Das könnte Ihnen auch gefallen
- The Big Book of Six Sigma Training Games: Proven Ways to Teach Basic DMAIC Principles and Quality Improvement ToolsVon EverandThe Big Book of Six Sigma Training Games: Proven Ways to Teach Basic DMAIC Principles and Quality Improvement ToolsBewertung: 4 von 5 Sternen4/5 (7)
- Project Blog Improve PhaseDokument9 SeitenProject Blog Improve PhaseHaydo1963Noch keine Bewertungen
- Understanding How CP and CPK Are UsedDokument4 SeitenUnderstanding How CP and CPK Are UsedisotempNoch keine Bewertungen
- Documento Sin NombreDokument4 SeitenDocumento Sin Nombregeoffreyporto6706Noch keine Bewertungen
- Muhammad-Asif Process CapabilityDokument29 SeitenMuhammad-Asif Process CapabilityJehan B KothariNoch keine Bewertungen
- Intro To DMAICDokument40 SeitenIntro To DMAICKool BhardwajNoch keine Bewertungen
- 5016 Assignment 2Dokument4 Seiten5016 Assignment 2TauseefAhmadNoch keine Bewertungen
- Process Capability Analysis in Pharmaceutical ProductionDokument5 SeitenProcess Capability Analysis in Pharmaceutical ProductionEriska DaraNoch keine Bewertungen
- 3+six Sigma+AnalyzeDokument41 Seiten3+six Sigma+AnalyzePablo RípodasNoch keine Bewertungen
- Basics of CapabilityDokument18 SeitenBasics of Capabilitymancheung6429Noch keine Bewertungen
- CpkGuide 0211 TECH1Dokument11 SeitenCpkGuide 0211 TECH1d_flamarich7358Noch keine Bewertungen
- Six Sigma Vs TaguchiDokument14 SeitenSix Sigma Vs TaguchiemykosmNoch keine Bewertungen
- Lean Six Sigma Black BeltDokument26 SeitenLean Six Sigma Black BeltHamid Hamid75% (4)
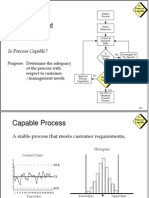
- The Quality Improvement Model: Is Process Capable?Dokument19 SeitenThe Quality Improvement Model: Is Process Capable?shafie_buangNoch keine Bewertungen
- Statistical Process Control Chart v1.03Dokument2 SeitenStatistical Process Control Chart v1.03Gustavo D.B.Noch keine Bewertungen
- Reduce The Failure Rate of The Screwing Process With Six Sigma ApproachDokument8 SeitenReduce The Failure Rate of The Screwing Process With Six Sigma ApproachLe ProfesseurNoch keine Bewertungen
- Process Capability and Capability IndexDokument18 SeitenProcess Capability and Capability IndexBhavesh Rana100% (2)
- CP, CPKDokument18 SeitenCP, CPKsunjjoy gupta100% (1)
- CP, CPK, PP and PPKDokument21 SeitenCP, CPK, PP and PPKck_pey100% (1)
- Lecture 8-Process Capability PDFDokument29 SeitenLecture 8-Process Capability PDFWoon How100% (1)
- Six Sigma in Measurement Systems Evaluating The Hidden FactoryDokument30 SeitenSix Sigma in Measurement Systems Evaluating The Hidden FactorymaniiscribdNoch keine Bewertungen
- 331 wk10 ProcessCapabilityDokument22 Seiten331 wk10 ProcessCapabilityAnonymous 7ZYHilDNoch keine Bewertungen
- ISE 420 - Process Improvement Methods - Exam 1 April 13, 2010 Name: - NumberDokument5 SeitenISE 420 - Process Improvement Methods - Exam 1 April 13, 2010 Name: - NumberAbdullaziz AbdullahNoch keine Bewertungen
- L3 - Statistical Quality ControlDokument22 SeitenL3 - Statistical Quality ControlMahbubur MasnunNoch keine Bewertungen
- Intro To DMAICDokument40 SeitenIntro To DMAICsamfisher8989Noch keine Bewertungen
- What Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative VariablesDokument10 SeitenWhat Is Data? Data Is A Set of Values of Subjects With Respect To Qualitative or Quantitative Variablesvinothkumar441Noch keine Bewertungen
- Process Capability Index: From Wikipedia, The Free EncyclopediaDokument4 SeitenProcess Capability Index: From Wikipedia, The Free Encyclopediavenkat59cNoch keine Bewertungen
