Das könnte Ihnen auch gefallen
- Vale Copper Cliff Mine Case StudyDokument2 SeitenVale Copper Cliff Mine Case StudymasWIDINoch keine Bewertungen
- The Industry's Green Solution For Generating Up To 80% Savings in Operating Costs!Dokument47 SeitenThe Industry's Green Solution For Generating Up To 80% Savings in Operating Costs!Victor BalboaNoch keine Bewertungen
- Longwall MiningDokument42 SeitenLongwall MiningNaniNoch keine Bewertungen
- Haulroad: Design and Maintenance Guide Design and MaintenanceDokument11 SeitenHaulroad: Design and Maintenance Guide Design and MaintenanceAdie Survei PemetaanNoch keine Bewertungen
- Application of Conveyors For UG HaulageDokument11 SeitenApplication of Conveyors For UG Haulageminerito2211Noch keine Bewertungen
- Selecting Shaft or DeclineDokument8 SeitenSelecting Shaft or DeclineluisparedesNoch keine Bewertungen
- Incline Haulage TrucksDokument2 SeitenIncline Haulage Trucksgarves007Noch keine Bewertungen
- Latest Rail-Veyor PresentationDokument55 SeitenLatest Rail-Veyor PresentationGuido GuidottiNoch keine Bewertungen
- Golden Firestone: MissionDokument5 SeitenGolden Firestone: MissionNovei Almane GorresNoch keine Bewertungen
- Shaft or DeclineDokument10 SeitenShaft or DeclineElias ArayaNoch keine Bewertungen
- Hammerstone Haul Roads WebDokument4 SeitenHammerstone Haul Roads WebAnonymous FvXjyF4cT4Noch keine Bewertungen
- Basics of Paste Backfill SystemsDokument5 SeitenBasics of Paste Backfill Systemsalvaroaac4100% (1)
- Gate Mining 2007-2019 PapersDokument220 SeitenGate Mining 2007-2019 PapersAarya raj singh RanawatNoch keine Bewertungen
- Grinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyDokument32 SeitenGrinding-Fundamentals and Theory: Dr. Chandranath Banerjee Sr. Engineer and Lead Minerals and Separation TechnologyVarun InamdarNoch keine Bewertungen
- Jah Mine To Mill SimulationDokument27 SeitenJah Mine To Mill SimulationcemsavantNoch keine Bewertungen
- Mine Ventilation Notes For Beginners PDFDokument16 SeitenMine Ventilation Notes For Beginners PDFalwcastillo100% (2)
- Longwall MiningDokument194 SeitenLongwall Miningpjck22100% (1)
- 9.long Overland ConveyorsDokument14 Seiten9.long Overland ConveyorsMauricio MpintoNoch keine Bewertungen
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Dokument11 SeitenCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972Noch keine Bewertungen
- 10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryDokument10 Seiten10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryjsaulNoch keine Bewertungen
- Cyanide DestructionDokument11 SeitenCyanide DestructionISMAEL RAMIREZNoch keine Bewertungen
- High Angle Conveyor Offers Mine Haulage SavingsDokument27 SeitenHigh Angle Conveyor Offers Mine Haulage SavingsJDNoch keine Bewertungen
- Estimation of Incremental Haulage Costs by Mining Historical Data and Their Influence in The Final Pit DefinitionDokument6 SeitenEstimation of Incremental Haulage Costs by Mining Historical Data and Their Influence in The Final Pit DefinitionGaluizu001Noch keine Bewertungen
- 9.1 Lecture Material - Pneumatic Transport and Slurry TransportDokument51 Seiten9.1 Lecture Material - Pneumatic Transport and Slurry TransportDondon Irig100% (1)
- Rossing - Production ProcessDokument27 SeitenRossing - Production ProcessJan LubbeNoch keine Bewertungen
