Das könnte Ihnen auch gefallen
- Stanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinVon EverandStanley Meyer Big Bobbin Builders Guide 2019 v1: Very Rare Guide for How to Assemble Water Fueled injector tri-filar bobbinNoch keine Bewertungen
- Free Energy Here and Now and then: Velocity power sourcesVon EverandFree Energy Here and Now and then: Velocity power sourcesNoch keine Bewertungen
- Hydroxy BoostersDokument269 SeitenHydroxy Boostersapi-3725726100% (4)
- Water Plasma Spark Plug ResearchDokument104 SeitenWater Plasma Spark Plug ResearchBernd Kochs100% (1)
- Tesla SwitchDokument47 SeitenTesla Switchlittledigger75% (8)
- Hho - Stanley MEYER Resonant Electrolysis Cell SystemDokument20 SeitenHho - Stanley MEYER Resonant Electrolysis Cell SystemAjay Ryan100% (2)
- ZilanoDokument1 SeiteZilanoJohann BruwerNoch keine Bewertungen
- Petkov Document CircutisDokument470 SeitenPetkov Document CircutisJumpman OutletNoch keine Bewertungen
- Free Energy 1Dokument5 SeitenFree Energy 1Алексей Левченко100% (1)
- HHODokument33 SeitenHHOSimona IordacheNoch keine Bewertungen
- How To Make Infinite High Voltage Battery (All Explanations)Dokument8 SeitenHow To Make Infinite High Voltage Battery (All Explanations)Armando JacksonNoch keine Bewertungen
- Stan Meyers Vic Circuit Rebuild GuideDokument60 SeitenStan Meyers Vic Circuit Rebuild Guidepic2007100% (1)
- Free Energy GeneratorDokument18 SeitenFree Energy GeneratorDeepakRajKurrey60% (5)
- William Alek - How To Build Solid-State Electrical Over-Unity DevicesDokument29 SeitenWilliam Alek - How To Build Solid-State Electrical Over-Unity Devicesairedale terror100% (8)
- Joe Cell Treatment WaterDokument14 SeitenJoe Cell Treatment WaterRuddyMartini100% (1)
- BEMF-Recoil Recovery Battery Charger - by KoneheadXDokument19 SeitenBEMF-Recoil Recovery Battery Charger - by KoneheadXlittledigger100% (1)
- Bedini Energizer Building Manual PDFDokument32 SeitenBedini Energizer Building Manual PDFslavkobatichNoch keine Bewertungen
- Hho Dry DiagramDokument7 SeitenHho Dry Diagramdesertbloom100% (2)
- Practical Method For Production of Water Fuel From OUDokument130 SeitenPractical Method For Production of Water Fuel From OUFidittiNoch keine Bewertungen
- Radiant Charger - With SchematicsDokument13 SeitenRadiant Charger - With SchematicsEpicBlue100% (4)
- Stan Meyers Laser Accelerator Rebuild GuideDokument8 SeitenStan Meyers Laser Accelerator Rebuild Guidepic2007Noch keine Bewertungen
- The Voltage Intensifier CircuitDokument20 SeitenThe Voltage Intensifier Circuitmartdot73490100% (1)
- Over-Unity Motor Doc - 1Dokument26 SeitenOver-Unity Motor Doc - 1falcontrust100% (1)
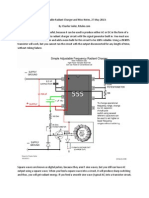
- New Adjustable Frequency Radiant Charger PDFDokument5 SeitenNew Adjustable Frequency Radiant Charger PDFlancerdoom1100% (6)
- A Working Radiant Free Energy SystemDokument7 SeitenA Working Radiant Free Energy Systemmysticdream100% (5)
- Free Energy Plans PDFDokument7 SeitenFree Energy Plans PDFpic2007100% (2)
- Free Energy PDFDokument15 SeitenFree Energy PDFRed WarrantNoch keine Bewertungen
- Bedini FanDokument44 SeitenBedini FanTomislav Jovanovic100% (2)
- Bedini Free Energy GeneratorDokument7 SeitenBedini Free Energy GeneratorRizwan Khan Marwat0% (1)
- ExtraordinaryTechLecture2017 EnergyDokument2 SeitenExtraordinaryTechLecture2017 EnergyamanNoch keine Bewertungen
- The Secrets of Building Lead Acid Battery Free Energy Devices FINALDokument13 SeitenThe Secrets of Building Lead Acid Battery Free Energy Devices FINALhhelp1225590% (10)
- Don Smith Theory Z-1 PDFDokument44 SeitenDon Smith Theory Z-1 PDF77nicuNoch keine Bewertungen
- EFIE ManualDokument18 SeitenEFIE ManualMoncho Sierrita100% (1)
- The Magnet Motor: Making Free Energy Yourself Edition 2019Von EverandThe Magnet Motor: Making Free Energy Yourself Edition 2019Bewertung: 4 von 5 Sternen4/5 (6)
