Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Customer Cat ET OverviewDokument36 SeitenCustomer Cat ET Overviewlisahun100% (5)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Automatic Retarder Control (ARC)Dokument5 SeitenAutomatic Retarder Control (ARC)lisahun100% (1)
- Integrated Review May 2020 Batch Second Monthly Exams AfarDokument94 SeitenIntegrated Review May 2020 Batch Second Monthly Exams AfarKriztle Kate Gelogo100% (5)
- Manpower Calculator Introduction V1.5Dokument18 SeitenManpower Calculator Introduction V1.5lisahunNoch keine Bewertungen
- McBride Music Company - Woodwind and Brass Instrument RepairDokument2 SeitenMcBride Music Company - Woodwind and Brass Instrument Repairlisahun0% (1)
- 773E ToolingListDokument12 Seiten773E ToolingListlisahunNoch keine Bewertungen
- OBU Research and Analysis ProjectDokument34 SeitenOBU Research and Analysis ProjectAditya Kanabar100% (1)
- AtpDokument17 SeitenAtpramana341100% (1)
- Fuel Dilution of Engine OilDokument2 SeitenFuel Dilution of Engine Oillisahun100% (3)
- 992G HYD TroubleshootingDokument9 Seiten992G HYD TroubleshootinglisahunNoch keine Bewertungen
- Book On Bussiness Statisitics!!!Dokument565 SeitenBook On Bussiness Statisitics!!!DrRam Singh Kamboj0% (1)
- PECJ0003-05 July2014Dokument448 SeitenPECJ0003-05 July2014lisahunNoch keine Bewertungen
- Types of Business According To ActivitiesDokument7 SeitenTypes of Business According To ActivitiesBrenda SebandalNoch keine Bewertungen
- Starbucks Supply ChainDokument22 SeitenStarbucks Supply Chainxozab90% (20)
- HBSP Case - Offshoring Where Should KindyBis Make Its SocksDokument9 SeitenHBSP Case - Offshoring Where Should KindyBis Make Its SocksFatima razaNoch keine Bewertungen
- Gps Positioning and SurveyingDokument62 SeitenGps Positioning and SurveyinglisahunNoch keine Bewertungen
- Crc-Ace Review School, Inc.: Management Accounting Services (1-40)Dokument8 SeitenCrc-Ace Review School, Inc.: Management Accounting Services (1-40)LuisitoNoch keine Bewertungen
- Supply Chain Strategy and Performance MeasuresDokument41 SeitenSupply Chain Strategy and Performance MeasuresNavatha SageliNoch keine Bewertungen
- Beyond Mine Dispatch - Optimizing The Mining Value Chain - Wenco Mining SystemsDokument5 SeitenBeyond Mine Dispatch - Optimizing The Mining Value Chain - Wenco Mining Systemslisahun100% (1)
- AMMJ DownloadDokument4 SeitenAMMJ DownloadlisahunNoch keine Bewertungen
- Coda Training31Dokument5 SeitenCoda Training31lisahunNoch keine Bewertungen
- Geosat 8 UpdDokument19 SeitenGeosat 8 UpdlisahunNoch keine Bewertungen
- Fuel Filter RestrictionDokument2 SeitenFuel Filter RestrictionlisahunNoch keine Bewertungen
- Dealer Stocking ListDokument6 SeitenDealer Stocking ListlisahunNoch keine Bewertungen
- DT 101 HydraulicDokument2 SeitenDT 101 HydrauliclisahunNoch keine Bewertungen
- DT 102 EventDokument17 SeitenDT 102 EventlisahunNoch keine Bewertungen
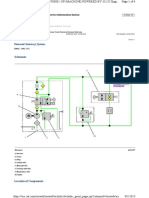
- Powered Stairway SystemDokument4 SeitenPowered Stairway Systemlisahun0% (1)
- Lowongan Kerja Husky-CNOOC Madura Limited Februari 2015Dokument4 SeitenLowongan Kerja Husky-CNOOC Madura Limited Februari 2015lisahunNoch keine Bewertungen
- Welding PrecautionDokument2 SeitenWelding Precautionlisahun100% (1)
- DT-94 EventDokument6 SeitenDT-94 EventlisahunNoch keine Bewertungen
