Das könnte Ihnen auch gefallen
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingVon EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingBewertung: 5 von 5 Sternen5/5 (9)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideVon EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideBewertung: 4 von 5 Sternen4/5 (8)
- Goldcup Denison p24 - 01Dokument72 SeitenGoldcup Denison p24 - 01thierrylindo100% (1)
- Pump Selection For Filter PressesDokument8 SeitenPump Selection For Filter Pressessangeeksub100% (1)
- Major Process Equipment Maintenance and RepairVon EverandMajor Process Equipment Maintenance and RepairBewertung: 4 von 5 Sternen4/5 (4)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsVon EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsBewertung: 5 von 5 Sternen5/5 (3)
- Asme Sec 9 PDFDokument144 SeitenAsme Sec 9 PDFसंजय घिल्डियालNoch keine Bewertungen
- Astm f899 PDFDokument6 SeitenAstm f899 PDFengineNoch keine Bewertungen
- Food Processing Using A Co-Packer: Food Technology Fact SheetDokument8 SeitenFood Processing Using A Co-Packer: Food Technology Fact SheetChristopher Kenneth ChoaNoch keine Bewertungen
- Pump SelectionDokument2 SeitenPump Selectionankesh_ghoghariNoch keine Bewertungen
- Centrifugal PumpsDokument4 SeitenCentrifugal PumpsKalyani SSECNoch keine Bewertungen
- Pumping 2Dokument2 SeitenPumping 2winowo18Noch keine Bewertungen
- Fluid Machine LAB OKDokument57 SeitenFluid Machine LAB OKRicardo ChilizaNoch keine Bewertungen
- Pump SelectionDokument2 SeitenPump SelectionEverything PLCNoch keine Bewertungen
- PD Pump Overview (HI)Dokument34 SeitenPD Pump Overview (HI)Ashish ThapliyalNoch keine Bewertungen
- PumpsDokument36 SeitenPumpsNo NameNoch keine Bewertungen
- Optimizing Pumping Systems P-IDokument4 SeitenOptimizing Pumping Systems P-Imatrix69Noch keine Bewertungen
- Variable Speed PumpingDokument22 SeitenVariable Speed Pumpingbmat100% (1)
- Sizing ReceiversDokument3 SeitenSizing Receiversjlcheefei9258Noch keine Bewertungen
- Selection of Pumps For Process IndustriesDokument6 SeitenSelection of Pumps For Process IndustriesgermankrebsNoch keine Bewertungen
- PD Pump FundamentalsDokument138 SeitenPD Pump Fundamentalsmihai37Noch keine Bewertungen
- Literature Review Centrifugal PumpDokument5 SeitenLiterature Review Centrifugal Pumpea44a6t7100% (1)
- FMC Core Drilling Pumps CatalogDokument26 SeitenFMC Core Drilling Pumps Catalogemuno008100% (1)
- SPE 136690 Improving Progressing Cavity Pump Performance Through Automation and SurveillanceDokument9 SeitenSPE 136690 Improving Progressing Cavity Pump Performance Through Automation and Surveillancemanuel cabarcasNoch keine Bewertungen
- Instrumentation Advance Course Part 2Dokument69 SeitenInstrumentation Advance Course Part 2FACE BOOKNoch keine Bewertungen
- Variables PpedDokument24 SeitenVariables PpedLuis LopezNoch keine Bewertungen
- Selecting A Centrifugal Pump by SystemDokument27 SeitenSelecting A Centrifugal Pump by SystemBogdan ChivulescuNoch keine Bewertungen
- Introduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDokument3 SeitenIntroduction To Gas Removal Systems and Liquid Ring Vacuum PumpsDheeraj ShuklaNoch keine Bewertungen
- Pump Test BrochureDokument12 SeitenPump Test BrochureRiki MandolNoch keine Bewertungen
- How To Choose Right Sanitary PumpDokument7 SeitenHow To Choose Right Sanitary PumpAthiphap SrisupareerathNoch keine Bewertungen
- Series 5400 & 8400 Pneumatic Chemical Injection Pump Operating ManualDokument13 SeitenSeries 5400 & 8400 Pneumatic Chemical Injection Pump Operating Manualmari villalobosNoch keine Bewertungen
- Canned Motor Pumps in Refinery PDFDokument2 SeitenCanned Motor Pumps in Refinery PDFthawdarNoch keine Bewertungen
- Development of A Smart Pumping SystemDokument22 SeitenDevelopment of A Smart Pumping Systemcjp6124Noch keine Bewertungen