- The Single Cure: Human Life Extension to 300+ YearsVon EverandThe Single Cure: Human Life Extension to 300+ YearsNoch keine Bewertungen
- Quest For Zero-Point Energy: Engineering Principles for “Free Energyâ€Von EverandQuest For Zero-Point Energy: Engineering Principles for “Free Energyâ€Bewertung: 3 von 5 Sternen3/5 (2)
- Zero Point Energy Per Stereo Radian and the Distribution of Gravitational Acceleration of Planets Throughout the Solar System.: The Origin and Cause of GravitationVon EverandZero Point Energy Per Stereo Radian and the Distribution of Gravitational Acceleration of Planets Throughout the Solar System.: The Origin and Cause of GravitationNoch keine Bewertungen
- Research Report: Electricity and Gravity, Tornadoes and Hurricanes, Other PhenomenaVon EverandResearch Report: Electricity and Gravity, Tornadoes and Hurricanes, Other PhenomenaNoch keine Bewertungen
- Engineering, Science and Antigravity: Challenging the ChallengesVon EverandEngineering, Science and Antigravity: Challenging the ChallengesBewertung: 5 von 5 Sternen5/5 (4)
- Inventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyVon EverandInventions, Researches and Writings of Nikola Tesla: Including Tesla's AutobiographyNoch keine Bewertungen
- Infinite Energy Technologies: Tesla, Cold Fusion, Antigravity, and the Future of SustainabilityVon EverandInfinite Energy Technologies: Tesla, Cold Fusion, Antigravity, and the Future of SustainabilityNoch keine Bewertungen
- Induction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryVon EverandInduction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryBewertung: 5 von 5 Sternen5/5 (2)
- The ULTIMATE Tesla Coil Design and Construction GuideVon EverandThe ULTIMATE Tesla Coil Design and Construction GuideBewertung: 5 von 5 Sternen5/5 (1)
- WATER: THE KEY TO NEW ENERGY: Cavitating Electrolyzers & Zero-Point EnergyVon EverandWATER: THE KEY TO NEW ENERGY: Cavitating Electrolyzers & Zero-Point EnergyBewertung: 5 von 5 Sternen5/5 (1)
- Tesla's Secret Papers: Keeping Nikola Tesla's Dream Alive, #1Von EverandTesla's Secret Papers: Keeping Nikola Tesla's Dream Alive, #1Noch keine Bewertungen
- Alternative Stirling Engines For Free Energy Applications And How To Go About Building Them And Using Them To Generate ElectricityVon EverandAlternative Stirling Engines For Free Energy Applications And How To Go About Building Them And Using Them To Generate ElectricityBewertung: 3.5 von 5 Sternen3.5/5 (3)
- It Is Quite Another Electricity: Transmitting by One Wire and Without GroundingVon EverandIt Is Quite Another Electricity: Transmitting by One Wire and Without GroundingBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Conversations on Electric and Magnetic Fields in the CosmosVon EverandConversations on Electric and Magnetic Fields in the CosmosNoch keine Bewertungen
- The Free Energy Cover-up: A Hundred Year DeceptionVon EverandThe Free Energy Cover-up: A Hundred Year DeceptionBewertung: 5 von 5 Sternen5/5 (1)
- Stanley Meyer CircuitsDokument96 SeitenStanley Meyer CircuitsBill100% (1)
- Hydrogen Fracturing Process Section 6Dokument8 SeitenHydrogen Fracturing Process Section 6BillNoch keine Bewertungen
- Stanmeyer Section5Dokument14 SeitenStanmeyer Section5api-3725726Noch keine Bewertungen
- Hydrogen Fracturing Process Section 4Dokument20 SeitenHydrogen Fracturing Process Section 4BillNoch keine Bewertungen
- Stanmeyer Section2Dokument12 SeitenStanmeyer Section2api-3725726Noch keine Bewertungen
- S1r9a9m9 Water CarDokument7 SeitenS1r9a9m9 Water Carapi-372572650% (2)
- 17 0507263 WangDokument26 Seiten17 0507263 Wangapi-3725726Noch keine Bewertungen
- EfiecircuitseagleresDokument3 SeitenEfiecircuitseagleresapi-3725726Noch keine Bewertungen
- Naskah Drama Beauty and The BeastDokument39 SeitenNaskah Drama Beauty and The BeastAyu Rose75% (4)
- Animal Instinct (Em, Original) Acordes GuitarraDokument2 SeitenAnimal Instinct (Em, Original) Acordes GuitarraGustavoNoch keine Bewertungen