- Grinding Mills Brochure V14Dokument8 SeitenGrinding Mills Brochure V14shrikant mishraNoch keine Bewertungen
- 101-Modular Plants DiamondsDokument6 Seiten101-Modular Plants DiamondsPaolo VelcichNoch keine Bewertungen
- Kiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010Dokument27 SeitenKiuttu J, Ruuska J & Yliniemi L (2010) Advanced and Sustainable Beneficiation of Platinum Group Minerals (PGM) in Sulphide Poor Platinum (PGE) Deposits - BEPGE-project, Final Report. May 2010alinoriNoch keine Bewertungen
- MME 2010 Contents and Introduction PDFDokument13 SeitenMME 2010 Contents and Introduction PDFAmaraaZoyaNoch keine Bewertungen
- An Overview of Operating Parameters and Conditions in Hydrocyclones For Enhanced SeparationsDokument18 SeitenAn Overview of Operating Parameters and Conditions in Hydrocyclones For Enhanced SeparationsAlex MaximasNoch keine Bewertungen
- Share Lect 01 MINE FLEET-1Dokument98 SeitenShare Lect 01 MINE FLEET-1Goodluck AnaniaNoch keine Bewertungen
- OTE Outotec Mineral Processing Solutions Eng WebDokument12 SeitenOTE Outotec Mineral Processing Solutions Eng WebManuel NyokaNoch keine Bewertungen
- Department of Mining Engineering: Indian Institute of Technology (Indian School of Mines) DhanbadDokument25 SeitenDepartment of Mining Engineering: Indian Institute of Technology (Indian School of Mines) DhanbadAditya HimanshuNoch keine Bewertungen
- Development of A Mineral Processing Flowsheet - Case - SMEDokument12 SeitenDevelopment of A Mineral Processing Flowsheet - Case - SMEOctavio Paulino SolisNoch keine Bewertungen
- Mina Cobre Panamá Project (Cu-Mo-Au)Dokument188 SeitenMina Cobre Panamá Project (Cu-Mo-Au)Felipe Gonzalez Jimenez0% (1)
- Moore 2012 PDokument7 SeitenMoore 2012 PSACHIDHANANDHAM ANoch keine Bewertungen
- 69533814-Capcosts-1998 (PDF - Io)Dokument20 Seiten69533814-Capcosts-1998 (PDF - Io)Jesús Alexander Flores AbadNoch keine Bewertungen
- Pillar DesignDokument51 SeitenPillar Designbishal pradhanNoch keine Bewertungen
- Cut-and-Fill Stoping: April 2014Dokument29 SeitenCut-and-Fill Stoping: April 2014Geraldo Majella GuimaraesNoch keine Bewertungen
- Site Visit: Mogalakwena Mine and Polokwane Smelter: April 12 2010Dokument39 SeitenSite Visit: Mogalakwena Mine and Polokwane Smelter: April 12 2010pldevNoch keine Bewertungen
- Impala Platinum 4 Rope Koepe Winder Rope-Up (Patrick de La Hunt)Dokument55 SeitenImpala Platinum 4 Rope Koepe Winder Rope-Up (Patrick de La Hunt)moses50% (2)
- Trucklift SystemDokument5 SeitenTrucklift SystemwalterloliNoch keine Bewertungen
- Leaching Section 3Dokument16 SeitenLeaching Section 3EDSON CHENJERAINoch keine Bewertungen
- The Influence of Liner Wear On Milling EfficiencyDokument21 SeitenThe Influence of Liner Wear On Milling EfficiencyW ZuoNoch keine Bewertungen
- Issue110 Evolution MiningTrucksDokument4 SeitenIssue110 Evolution MiningTrucksluisparedesNoch keine Bewertungen
- New Afton Presentation1 PDFDokument32 SeitenNew Afton Presentation1 PDFOktarianWisnuLusantonoNoch keine Bewertungen
- Blast Fume Clearance Reentry TimesDokument8 SeitenBlast Fume Clearance Reentry TimesYuni_Arifwati_5495Noch keine Bewertungen
- Marcona Copper ProjectDokument5 SeitenMarcona Copper ProjectGeorgi SavovNoch keine Bewertungen