- Selecting A Centrifugal Pumps by System Analysis PDFDokument27 SeitenSelecting A Centrifugal Pumps by System Analysis PDFmishraenggNoch keine Bewertungen
- PumpsDokument12 SeitenPumpsFuatNoch keine Bewertungen
- Experiment To Find Velocity of A CarDokument6 SeitenExperiment To Find Velocity of A CarGhulam RasoolNoch keine Bewertungen
- Pump Basics. A Guide To Installation and SelectionDokument18 SeitenPump Basics. A Guide To Installation and SelectionArsalan QadirNoch keine Bewertungen
- MR210 Metering Pump TechDokument22 SeitenMR210 Metering Pump TechMohammad Ali ZamanNoch keine Bewertungen
- Compressor Water WashDokument8 SeitenCompressor Water Washnagamabhishek100% (1)
- B HidraulicaDokument28 SeitenB HidraulicaTin100% (1)
- 10 Steps To Pump ReliabilityDokument5 Seiten10 Steps To Pump ReliabilityallmcbeallNoch keine Bewertungen
- CalColumns BrochureDokument2 SeitenCalColumns BrochureRaya SNoch keine Bewertungen
- c4 - Components in Hydraulic SystemDokument65 Seitenc4 - Components in Hydraulic SystemBazil Suhaimi100% (1)
- TPOW Split Case Pump Catalog Part1Dokument90 SeitenTPOW Split Case Pump Catalog Part1FaisolNoch keine Bewertungen
- NIKKISO Speed ControlDokument14 SeitenNIKKISO Speed ControlsajidkaleemNoch keine Bewertungen
- Hydraulic SystemsDokument63 SeitenHydraulic SystemsBhaskar ReddyNoch keine Bewertungen
- Pump Piping ManualDokument16 SeitenPump Piping ManualJOBIN YOHANNAN100% (1)
- Capsule FillingDokument23 SeitenCapsule FillingErum ManzoorNoch keine Bewertungen
- PumpsDokument8 SeitenPumpskannagi198Noch keine Bewertungen
- Cargo Ballast Pumps - HTMLDokument5 SeitenCargo Ballast Pumps - HTMLstamatisNoch keine Bewertungen
- Positive Displacement Pump PDFDokument345 SeitenPositive Displacement Pump PDFTapas Chaudhuri100% (3)
- Centrifugal Pump - Project Reportcopy-1Dokument40 SeitenCentrifugal Pump - Project Reportcopy-1DR SHNGM0% (1)
- Making The Choice: Selecting and Applying Piston and Bladder AccumulatorsDokument10 SeitenMaking The Choice: Selecting and Applying Piston and Bladder AccumulatorsM S GokulNoch keine Bewertungen
- 100 HP Sihi PumpsDokument28 Seiten100 HP Sihi Pumpsnapster386Noch keine Bewertungen
- Installation Operation Service Manual: P R e S S U R e W A S H e R S y S T e MDokument12 SeitenInstallation Operation Service Manual: P R e S S U R e W A S H e R S y S T e Mjon doughNoch keine Bewertungen
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowVon EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowBewertung: 2 von 5 Sternen2/5 (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineVon EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineBewertung: 5 von 5 Sternen5/5 (1)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesVon EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesBewertung: 5 von 5 Sternen5/5 (1)
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlVon EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlNoch keine Bewertungen
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceVon EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNoch keine Bewertungen
- Cheese Bit &golden FishDokument2 SeitenCheese Bit &golden FishAshish AroraNoch keine Bewertungen
- Aloo Bhujia Plain Bhujia Masala Bhujia: Exports of Plain Bhujia Has Been Increasing by Every Year Touching TONS IN 2005Dokument1 SeiteAloo Bhujia Plain Bhujia Masala Bhujia: Exports of Plain Bhujia Has Been Increasing by Every Year Touching TONS IN 2005Ashish AroraNoch keine Bewertungen
- Mihalos Cracker Processing Biscuit Technology 2014 TC PDFDokument44 SeitenMihalos Cracker Processing Biscuit Technology 2014 TC PDFAshish AroraNoch keine Bewertungen
- E - Ticket: PNR: 6E - P9P1Kz Issued Date: Tue 12 Apr 2016Dokument1 SeiteE - Ticket: PNR: 6E - P9P1Kz Issued Date: Tue 12 Apr 2016Ashish AroraNoch keine Bewertungen