- Six Sigma STDokument52 SeitenSix Sigma STsaravanan tNoch keine Bewertungen
- Process Capability and Capability IndexDokument18 SeitenProcess Capability and Capability IndexbahrulNoch keine Bewertungen
- DR. ENDANG-Implementation of Lean 6sigma in Clinical LaboratoryDokument25 SeitenDR. ENDANG-Implementation of Lean 6sigma in Clinical Laboratorybudi darmantaNoch keine Bewertungen
- 2.34 Statistical Process Control: Identifying CausesDokument1 Seite2.34 Statistical Process Control: Identifying CausesRoger Salomon QuispeNoch keine Bewertungen
- SPC Basics: Presented By: Tariq KhurshidDokument50 SeitenSPC Basics: Presented By: Tariq Khurshidtkhurshid3997Noch keine Bewertungen
- BB MockexamDokument25 SeitenBB MockexamfarolconservadorNoch keine Bewertungen
- CPK Guide 0211 TECH1Dokument11 SeitenCPK Guide 0211 TECH1Mark LacroNoch keine Bewertungen
- IE Lab ManualDokument61 SeitenIE Lab Manualniel upadhyayNoch keine Bewertungen
- 08 Process CapabilityDokument36 Seiten08 Process CapabilityMugni SrinoviaNoch keine Bewertungen
- SPC ForDokument116 SeitenSPC ForRohit JanardananNoch keine Bewertungen
- Khan 2015Dokument24 SeitenKhan 2015Zoulou77Noch keine Bewertungen
- Process Capability and Capability IndexDokument18 SeitenProcess Capability and Capability IndexNelva SilviaNoch keine Bewertungen
- MHS 06. Statistical Process Control-KWODokument55 SeitenMHS 06. Statistical Process Control-KWOKevin SinagaNoch keine Bewertungen
- Which of The Following Is An Effect of Six Sigma Implementation?Dokument5 SeitenWhich of The Following Is An Effect of Six Sigma Implementation?Doha SahaNoch keine Bewertungen
- CPK - Vs PPMDokument21 SeitenCPK - Vs PPMazadsingh1100% (1)
- Process Capability Indices PDFDokument6 SeitenProcess Capability Indices PDFasamadhNoch keine Bewertungen
- Rocess Capability - The Basics: Part 1: Carl BerardinelliDokument52 SeitenRocess Capability - The Basics: Part 1: Carl Berardinellisaravanan tNoch keine Bewertungen
- SPCDokument19 SeitenSPCAmandeep SinghNoch keine Bewertungen
- Advanced Process CapabilityDokument11 SeitenAdvanced Process Capabilitycheqjieja100% (1)
- Statistical Process Control: by H.S.PundleDokument31 SeitenStatistical Process Control: by H.S.PundlePALLAVI BHISENoch keine Bewertungen
- Lesson 9 - Six SigmaDokument10 SeitenLesson 9 - Six SigmaLovesel MalabuyocNoch keine Bewertungen
- GB Paper Imi - 1 Sep 2013 ManishDokument16 SeitenGB Paper Imi - 1 Sep 2013 ManishManish KumarNoch keine Bewertungen
- Big Data and Statistical Process ControlDokument9 SeitenBig Data and Statistical Process Controlhazwan2283Noch keine Bewertungen
- Chapter Six Process Capability Analysis: Daniel AbDokument24 SeitenChapter Six Process Capability Analysis: Daniel AbComputer Maintainance Hardware and softwareNoch keine Bewertungen
- Lean 6 Sigma - AiChEDokument8 SeitenLean 6 Sigma - AiChEdesibling613Noch keine Bewertungen
- 5 - Process CapabilityDokument50 Seiten5 - Process CapabilityWilliam BautistaNoch keine Bewertungen
- SQCR Practical File - Yash Verma 40515611117 F13 MEDokument21 SeitenSQCR Practical File - Yash Verma 40515611117 F13 MEIsh ShilpNoch keine Bewertungen
- Lean Six Sigma - SynopsisDokument2 SeitenLean Six Sigma - SynopsisAbhijeetNoch keine Bewertungen
- Process Is Stable, But Not CapableDokument9 SeitenProcess Is Stable, But Not Capablemanyata12Noch keine Bewertungen
- Res2000 Leaflet PDFDokument4 SeitenRes2000 Leaflet PDFMustafaNoch keine Bewertungen