- Block Valuation at Antamina Mine: Harry Parker & Kim Kirkland Mintec Seminar April 2007Dokument28 SeitenBlock Valuation at Antamina Mine: Harry Parker & Kim Kirkland Mintec Seminar April 2007Harold G. Velasquez SanchezNoch keine Bewertungen
- IsaMill Carbon Presentation BHPB Nov 07Dokument56 SeitenIsaMill Carbon Presentation BHPB Nov 07Manuel Leiva CerdaNoch keine Bewertungen
- Surface MiningDokument11 SeitenSurface MiningDjusman Bin Azis50% (2)
- Mining Cost IndexesDokument3 SeitenMining Cost IndexesHamit AydınNoch keine Bewertungen
- High Angle Conveyor Offers Mine Haulage SavingsDokument20 SeitenHigh Angle Conveyor Offers Mine Haulage SavingsZiggy Gregory100% (1)
- SamplingDokument8 SeitenSamplingSreedhar BellaryNoch keine Bewertungen
- 04 069 233final1 PDFDokument57 Seiten04 069 233final1 PDFSourav ChattopadhyayNoch keine Bewertungen
- 2002 Tech ChariDokument12 Seiten2002 Tech ChariRajeshkumar ElangoNoch keine Bewertungen
- 2000 Ifa Neworleans GobbitDokument14 Seiten2000 Ifa Neworleans GobbitFajar ZonaNoch keine Bewertungen
- Hydraulic Screen ResDokument3 SeitenHydraulic Screen ResJeancarlo Palacios CasasNoch keine Bewertungen
- Arc Blast Hazard RevisitedDokument9 SeitenArc Blast Hazard RevisitedpecampbeNoch keine Bewertungen
- Vacuum Contactor TestingDokument7 SeitenVacuum Contactor TestingpecampbeNoch keine Bewertungen
- Arc Blast Hazard RevisitedDokument9 SeitenArc Blast Hazard RevisitedpecampbeNoch keine Bewertungen
- Overhead Line Electrical CharacteristicsDokument2 SeitenOverhead Line Electrical CharacteristicspecampbeNoch keine Bewertungen
- Electrical Hazard Risk Assessment 1-20-15Dokument27 SeitenElectrical Hazard Risk Assessment 1-20-15pecampbeNoch keine Bewertungen
- Cable Tray Sizing RequirementsDokument1 SeiteCable Tray Sizing RequirementspecampbeNoch keine Bewertungen
- Welding Hazards Mitigating The RiskDokument46 SeitenWelding Hazards Mitigating The RiskpecampbeNoch keine Bewertungen
- ArresterFacts 037 Insulation Coordination FundamentalsDokument8 SeitenArresterFacts 037 Insulation Coordination FundamentalsMang PorongNoch keine Bewertungen
- High Resistance GroundingDokument6 SeitenHigh Resistance GroundingpecampbeNoch keine Bewertungen
- Arc Flash Risk Assessment MethodologyDokument5 SeitenArc Flash Risk Assessment MethodologypecampbeNoch keine Bewertungen
- Multiple Motor IssuesDokument7 SeitenMultiple Motor IssuespecampbeNoch keine Bewertungen
- FE-MLS2B Series: Long-Range Thru-Beam SensorsDokument4 SeitenFE-MLS2B Series: Long-Range Thru-Beam SensorspecampbeNoch keine Bewertungen
- Safety Operations On Medium Voltage Switch GearDokument3 SeitenSafety Operations On Medium Voltage Switch GearpecampbeNoch keine Bewertungen
- EC&S Qualifications DocumentDokument20 SeitenEC&S Qualifications DocumentpecampbeNoch keine Bewertungen
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Dokument7 SeitenTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNoch keine Bewertungen
- Materials Selection Lecture Full 2023.Dokument203 SeitenMaterials Selection Lecture Full 2023.Goddy NanaNoch keine Bewertungen
- POLO-INFO POLO-KAL NG Ratstop 08-2019 ENDokument2 SeitenPOLO-INFO POLO-KAL NG Ratstop 08-2019 ENBaakir KarkoshNoch keine Bewertungen
