Das könnte Ihnen auch gefallen
- Yeast StarterDokument1 SeiteYeast StartersupersugerNoch keine Bewertungen
- 09 DO Beer BrewingDokument2 Seiten09 DO Beer Brewingsignup_them7803Noch keine Bewertungen
- Beer Understanding Yeast PDFDokument4 SeitenBeer Understanding Yeast PDFMauro Kugler FilhoNoch keine Bewertungen
- Quickguide ProteusDokument7 SeitenQuickguide ProteusdavidemirraNoch keine Bewertungen
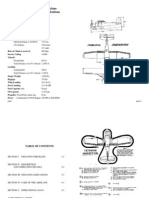
- C-182 PohDokument31 SeitenC-182 PohOscarWolfNoch keine Bewertungen
- 8051 Instruction SetDokument4 Seiten8051 Instruction SetsupersugerNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Apostila de AseDokument20 SeitenApostila de AseOdair Pereira Dos SantosNoch keine Bewertungen
- VIK Traders Se Desculpa Com Clientes Por Dificuldades No SaqueDokument2 SeitenVIK Traders Se Desculpa Com Clientes Por Dificuldades No SaqueMetropolesNoch keine Bewertungen
- Tilak Highschool Exam Activity Sheet for English SubjectDokument8 SeitenTilak Highschool Exam Activity Sheet for English SubjectJay Bhatia0% (1)
- Complete Note Books of Leonardo Da VinciDokument510 SeitenComplete Note Books of Leonardo Da VinciDanish MerajNoch keine Bewertungen
- IRL - Information Request List For Performance DiagnosticsDokument3 SeitenIRL - Information Request List For Performance Diagnosticsd280299Noch keine Bewertungen
- College New Prospectus PDFDokument32 SeitenCollege New Prospectus PDFJawad ArifNoch keine Bewertungen
- Computer Science Important Question For Class 12 C++Dokument24 SeitenComputer Science Important Question For Class 12 C++Ravi singhNoch keine Bewertungen
- Ausubel's Theory of Meaningful LearningDokument21 SeitenAusubel's Theory of Meaningful LearningasyiqqinNoch keine Bewertungen
- Session 1 - Introduction To HIP 2017Dokument18 SeitenSession 1 - Introduction To HIP 2017teachernizz100% (3)
- SAP Sample Questions ReviewDokument18 SeitenSAP Sample Questions ReviewYasir Yamin SadiNoch keine Bewertungen
- Jurnal Terapi Marital IndonesiaDokument10 SeitenJurnal Terapi Marital IndonesiaErickson Arthur SiahaanNoch keine Bewertungen
- Plant SimulationDokument3 SeitenPlant SimulationGrant Schorsch KalilNoch keine Bewertungen
- Landscapes of Emotion 1991Dokument346 SeitenLandscapes of Emotion 1991Rachmad AdilaNoch keine Bewertungen
- 3rd MODIFIED OXFORD-OREGON DEBATEDokument5 Seiten3rd MODIFIED OXFORD-OREGON DEBATEDoc AemiliusNoch keine Bewertungen
- Møire 4.01 Docs (1993)Dokument15 SeitenMøire 4.01 Docs (1993)VintageReadMeNoch keine Bewertungen
- NCBSSH e FormDokument59 SeitenNCBSSH e FormDaryll Anne LagtaponNoch keine Bewertungen
- Virtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce ADokument11 SeitenVirtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce AahmedNoch keine Bewertungen
- Cardinal and Ordinal UtilityDokument39 SeitenCardinal and Ordinal UtilityAnkapa Naidu Dama78% (9)
- Listening Cd1Dokument7 SeitenListening Cd1Iulian Teodor0% (1)
- Essay One Othering and Rhetorical AnalysisDokument7 SeitenEssay One Othering and Rhetorical Analysisapi-324018733Noch keine Bewertungen
- Balance and Stability PowerpointDokument36 SeitenBalance and Stability PowerpointCzarina Amor CabilleteNoch keine Bewertungen
- Master Thesis Natural Oil AbsorbentDokument178 SeitenMaster Thesis Natural Oil AbsorbentFaris Mat100% (1)
- FreePBX Installation GuideDokument6 SeitenFreePBX Installation Guidetinhs2cop0% (1)
- Test Case: If Your Formulas Are Correct, You Should Get The Following Values For The First SentenceDokument7 SeitenTest Case: If Your Formulas Are Correct, You Should Get The Following Values For The First SentenceAbdelrahman AshrafNoch keine Bewertungen
- ForestDokument27 SeitenForestMelinda RafaelNoch keine Bewertungen
- Data Structures Concepts Algorithms ImplementationDokument10 SeitenData Structures Concepts Algorithms ImplementationRyan DavisNoch keine Bewertungen
- Manuel V. Gallego Foundation Colleges, Inc. Cabanatuan City, PhilippinesDokument12 SeitenManuel V. Gallego Foundation Colleges, Inc. Cabanatuan City, PhilippinesEdelmar BenosaNoch keine Bewertungen
- Key Sentence Patterns - Ielts WritingDokument5 SeitenKey Sentence Patterns - Ielts Writingranga priyasadNoch keine Bewertungen
- Adolescent Sleep Patterns and Insomnia Rates in a Large Population StudyDokument8 SeitenAdolescent Sleep Patterns and Insomnia Rates in a Large Population StudyPradipta ShivaNoch keine Bewertungen
- SGC Roles and FunctionsDokument25 SeitenSGC Roles and FunctionsDivine Grace SamortinNoch keine Bewertungen