- Q 713Dokument37 SeitenQ 713man1982roNoch keine Bewertungen
- 08 RACH OptimisationDokument15 Seiten08 RACH Optimisationgh_jazaniNoch keine Bewertungen
- 08 Concrete FinishesDokument4 Seiten08 Concrete FinishesChristian HutterNoch keine Bewertungen
- Other Assurance Services: Auditing 12/eDokument35 SeitenOther Assurance Services: Auditing 12/eTeddy HaryadiNoch keine Bewertungen
- Vtec Brochure2010Dokument6 SeitenVtec Brochure2010Vicente Elías Venegas LunaNoch keine Bewertungen
- Engineering Drawings and CAD Requirements: StandardDokument196 SeitenEngineering Drawings and CAD Requirements: Standard9 onNoch keine Bewertungen
- Ccie Routing SwitchingDokument20 SeitenCcie Routing SwitchingMusaib SyedNoch keine Bewertungen
- Grade 5 Florida Standards Assessments Item SpecificationsDokument64 SeitenGrade 5 Florida Standards Assessments Item Specificationsapi-261672217Noch keine Bewertungen
- IP HeaderDokument1 SeiteIP HeaderbajjiboyNoch keine Bewertungen
- MCADokument11 SeitenMCAAlphones DamonNoch keine Bewertungen
- Structural Load: Structural Loads or Actions AreDokument6 SeitenStructural Load: Structural Loads or Actions Arevisamarinas6226Noch keine Bewertungen
- Wimax Seminar ReportDokument39 SeitenWimax Seminar ReportAmit Kumar50% (4)
- Infoblox CLI Guide: NIOS 6.1 For Infoblox Network Core Services AppliancesDokument118 SeitenInfoblox CLI Guide: NIOS 6.1 For Infoblox Network Core Services AppliancesPriyanto UkiNoch keine Bewertungen
- Treadmill BicycleDokument4 SeitenTreadmill BicycleAnonymous kw8Yrp0R5rNoch keine Bewertungen
- CCNA+3+Module+7+Version+4 0+answersDokument6 SeitenCCNA+3+Module+7+Version+4 0+answersMinoli_Silva_7409Noch keine Bewertungen
- Sodium Hypo FRP SpecDokument6 SeitenSodium Hypo FRP SpecZeroRecoNoch keine Bewertungen
- Asme Pvho 1 2002Dokument146 SeitenAsme Pvho 1 2002mrudulaaaNoch keine Bewertungen
- Training Sequence Assisted Channel Estimation For Mimo Ofdm: Sumei Sun, Ingo Wiemer, C. K. Ho, and T. T. TjhungDokument6 SeitenTraining Sequence Assisted Channel Estimation For Mimo Ofdm: Sumei Sun, Ingo Wiemer, C. K. Ho, and T. T. TjhungSandeep SunkariNoch keine Bewertungen
- Liebert Intellislot 485: Modbus Reference GuideDokument52 SeitenLiebert Intellislot 485: Modbus Reference GuideLuis Felipe MoyanoNoch keine Bewertungen
- Operator's Manual Primor 3570 MDokument94 SeitenOperator's Manual Primor 3570 MImbunatatire VedereNoch keine Bewertungen
- MODULE 7. Space Planning 2 Calculations Specifications..Dokument45 SeitenMODULE 7. Space Planning 2 Calculations Specifications..Rod Vincent100% (1)
- 34 Samss 117Dokument9 Seiten34 Samss 117Cherukunnon JubuNoch keine Bewertungen
- Prices For Local Area Network EquipmentDokument39 SeitenPrices For Local Area Network Equipmentamhosny64Noch keine Bewertungen
- TP70P-32TP1R: EN Instruction Sheet TR Bilgi Dökümani TW 安裝說明 CN 安装说明Dokument2 SeitenTP70P-32TP1R: EN Instruction Sheet TR Bilgi Dökümani TW 安裝說明 CN 安装说明Alejandro Jimenez ReyesNoch keine Bewertungen
- Step-By-Step Guide 800xa System InstallationDokument252 SeitenStep-By-Step Guide 800xa System InstallationNugra indraNoch keine Bewertungen
- Switchgear-Low Voltage Switchgear-8623 3Dokument22 SeitenSwitchgear-Low Voltage Switchgear-8623 3sonu200186Noch keine Bewertungen
- List of Hazards Control MeasuresDokument29 SeitenList of Hazards Control Measuresテレブリコ ジェファーソン0% (1)
- Grason-Stadler GSI Tympstar Manual V1 Rev CDokument285 SeitenGrason-Stadler GSI Tympstar Manual V1 Rev CHabiB-BoyGuysNoch keine Bewertungen