Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Environmental, Health, and Safety Guidelines For Thermal Power Plant - FilesDokument33 SeitenEnvironmental, Health, and Safety Guidelines For Thermal Power Plant - FileskangsungjinNoch keine Bewertungen
- Urea Hydrolysis PDFDokument14 SeitenUrea Hydrolysis PDFkangsungjinNoch keine Bewertungen
- Flow of Fluids Through Valves, Fittings and Pipe (Crane)Dokument133 SeitenFlow of Fluids Through Valves, Fittings and Pipe (Crane)kangsungjin100% (1)
- A Review of Explicit Approximations of Colebrook's EquationDokument5 SeitenA Review of Explicit Approximations of Colebrook's EquationkangsungjinNoch keine Bewertungen
- Tecnicas para Cartas de Amor U OdioDokument4 SeitenTecnicas para Cartas de Amor U OdioChristian Gabriel Stampacchio100% (16)
- Alfa Laval Pump Handbook PDFDokument257 SeitenAlfa Laval Pump Handbook PDFkashifwarsiNoch keine Bewertungen
- Corrosion TableDokument2 SeitenCorrosion TableVijayakumar AtthuluriNoch keine Bewertungen
- FINAL - Thermal+Power IFC REPORTDokument33 SeitenFINAL - Thermal+Power IFC REPORTwidyo saptotoNoch keine Bewertungen
- Environmental, Health, and Safety General GuidelinesDokument99 SeitenEnvironmental, Health, and Safety General GuidelineskangsungjinNoch keine Bewertungen
- (Welding) s7Dokument113 Seiten(Welding) s7Popo YuppyNoch keine Bewertungen
- A Case Study of The Selective Catalystic ReductionDokument6 SeitenA Case Study of The Selective Catalystic ReductionkangsungjinNoch keine Bewertungen
- Flow of Fluids Through Valves, Fittings and Pipe (Crane)Dokument133 SeitenFlow of Fluids Through Valves, Fittings and Pipe (Crane)kangsungjin100% (1)
- M-506 Co2 Corrosion ModelDokument18 SeitenM-506 Co2 Corrosion ModelEdgar Enrique Diaz MarquinaNoch keine Bewertungen
- Low Temperature CatalystDokument29 SeitenLow Temperature CatalystkangsungjinNoch keine Bewertungen
- (Welding) s7Dokument113 Seiten(Welding) s7Popo YuppyNoch keine Bewertungen
- FAC and Cavitation: Identification, Assessment, Monitoring, PreventionDokument7 SeitenFAC and Cavitation: Identification, Assessment, Monitoring, PreventionkangsungjinNoch keine Bewertungen
- 8.10 Chemical Reactors: Control and Optimization: F. G. ShinskeyDokument14 Seiten8.10 Chemical Reactors: Control and Optimization: F. G. ShinskeyDAANoch keine Bewertungen
- ADG001Dokument19 SeitenADG001prufino2Noch keine Bewertungen
- 000000000001004930Dokument162 Seiten000000000001004930Diego Soto Sandoval100% (1)
- 8.8 Chemical Reactors: Batch SequencingDokument24 Seiten8.8 Chemical Reactors: Batch SequencingkangsungjinNoch keine Bewertungen
- (Welding) s7Dokument113 Seiten(Welding) s7Popo YuppyNoch keine Bewertungen
- A Review of Explicit Approximations of Colebrook's Equation: Srbislav GenićDokument5 SeitenA Review of Explicit Approximations of Colebrook's Equation: Srbislav GenićLutfi LailaNoch keine Bewertungen
- 1081ch8 11 PDFDokument9 Seiten1081ch8 11 PDFjut klayNoch keine Bewertungen
- Thermal Power EHS Guideline 2017Dokument61 SeitenThermal Power EHS Guideline 2017nunukantaNoch keine Bewertungen
- FINAL - Thermal+Power IFC REPORTDokument33 SeitenFINAL - Thermal+Power IFC REPORTwidyo saptotoNoch keine Bewertungen
- Thermal Power EHS Guideline 2017Dokument61 SeitenThermal Power EHS Guideline 2017nunukantaNoch keine Bewertungen
- JIS G3101 2004 Chem MechDokument1 SeiteJIS G3101 2004 Chem Mechtonaoh2009Noch keine Bewertungen
- Thermal Power EHS Guideline 2017Dokument61 SeitenThermal Power EHS Guideline 2017nunukantaNoch keine Bewertungen
- Environmental, Health, and Safety General Guidelines - 2008Dokument33 SeitenEnvironmental, Health, and Safety General Guidelines - 2008kangsungjinNoch keine Bewertungen
- Ml12335a508 PDFDokument279 SeitenMl12335a508 PDFkangsungjinNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Release Not Ese Tabs 2015 V 1510Dokument7 SeitenRelease Not Ese Tabs 2015 V 1510jwanroNoch keine Bewertungen
- Forces and Stresses On Ships (Compatibility Mode)Dokument44 SeitenForces and Stresses On Ships (Compatibility Mode)Htin Lin Aung100% (1)
