Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Mustapha Et Al. (2022)Dokument8 SeitenMustapha Et Al. (2022)Alhassan I MohammedNoch keine Bewertungen
- Coal & Petroleum: Formative WorksheetDokument4 SeitenCoal & Petroleum: Formative WorksheetMinati pandaNoch keine Bewertungen
- Lecture F12Dokument13 SeitenLecture F12Shakeel AhmadNoch keine Bewertungen
- Xyfuel Combustion of Low Calorific Blast Furnace Gas For Steel Reheating FurnacesDokument9 SeitenXyfuel Combustion of Low Calorific Blast Furnace Gas For Steel Reheating FurnacesGangadharKasinathSastryNoch keine Bewertungen
- BiofuelscanDokument15 SeitenBiofuelscanSAMYAK PANDEYNoch keine Bewertungen
- A SWOT Matrix For Byco Petroleum Pakistan Limited: Strengths WeaknessesDokument1 SeiteA SWOT Matrix For Byco Petroleum Pakistan Limited: Strengths WeaknessesUsmanSarwarNoch keine Bewertungen
- Production of Hydrogen Using WGSRDokument3 SeitenProduction of Hydrogen Using WGSRAnonymous NayakNoch keine Bewertungen
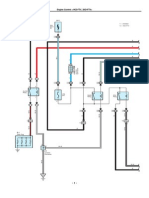
- Hilux 1KD y 2KDDokument11 SeitenHilux 1KD y 2KDJotaz V. Suarez0% (1)
- Fachrul Nazar Rachmawan Uts BinggrisDokument1 SeiteFachrul Nazar Rachmawan Uts BinggrisNazar RachmawanNoch keine Bewertungen
- Oil & Gas: Blending and Handling of Ethanol and Bio-DieselDokument51 SeitenOil & Gas: Blending and Handling of Ethanol and Bio-DieselMohanad HussienNoch keine Bewertungen
- Tank Capacity ExcelDokument6 SeitenTank Capacity ExcelRoni VincentNoch keine Bewertungen
- HR500 BrochureDokument6 SeitenHR500 BrochureBrian VasquezNoch keine Bewertungen
- Crude Oil. The Process of Refining Involves The Following StepsDokument4 SeitenCrude Oil. The Process of Refining Involves The Following StepsSai Ram MotupalliNoch keine Bewertungen
- Chapter 2: Review of Related LiteratureDokument6 SeitenChapter 2: Review of Related Literaturecryst4r50% (8)
- Naphtha: EtymologyDokument4 SeitenNaphtha: EtymologyShayan ZafarNoch keine Bewertungen
- Bitumen Price List Wef 16-05-2014Dokument5 SeitenBitumen Price List Wef 16-05-2014Srinivas Nayakuni50% (2)
- Liquid BiofuelsDokument73 SeitenLiquid BiofuelsJohn Kevin San JoseNoch keine Bewertungen
- LPG - Liquefied Petroleum Gas & Gas Detection SystemDokument32 SeitenLPG - Liquefied Petroleum Gas & Gas Detection SystemathNoch keine Bewertungen
- All Roads Leading To SAFDokument6 SeitenAll Roads Leading To SAFAtharva OfficeNoch keine Bewertungen
- Lel 3Dokument1 SeiteLel 3Hossam A.MoneimNoch keine Bewertungen
- Hydrogen Production: P A R T 6Dokument34 SeitenHydrogen Production: P A R T 6Bharavi K SNoch keine Bewertungen
- 000-1toc93693 TocDokument2 Seiten000-1toc93693 TocTrí Độ MinhNoch keine Bewertungen
- Types of FuelsDokument19 SeitenTypes of FuelsSumeet KhachaneNoch keine Bewertungen
- D146L Fuel ConsumptionDokument1 SeiteD146L Fuel ConsumptionWilliam AlvaradoNoch keine Bewertungen
- Determination of HHV of Diesel FuelDokument7 SeitenDetermination of HHV of Diesel FuelAdrian Soriaga LontocNoch keine Bewertungen
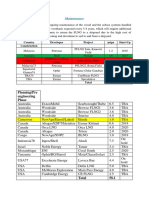
- Maintenance Des FLNGDokument3 SeitenMaintenance Des FLNGBeki Dabalambi100% (1)
- Inventory Management ReportDokument24 SeitenInventory Management Reportmahi5061100% (1)
- Seminario de Tecnologías Diesel BoschDokument79 SeitenSeminario de Tecnologías Diesel Boschfabian castroNoch keine Bewertungen