- Specific GravityDokument2 SeitenSpecific GravityAshish AroraNoch keine Bewertungen
- Arbitration & Conciliation Act Vandana Mam K-315Dokument28 SeitenArbitration & Conciliation Act Vandana Mam K-315Ashish AroraNoch keine Bewertungen
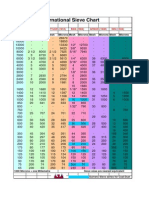
- International Sieve Chart: ASTM (1961) TYLER (1910) BSS (1962) AFNOR (1938) DIN (1934)Dokument2 SeitenInternational Sieve Chart: ASTM (1961) TYLER (1910) BSS (1962) AFNOR (1938) DIN (1934)Ashish AroraNoch keine Bewertungen
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDokument8 SeitenWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakNoch keine Bewertungen
- 100 Ways To Save The EnvironmentDokument3 Seiten100 Ways To Save The EnvironmentSarvesh JaiswalNoch keine Bewertungen
- Negative Sequence RelayDokument7 SeitenNegative Sequence RelayJamile_P_NNoch keine Bewertungen
- A Presentation On PumpsDokument34 SeitenA Presentation On PumpsSajjad Rasool ChaudhryNoch keine Bewertungen
- Dokumen - Tips - Caterpillar d6 Dozer Manual d6b Crawler Tractor Ritchiewiki Caterpillar d6bDokument5 SeitenDokumen - Tips - Caterpillar d6 Dozer Manual d6b Crawler Tractor Ritchiewiki Caterpillar d6bjuane27Noch keine Bewertungen
- Honeywell - 63-2515 - ML7421 - Data Sheet PDFDokument8 SeitenHoneywell - 63-2515 - ML7421 - Data Sheet PDFMarcello PorrinoNoch keine Bewertungen
- DokaDokument23 SeitenDokaKarthik U WCFANoch keine Bewertungen
- 3500 Series: Machinery Protection SystemDokument12 Seiten3500 Series: Machinery Protection SystemShivakumarNoch keine Bewertungen
- ISO 1459 Hots Dip GalvanizingDokument4 SeitenISO 1459 Hots Dip GalvanizingLe Van TamNoch keine Bewertungen
- SMAC LCR16 Linear Rotary Actuator BrochureDokument2 SeitenSMAC LCR16 Linear Rotary Actuator BrochureElectromateNoch keine Bewertungen
- Sea Water Intake SystemDokument17 SeitenSea Water Intake SystemJayne Mawusi Siaw-Botchway100% (1)
- Brittle Vs Sloughing ShaleDokument9 SeitenBrittle Vs Sloughing ShaleJoseph BimoNoch keine Bewertungen
- Katalog PDFDokument32 SeitenKatalog PDFiinNoch keine Bewertungen
- Pararrayo CooperpowerDokument16 SeitenPararrayo CooperpowerCristian AndresNoch keine Bewertungen
- ISO 8217 2010 Fuel Standard For Marine Distillate FuelsDokument2 SeitenISO 8217 2010 Fuel Standard For Marine Distillate FuelsiceburnerNoch keine Bewertungen
- Argus General Brochure V8Dokument20 SeitenArgus General Brochure V8danieldayettddNoch keine Bewertungen
- Cathelco ICCP Hull Protection SystemsDokument8 SeitenCathelco ICCP Hull Protection SystemsdalianbouriNoch keine Bewertungen
- Air Mite CatalogDokument56 SeitenAir Mite Catalogtemoc128Noch keine Bewertungen
- Spent Caustic Treatment Options-Saudi AramcoDokument20 SeitenSpent Caustic Treatment Options-Saudi Aramcoonizuka-t22630% (1)
- List of BIS StandardsDokument9 SeitenList of BIS StandardsKumar100% (1)
- Dow Therm J SpecificationsDokument28 SeitenDow Therm J SpecificationsClintronicNoch keine Bewertungen
- Catalogo Sta Rite BombasDokument160 SeitenCatalogo Sta Rite BombasestebanampelosNoch keine Bewertungen
- Randhol - Ensuring Well Integrity in Connection With CO2 InjectionDokument59 SeitenRandhol - Ensuring Well Integrity in Connection With CO2 InjectionLauren AndersonNoch keine Bewertungen
- Binder 1Dokument6 SeitenBinder 1Andy SoxxNoch keine Bewertungen
- Samalkot Lab - (16-17 SSR) (Final)Dokument161 SeitenSamalkot Lab - (16-17 SSR) (Final)Phani PitchikaNoch keine Bewertungen
- Bezinal3000 2010Dokument2 SeitenBezinal3000 2010tanto_deep_15Noch keine Bewertungen
- ACADIA 2019 Papers BUGA WOOD NocoverDokument11 SeitenACADIA 2019 Papers BUGA WOOD NocoverBarbiPetőNoch keine Bewertungen
- CuNi NUFITDokument16 SeitenCuNi NUFIT9823458877Noch keine Bewertungen