- LEED v4 For Interior Design and Construction ChecklistDokument3 SeitenLEED v4 For Interior Design and Construction Checklisttarek.abbas8598Noch keine Bewertungen
- Photovoltaic Water Heater: The Ecological Revolution MADE IN ITALYDokument4 SeitenPhotovoltaic Water Heater: The Ecological Revolution MADE IN ITALYDani Good VibeNoch keine Bewertungen
- Problem Set Solution QT I I 17 DecDokument22 SeitenProblem Set Solution QT I I 17 DecPradnya Nikam bj21158Noch keine Bewertungen
- A Review On Battery Management System For Electric VehiclesDokument6 SeitenA Review On Battery Management System For Electric Vehiclesomkar chitnisNoch keine Bewertungen
- 4.5.redistrribution - PBR Quiz AnswersDokument4 Seiten4.5.redistrribution - PBR Quiz AnswersffbugbuggerNoch keine Bewertungen
- Astm E1975 - 1 (En)Dokument17 SeitenAstm E1975 - 1 (En)Dinesh Sai100% (1)
- Practice Test 1 + 2Dokument19 SeitenPractice Test 1 + 2yếnNoch keine Bewertungen
- A554-15 Standard Specification For Welded Stainless Steel Mechanical TubingDokument8 SeitenA554-15 Standard Specification For Welded Stainless Steel Mechanical TubingChuthaNoch keine Bewertungen
- Aakash Zoology Study Package 3 SolutionsssssssDokument104 SeitenAakash Zoology Study Package 3 SolutionsssssssRishika PaulNoch keine Bewertungen
- SLC Past and Future Hustrulid KvapilDokument26 SeitenSLC Past and Future Hustrulid KvapilkinsaeyaNoch keine Bewertungen
- AP Physics Test: Electricity and Magnetism-Solutions: Multiple Choice QuestionsDokument6 SeitenAP Physics Test: Electricity and Magnetism-Solutions: Multiple Choice QuestionsChen JohnNoch keine Bewertungen
- Comprensión Lectora en Inglés Clecv Plus 3: Unit 11: The Natural World Unit 12: Music: Influence and InnovationDokument66 SeitenComprensión Lectora en Inglés Clecv Plus 3: Unit 11: The Natural World Unit 12: Music: Influence and InnovationJorge Talavera AnayaNoch keine Bewertungen
- Answer To Question-1: Agricultural ApplicationsDokument7 SeitenAnswer To Question-1: Agricultural ApplicationsSoham ChaudhuriNoch keine Bewertungen
- Essay, How Microscopes Have Contributed To Our Understanding of Living OrganismsDokument2 SeitenEssay, How Microscopes Have Contributed To Our Understanding of Living Organismslinanqikiki82% (11)
- Raw Material Chemical AnalysisDokument41 SeitenRaw Material Chemical AnalysisVinod Kumar VermaNoch keine Bewertungen
- Craig - 4353 TX CobraDokument3 SeitenCraig - 4353 TX CobraJorge ContrerasNoch keine Bewertungen
- Wanderer Above The Sea of FogDokument5 SeitenWanderer Above The Sea of FogMaria Angelika BughaoNoch keine Bewertungen
- JC 1010Dokument19 SeitenJC 1010mcsmiley11Noch keine Bewertungen
- Crop Prot 2 Final Edited (Checked)Dokument108 SeitenCrop Prot 2 Final Edited (Checked)Cortez ReztyNoch keine Bewertungen
- Distribution System ReliabilityDokument8 SeitenDistribution System Reliabilityabera alemayehuNoch keine Bewertungen
- CMC 2023 Senior Category Question BankDokument5 SeitenCMC 2023 Senior Category Question BankNikita AgrawalNoch keine Bewertungen
- Geometry CheatsheetDokument5 SeitenGeometry CheatsheetMarilyn CitadelNoch keine Bewertungen
- THESISDokument44 SeitenTHESISRowena Shaira AbellarNoch keine Bewertungen
- Environmental Science 15th Edition Miller Solutions Manual DownloadDokument20 SeitenEnvironmental Science 15th Edition Miller Solutions Manual DownloadBrett Bunch100% (20)
- SN3308 Installation Manual Rev J PDFDokument132 SeitenSN3308 Installation Manual Rev J PDFsav33Noch keine Bewertungen
- Msi MS 7529 Rev 1.1 PDFDokument33 SeitenMsi MS 7529 Rev 1.1 PDFMisael Alves67% (3)
- What Is Kpag?: Table of ContentsDokument2 SeitenWhat Is Kpag?: Table of Contentsangelito bernalNoch keine Bewertungen
- The Proof of Agricultural ZakatDokument7 SeitenThe Proof of Agricultural ZakatDila Estu KinasihNoch keine Bewertungen