Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- List of Blade MaterialsDokument19 SeitenList of Blade MaterialsAnie Ummu Alif & SyifaNoch keine Bewertungen
- PTS Painting and Linings2019Dokument64 SeitenPTS Painting and Linings2019MOHAMAD NIZAMUDIN100% (7)
- Tacom Weld Code SteelDokument165 SeitenTacom Weld Code SteelAles Kubat0% (1)
- Well Integrity Management SystemDokument50 SeitenWell Integrity Management SystemnappyNoch keine Bewertungen
- Toyo - Heat Exchanger-1Dokument70 SeitenToyo - Heat Exchanger-1alokbdas100% (1)
- Paragon Tools CatalogueDokument27 SeitenParagon Tools CatalogueFORDENT FORDENTNoch keine Bewertungen
- FCAWDokument43 SeitenFCAWHarsha Vardhan MeduriNoch keine Bewertungen
- Food Packaging Migration - enDokument4 SeitenFood Packaging Migration - enahadsajjadiNoch keine Bewertungen
- Kr274atl - e Ga8731 PartsDokument276 SeitenKr274atl - e Ga8731 Partsomar100% (1)
- Welding: Asif Hussain Assistant Professor UMT Lahore PakistanDokument20 SeitenWelding: Asif Hussain Assistant Professor UMT Lahore PakistanNawaz RafiqueNoch keine Bewertungen
- 2100 Lzi Primer PDFDokument1 Seite2100 Lzi Primer PDFphillipskincaidNoch keine Bewertungen
- Astm A320mDokument4 SeitenAstm A320mSHYAM SINGHNoch keine Bewertungen
- Spray Paint MSDSDokument2 SeitenSpray Paint MSDSNaveed Ali ShahNoch keine Bewertungen
- Branofol M3, R3: Vci-Corrosion Protection FilmDokument2 SeitenBranofol M3, R3: Vci-Corrosion Protection FilmJaya RidwantoNoch keine Bewertungen
- Assignment WeldingDokument3 SeitenAssignment WeldingsritaranNoch keine Bewertungen
- Kalvatech Coarse Diffuser 5.5 InchDokument9 SeitenKalvatech Coarse Diffuser 5.5 InchSiti Khalifatul MillahNoch keine Bewertungen
- Module 05 Corrosion Resistance of Stainless SteelsDokument59 SeitenModule 05 Corrosion Resistance of Stainless SteelsrahimspamNoch keine Bewertungen
- jt8d Engine PDFDokument2 Seitenjt8d Engine PDFGreciaNoch keine Bewertungen
- Top Grades Tags: Home About Us Product E-Stock Selling List Contact UsDokument3 SeitenTop Grades Tags: Home About Us Product E-Stock Selling List Contact Usarief setiawanNoch keine Bewertungen
- Kim 2018Dokument6 SeitenKim 2018Bookaholic 11Noch keine Bewertungen
- Citrikleen HD Thixotropic: Water-Based, Biodegradable Natural Gel SolventDokument1 SeiteCitrikleen HD Thixotropic: Water-Based, Biodegradable Natural Gel SolventBianca MoraisNoch keine Bewertungen
- Atap Sejuk Tahan KaratDokument4 SeitenAtap Sejuk Tahan KaratFaat Y Gama, ST, MScNoch keine Bewertungen
- BROCHURE H2oDokument2 SeitenBROCHURE H2oJamin SmtpngNoch keine Bewertungen
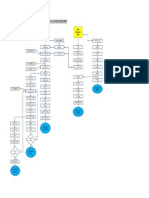
- Process Flow Diagram: Raw Material RiceDokument1 SeiteProcess Flow Diagram: Raw Material RiceJafarNoch keine Bewertungen
- 03 en PSI Kebu Anti Corrosion TapesDokument13 Seiten03 en PSI Kebu Anti Corrosion Tapesmechanical_engineer11Noch keine Bewertungen
- BFP Fire Safety SeminarDokument41 SeitenBFP Fire Safety SeminarAyesha Amie G. De LeonNoch keine Bewertungen
- Directional Drilling Program TrainingDokument1 SeiteDirectional Drilling Program TrainingElmar CahangirovNoch keine Bewertungen
- Compressor Wash System RB211Dokument15 SeitenCompressor Wash System RB211masdikaNoch keine Bewertungen
- Soundness Test On Cement by Le - Chatelier MethodDokument4 SeitenSoundness Test On Cement by Le - Chatelier MethodShahrukh NiazNoch keine Bewertungen
- Ta-249771-012 - C - P&id - Liquid Corrosion Inhibitor Injection Package - UpdatedDokument1 SeiteTa-249771-012 - C - P&id - Liquid Corrosion Inhibitor Injection Package - Updatedrizwan.zamanNoch keine Bewertungen