- Impact Analysis Using ADINA: Daniel Jose Payen, PH.DDokument34 SeitenImpact Analysis Using ADINA: Daniel Jose Payen, PH.DAdolfo Gálvez VillacortaNoch keine Bewertungen
- Control Sys Nov-2015Dokument40 SeitenControl Sys Nov-2015krkpanduNoch keine Bewertungen
- Code of Practice For Construction With Large Panel PrefabricatesDokument43 SeitenCode of Practice For Construction With Large Panel PrefabricatesNarasimha DvlNoch keine Bewertungen
- Numerical Analysis of Aircraft Nose Landing Gear Using FEA: Jithin Malayil Jacob, Dr. Evangelia Ganniari PapageorgiouDokument9 SeitenNumerical Analysis of Aircraft Nose Landing Gear Using FEA: Jithin Malayil Jacob, Dr. Evangelia Ganniari PapageorgiouДмитрий ДмитренкоNoch keine Bewertungen
- Analysis of Mechanical Properties of Natural Fibre Composites by Experimental With FEADokument5 SeitenAnalysis of Mechanical Properties of Natural Fibre Composites by Experimental With FEArahul reddyNoch keine Bewertungen
- Rock Mechanics and Mining EngineeringDokument22 SeitenRock Mechanics and Mining EngineeringUmairKhalidNoch keine Bewertungen
- A Finite Element Approach For Locating The Center of Resistance of Maxillary TeethDokument12 SeitenA Finite Element Approach For Locating The Center of Resistance of Maxillary Teeth김재훈Noch keine Bewertungen
- Fluid Mechanics d203Dokument302 SeitenFluid Mechanics d203Vignesh SundaramNoch keine Bewertungen
- MDSP Diag 1Dokument3 SeitenMDSP Diag 1Tyron RebellonNoch keine Bewertungen
- Recommendations for Shear Lag Factors for Longitudinally Welded Tension MembersDokument22 SeitenRecommendations for Shear Lag Factors for Longitudinally Welded Tension MembersSergioAlcantaraNoch keine Bewertungen
- Flow Analysis and Structural Design of Penstock Bifurcation of Kulekhani III HEPDokument7 SeitenFlow Analysis and Structural Design of Penstock Bifurcation of Kulekhani III HEPSuhasNoch keine Bewertungen
- Ahmad Fitri Zainal AbidinDokument24 SeitenAhmad Fitri Zainal AbidinsureshgraphicsNoch keine Bewertungen
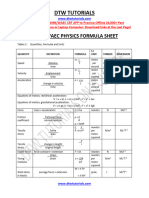
- DTW Tutorials 135 Physics Formula SheetDokument16 SeitenDTW Tutorials 135 Physics Formula Sheetggold0934Noch keine Bewertungen
- Prof. Dr.-Ing. Habil. Holm Altenbach, - Mechanics of Composite Structural Elements-Springer-Verlag BerliDokument487 SeitenProf. Dr.-Ing. Habil. Holm Altenbach, - Mechanics of Composite Structural Elements-Springer-Verlag BerliJohan100% (1)
- Machdes Project Group ScrewDokument6 SeitenMachdes Project Group ScrewSecret SecretNoch keine Bewertungen
- Stress Analysis of Machine ElementsDokument5 SeitenStress Analysis of Machine ElementsPeter SamuelNoch keine Bewertungen
- Dental Implant Biomechanics ForcesDokument57 SeitenDental Implant Biomechanics ForcesNikita Aggarwal100% (1)
- Theory of Structures (CE4G) Direct and Bending StressesDokument22 SeitenTheory of Structures (CE4G) Direct and Bending StressesDiptoNoch keine Bewertungen
- Lode Dependences Pressure-Sensitive Materials For Isotropic ElastoplasticDokument9 SeitenLode Dependences Pressure-Sensitive Materials For Isotropic Elastoplasticaasc1981Noch keine Bewertungen
- Thermal Stress Glass Cup ExampleDokument5 SeitenThermal Stress Glass Cup ExampleTarek_ElmelegyNoch keine Bewertungen
- Bending Test ExplainedDokument31 SeitenBending Test ExplainedAhmed KhasawnehNoch keine Bewertungen
- HW5 ch6 2011x PDFDokument8 SeitenHW5 ch6 2011x PDFMaryam Allayne AbastasNoch keine Bewertungen
- Thin Wall BeamsDokument32 SeitenThin Wall BeamsAllan Marbaniang100% (1)
- HSFG Bolts PDFDokument12 SeitenHSFG Bolts PDFmcwong_98Noch keine Bewertungen
- Prestress LossesDokument11 SeitenPrestress LossesCarlson CaliwanNoch keine Bewertungen
- The Magic of Sand (David Muir Wood)Dokument22 SeitenThe Magic of Sand (David Muir Wood)Ramiro ChairezNoch keine Bewertungen
- Essay On How I Can Add Value To Hydroserve Nigeria LimitedDokument2 SeitenEssay On How I Can Add Value To Hydroserve Nigeria LimitedAsuelimen titoNoch keine Bewertungen
- Structural Analysis and Design of Proces PDFDokument361 SeitenStructural Analysis and Design of Proces PDFmarceloNoch keine Bewertungen