- Sprinter 2.7 Liter Diesel Fuel Injection DiagnosisSprinterDokument150 SeitenSprinter 2.7 Liter Diesel Fuel Injection DiagnosisSprinterMiguel Ángel Gil Pérez100% (13)
- Conectores 15000 Psi MS-02-335Dokument10 SeitenConectores 15000 Psi MS-02-335Pierre MejiaNoch keine Bewertungen
- Strength and Microscale Properties of Bamboo FiberDokument14 SeitenStrength and Microscale Properties of Bamboo FiberDm EerzaNoch keine Bewertungen
- PM High Strength Magnetic Alloys PDFDokument13 SeitenPM High Strength Magnetic Alloys PDFSAMIT JAINNoch keine Bewertungen
- Machining Processes SyllabusDokument2 SeitenMachining Processes SyllabusshailkhanNoch keine Bewertungen
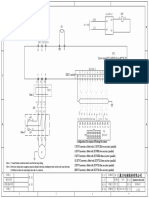
- D10D632 Electrical Schematic diagram-ENDokument31 SeitenD10D632 Electrical Schematic diagram-ENPrakashNoch keine Bewertungen
- Project Report On GearsDokument40 SeitenProject Report On Gearsjai70% (27)
- Coatings Non-ITAR Product and Specification GuideDokument16 SeitenCoatings Non-ITAR Product and Specification GuideCarlos Alberto Rozo R.Noch keine Bewertungen
- Nalgene Plastics Tech Guide 0209Dokument64 SeitenNalgene Plastics Tech Guide 0209bkorecNoch keine Bewertungen
- HYROTEST Procedure Tank NSIDokument4 SeitenHYROTEST Procedure Tank NSIluhur prandika100% (1)
- TSI Runflat Systems: Fitting Instructions and User GuideDokument6 SeitenTSI Runflat Systems: Fitting Instructions and User Guideabdelrhmangbr86Noch keine Bewertungen
- How Can I Help To Protect The Ozone Layer?Dokument2 SeitenHow Can I Help To Protect The Ozone Layer?Muhammad AhmedNoch keine Bewertungen
- Electric Conductivity (EC) MeterDokument3 SeitenElectric Conductivity (EC) MeterThanh NguyênNoch keine Bewertungen
- MM-18 - Bilge Separator - OPERATION MANUALDokument24 SeitenMM-18 - Bilge Separator - OPERATION MANUALKyaw Swar Latt100% (2)
- 2ND Periodical Test in Tle 6-IaDokument3 Seiten2ND Periodical Test in Tle 6-IaElsie NogaNoch keine Bewertungen
- Basic Applied Electronics by BalamuruganDokument73 SeitenBasic Applied Electronics by BalamuruganBalamurugan Thirunavukarasu100% (2)
- Anchor - Bolt 12 MKD' NO. 1642001ABD-0002: Grid LocationDokument1 SeiteAnchor - Bolt 12 MKD' NO. 1642001ABD-0002: Grid LocationGHULAM NABINoch keine Bewertungen
- NEHA Mechanical Properties BiomaterialsDokument19 SeitenNEHA Mechanical Properties BiomaterialsRavishanker BaligaNoch keine Bewertungen
- Coal Conveyor GuardDokument18 SeitenCoal Conveyor GuardDSG100% (1)
- Samsung DVD v5600 v6600 SMDokument239 SeitenSamsung DVD v5600 v6600 SMchuftaNoch keine Bewertungen
- S-1 General NotesDokument1 SeiteS-1 General NotesEngr. Robnick PaduaNoch keine Bewertungen
- High School Clay For WeeblyDokument71 SeitenHigh School Clay For Weeblyapi-293964578100% (6)
- High Voltage FusesDokument10 SeitenHigh Voltage FusesDuvan Nieto CañonNoch keine Bewertungen
- Gas Metal Arc WeldingDokument26 SeitenGas Metal Arc WeldingnansusanNoch keine Bewertungen
- Astm D7522M-21Dokument6 SeitenAstm D7522M-21Edgar Joel Perez CarvajalNoch keine Bewertungen
- Tb85 With DMR - dmt30 (Mk213685)Dokument5 SeitenTb85 With DMR - dmt30 (Mk213685)Miguel Viegas100% (1)
- The Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsDokument14 SeitenThe Current General Uses of QT Steels and Nippon Steel Corp.'s HT SteelsardeshirNoch keine Bewertungen