- Lowongan Kerja MRT Jakarta Februari 2015Dokument5 SeitenLowongan Kerja MRT Jakarta Februari 2015lisahunNoch keine Bewertungen
- ORS Hardware and SchematicsDokument11 SeitenORS Hardware and Schematicslisahun100% (1)
- Engine ReportDokument2 SeitenEngine ReportlisahunNoch keine Bewertungen
- Powered Stairway SystemDokument4 SeitenPowered Stairway Systemlisahun0% (1)
- Maintenance ORSDokument4 SeitenMaintenance ORSlisahun100% (1)
- EM SystemDokument11 SeitenEM SystemlisahunNoch keine Bewertungen
- Marketing BulletinDokument7 SeitenMarketing BulletinlisahunNoch keine Bewertungen
- Certified Marine AnalystDokument1 SeiteCertified Marine AnalystlisahunNoch keine Bewertungen
- AisDokument2 SeitenAisMarga Castillo100% (5)
- EOC Application Case Logistics Optimization in CSAV: - Group 3Dokument8 SeitenEOC Application Case Logistics Optimization in CSAV: - Group 3Anup AkasheNoch keine Bewertungen
- CSAB APO Proposal SNP OPT v8 From OffshoreDokument53 SeitenCSAB APO Proposal SNP OPT v8 From OffshorePositive PauseNoch keine Bewertungen
- EndSemester Exam PDFDokument4 SeitenEndSemester Exam PDFlapunta2201Noch keine Bewertungen
- Ans: Go To OMJX, Here For Field Name "OK - NOT - OK" Select Radio Button "RequiredDokument21 SeitenAns: Go To OMJX, Here For Field Name "OK - NOT - OK" Select Radio Button "RequiredSambit MohantyNoch keine Bewertungen
- Group Assignment Supply Chain Management. Nabeel Munir, Muhammad Amin, Faizan Mustaq, Arslan AliDokument7 SeitenGroup Assignment Supply Chain Management. Nabeel Munir, Muhammad Amin, Faizan Mustaq, Arslan AliNabil MuneerNoch keine Bewertungen
- Supermarket Interview QuestionsDokument2 SeitenSupermarket Interview QuestionsKyle Osbert TolentinoNoch keine Bewertungen
- Sample Case AnalysisDokument16 SeitenSample Case AnalysisAlthon JayNoch keine Bewertungen
- Enterprise Resource Planning System Implementation With Purchase Management Module in Lembaga Amil Zakat NasionalDokument7 SeitenEnterprise Resource Planning System Implementation With Purchase Management Module in Lembaga Amil Zakat NasionalMubeth PradityaNoch keine Bewertungen
- Operations Mangement 1 - Chapter 16 - Handout 1Dokument8 SeitenOperations Mangement 1 - Chapter 16 - Handout 1Jessica NgobeniNoch keine Bewertungen
- 2020 10-K Costco Annual ReportDokument84 Seiten2020 10-K Costco Annual ReportKrisna Avila BatistaNoch keine Bewertungen
- Test 2Dokument16 SeitenTest 2Anh TramNoch keine Bewertungen
- Gelinas Dull and Wheeler - Chapter 9Dokument41 SeitenGelinas Dull and Wheeler - Chapter 9bendermacherrickNoch keine Bewertungen
- Unit 3Dokument84 SeitenUnit 3prasant bashyalNoch keine Bewertungen
- Ch01 Managerial Accounting and The Business EnvironmentDokument8 SeitenCh01 Managerial Accounting and The Business Environmentsat satwNoch keine Bewertungen
- GTSSolution - Inventory Management For RISE CRMDokument94 SeitenGTSSolution - Inventory Management For RISE CRMteguhpcNoch keine Bewertungen
- Flipkart Believes in Hiring The Smartest of The LotDokument10 SeitenFlipkart Believes in Hiring The Smartest of The LotGowri J BabuNoch keine Bewertungen
- MY Research ProposalDokument7 SeitenMY Research ProposalAnupa De Silva0% (1)
- Bergerac SystemsDokument13 SeitenBergerac SystemsKomal Verma100% (2)
- AE22 Lesson 4 - Job Order Cost SystemDokument31 SeitenAE22 Lesson 4 - Job Order Cost SystemMama MiyaNoch keine Bewertungen
- Chapter 2Dokument7 SeitenChapter 2harleycrispino.eduNoch keine Bewertungen