selection GuidelinesDokument7 Seiten6 Sigma Project Selection Guidelineschteo1976Noch keine Bewertungen
- Improving Bank Call Centre Operations Using Six Sigma: Rahul GautamDokument8 SeitenImproving Bank Call Centre Operations Using Six Sigma: Rahul Gautamsajeeby100% (1)
- 3G and 7 QC Tools - PomDokument26 Seiten3G and 7 QC Tools - Pombinga35Noch keine Bewertungen
- Seven Basic Quality Tools: List / Use / InteractionDokument56 SeitenSeven Basic Quality Tools: List / Use / InteractionmangofaNoch keine Bewertungen
- Six Sigma (Green BeltDokument18 SeitenSix Sigma (Green BeltKrish0% (1)
- Six Sigma ApproachDokument7 SeitenSix Sigma Approachdalaalstreet09Noch keine Bewertungen
- National Quality Area 2: Children's Health and Safety: by Claudia, Sarah and ShannonDokument15 SeitenNational Quality Area 2: Children's Health and Safety: by Claudia, Sarah and Shannonapi-357307525Noch keine Bewertungen
- 2 - Analyze - X SiftingDokument55 Seiten2 - Analyze - X SiftingParaschivescu CristinaNoch keine Bewertungen
- Module 3 Matl - Measure PhaseDokument75 SeitenModule 3 Matl - Measure PhaseHannah Nicdao TumangNoch keine Bewertungen
- Server Backup Six Sigma Case StudyDokument2 SeitenServer Backup Six Sigma Case StudySteven BonacorsiNoch keine Bewertungen
- Ebook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaDokument127 SeitenEbook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaAfrina DamyaNoch keine Bewertungen
- Asus X555LD (Repair Guide) PDFDokument7 SeitenAsus X555LD (Repair Guide) PDFMrOne260Noch keine Bewertungen
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDokument26 SeitenCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNoch keine Bewertungen
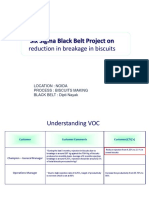
- Six Sigma Black Belt Project On: Reduction in Breakage in BiscuitsDokument42 SeitenSix Sigma Black Belt Project On: Reduction in Breakage in BiscuitsHombing Haryanto100% (2)
- Six Sigma Yellow Belt Project Charter TemplateDokument6 SeitenSix Sigma Yellow Belt Project Charter TemplateMANOJ KUMAR MECNoch keine Bewertungen
- Value Stream Mapping: Dr. Richard E. WhiteDokument19 SeitenValue Stream Mapping: Dr. Richard E. WhiteSamir ChaudhariNoch keine Bewertungen
- Steps of The A3 ProcessDokument14 SeitenSteps of The A3 ProcessJayantRKNoch keine Bewertungen
- Lean ImplementationDokument28 SeitenLean ImplementationJacob EdwardsNoch keine Bewertungen
- TPM TRNGDokument28 SeitenTPM TRNGSwapan Kumar DasNoch keine Bewertungen
- Quality Management System Process A Complete Guide - 2020 EditionVon EverandQuality Management System Process A Complete Guide - 2020 EditionNoch keine Bewertungen
- Cost Of Poor Quality A Complete Guide - 2021 EditionVon EverandCost Of Poor Quality A Complete Guide - 2021 EditionNoch keine Bewertungen
- Manufacturing Facilities A Complete Guide - 2019 EditionVon EverandManufacturing Facilities A Complete Guide - 2019 EditionNoch keine Bewertungen
- Inside LF Fall09 FinalDokument12 SeitenInside LF Fall09 FinalErnesto ManuelNoch keine Bewertungen
- Tutorial Fise Control MinitabDokument16 SeitenTutorial Fise Control MinitabmutzunakyNoch keine Bewertungen
- Covey Leadership ChallengeDokument60 SeitenCovey Leadership ChallengeErnesto ManuelNoch keine Bewertungen
- Inside LF Spring10 FinalDokument12 SeitenInside LF Spring10 FinalErnesto ManuelNoch keine Bewertungen
- Arts Q1W3Dokument44 SeitenArts Q1W3LEILANI PELISIGASNoch keine Bewertungen
- Pmwasabi EB3Dokument4 SeitenPmwasabi EB3AlleleBiotechNoch keine Bewertungen
- Ba 133 Gbs For Week 02Dokument13 SeitenBa 133 Gbs For Week 02Arnete Carla VitugNoch keine Bewertungen
- Crisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003Dokument5 SeitenCrisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003RGIQNoch keine Bewertungen
- Rule: Steel Import Monitoring and Analysis SystemDokument8 SeitenRule: Steel Import Monitoring and Analysis SystemJustia.comNoch keine Bewertungen
- A Thermoelectric Scanning Facility For The Study of Elemental Thermocouples Robin E Bentley - Meas. Sci. Technol. 11 (2000) 538-546Dokument10 SeitenA Thermoelectric Scanning Facility For The Study of Elemental Thermocouples Robin E Bentley - Meas. Sci. Technol. 11 (2000) 538-546Ver OnischNoch keine Bewertungen
- ERP Final PPT 22-4Dokument10 SeitenERP Final PPT 22-4ramesh pokhriyaalNoch keine Bewertungen
- Pas 16 - Property Plant and EquipmentDokument4 SeitenPas 16 - Property Plant and EquipmentJessie ForpublicuseNoch keine Bewertungen
- 02 IG4K TechnologiesDokument47 Seiten02 IG4K TechnologiesM Tanvir AnwarNoch keine Bewertungen
- Arbitrage Calculator 3Dokument4 SeitenArbitrage Calculator 3Eduardo MontanhaNoch keine Bewertungen
- 12-24VDC Powered Ignition System: N N N N N N NDokument2 Seiten12-24VDC Powered Ignition System: N N N N N N NLeinner RamirezNoch keine Bewertungen
- 09120110155668 (1)Dokument49 Seiten09120110155668 (1)Upul NishanthaNoch keine Bewertungen
- DO 31 s2020Dokument18 SeitenDO 31 s2020charles barkleyNoch keine Bewertungen
- Maneesh Misra CV - 1Dokument3 SeitenManeesh Misra CV - 1Rohit KarhadeNoch keine Bewertungen
- Valentine Carol Ann Duffy EssayDokument8 SeitenValentine Carol Ann Duffy Essayafibybflnwowtr100% (1)
- Policy 0000000001523360 PDFDokument15 SeitenPolicy 0000000001523360 PDFunique infraNoch keine Bewertungen
- Create or Generate QR Code in ASPDokument5 SeitenCreate or Generate QR Code in ASPmtkkumaranNoch keine Bewertungen
- Dove Case Study QNA: Presented - Rachna JoshiDokument7 SeitenDove Case Study QNA: Presented - Rachna JoshiGo2 MummaNoch keine Bewertungen
- Project DescriptionDokument5 SeitenProject DescriptionM ShahidNoch keine Bewertungen
- 93 .SG, CBR, MDD, PI, SP - GRDokument11 Seiten93 .SG, CBR, MDD, PI, SP - GRChandra Prakash KarkiNoch keine Bewertungen
- AmeloblastomaDokument4 SeitenAmeloblastomaMarïsa CastellonNoch keine Bewertungen
- Sharp AR-C172M ServiceM EN PDFDokument308 SeitenSharp AR-C172M ServiceM EN PDFpiaggio_nrgNoch keine Bewertungen
- DACReq 016Dokument19 SeitenDACReq 016jillianixNoch keine Bewertungen