Das könnte Ihnen auch gefallen
- Xox Prepaid FaqDokument15 SeitenXox Prepaid FaqMohd Nazri SalimNoch keine Bewertungen
- Onexox Faq PDFDokument4 SeitenOnexox Faq PDFMohd Nazri SalimNoch keine Bewertungen
- Onexox Faq PDFDokument4 SeitenOnexox Faq PDFMohd Nazri SalimNoch keine Bewertungen
- Faq Online Guard PlusDokument4 SeitenFaq Online Guard PlusMohd Nazri SalimNoch keine Bewertungen
- Welding Inventor TutorialDokument2 SeitenWelding Inventor TutorialMohd Nazri SalimNoch keine Bewertungen
- Inventor 2011 Weldments Elise MossDokument18 SeitenInventor 2011 Weldments Elise MossVICTORSJNoch keine Bewertungen
- JemputanKawin PDFDokument1 SeiteJemputanKawin PDFMohd Nazri SalimNoch keine Bewertungen
- Mould HPDC Runner PDFDokument18 SeitenMould HPDC Runner PDFMohd Nazri SalimNoch keine Bewertungen
- Contoh Soalan Shear StressDokument2 SeitenContoh Soalan Shear StressMohd Nazri SalimNoch keine Bewertungen
- Contoh SoalanDokument1 SeiteContoh SoalanMohd Nazri SalimNoch keine Bewertungen
- Minitab Basic TutorialDokument32 SeitenMinitab Basic TutorialMohd Nazri SalimNoch keine Bewertungen
- 3c3-TrigonometIntegrals Stu PDFDokument12 Seiten3c3-TrigonometIntegrals Stu PDFEnrique Matom GallegoNoch keine Bewertungen
- Mould HPDC Alloys PDFDokument4 SeitenMould HPDC Alloys PDFMohd Nazri SalimNoch keine Bewertungen
- Cive1400 200304 PDFDokument17 SeitenCive1400 200304 PDFMohd Nazri SalimNoch keine Bewertungen
- Mould Starndard Parts PDFDokument13 SeitenMould Starndard Parts PDFMohd Nazri SalimNoch keine Bewertungen
- Employee Scheduling Methods Using A CalculatorDokument6 SeitenEmployee Scheduling Methods Using A CalculatorMohd Nazri SalimNoch keine Bewertungen
- MS - Excel - Linear - & - Multiple - Regression Office 2007Dokument7 SeitenMS - Excel - Linear - & - Multiple - Regression Office 2007Mohd Nazri SalimNoch keine Bewertungen
- Pressure PDFDokument25 SeitenPressure PDFMohd Nazri SalimNoch keine Bewertungen
- Control Chart ExerciseDokument2 SeitenControl Chart ExerciseMohd Nazri SalimNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chapter 7 Integration Testing PDFDokument74 SeitenChapter 7 Integration Testing PDFebrgsrtNoch keine Bewertungen
- English Idioms and PhrasesDokument384 SeitenEnglish Idioms and Phrasesthwe thweNoch keine Bewertungen
- Power - of - Suffering 2Dokument21 SeitenPower - of - Suffering 2jojiNoch keine Bewertungen
- Stacy Frysinger - Him ExperienceDokument2 SeitenStacy Frysinger - Him Experienceapi-250552115Noch keine Bewertungen
- Maxdb Backup RecoveryDokument44 SeitenMaxdb Backup Recoveryft1ft1Noch keine Bewertungen
- (1908) Mack's Barbers' Guide: A Practical Hand-BookDokument124 Seiten(1908) Mack's Barbers' Guide: A Practical Hand-BookHerbert Hillary Booker 2nd100% (1)
- Business ProposalDokument35 SeitenBusiness ProposalMJ MacapagalNoch keine Bewertungen
- PriceDoxy 09 September 2011Dokument56 SeitenPriceDoxy 09 September 2011Elena OltuNoch keine Bewertungen
- Study of Noise Mapping at Moolchand Road Phargang New DelhiDokument10 SeitenStudy of Noise Mapping at Moolchand Road Phargang New DelhiEditor IJTSRDNoch keine Bewertungen
- Steve Talbott Getting Over The Code DelusionDokument57 SeitenSteve Talbott Getting Over The Code DelusionAlexandra DaleNoch keine Bewertungen
- Minolta Spotmeter f-1 PDFDokument50 SeitenMinolta Spotmeter f-1 PDFmacpator100% (1)
- Os Unit-1Dokument33 SeitenOs Unit-1yoichiisagi09Noch keine Bewertungen
- Culture Performance and Economic Return of Brown ShrimpDokument8 SeitenCulture Performance and Economic Return of Brown ShrimpLuã OliveiraNoch keine Bewertungen
- Motorola Phone Tools Test InfoDokument98 SeitenMotorola Phone Tools Test InfoDouglaswestphalNoch keine Bewertungen
- Etymological Wordplay in Ovid's Pyramus and ThisbeDokument5 SeitenEtymological Wordplay in Ovid's Pyramus and Thisbeignoramus83Noch keine Bewertungen
- System Software Mind MapDokument1 SeiteSystem Software Mind MapRena AllenNoch keine Bewertungen
- LPP - Problem Number 2Dokument9 SeitenLPP - Problem Number 2CT SunilkumarNoch keine Bewertungen
- Manual Safety Installation Operations Tescom en 123946Dokument23 SeitenManual Safety Installation Operations Tescom en 123946Karikalan JayNoch keine Bewertungen
- Holiday Assignment (Dussehra Vacation) - 2022-23Dokument3 SeitenHoliday Assignment (Dussehra Vacation) - 2022-23yogeshNoch keine Bewertungen
- Electric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)Dokument3 SeitenElectric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)SonNguyenNoch keine Bewertungen
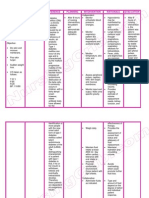
- Nursing Care Plan Diabetes Mellitus Type 1Dokument2 SeitenNursing Care Plan Diabetes Mellitus Type 1deric85% (46)
- Ostrich RacingDokument4 SeitenOstrich RacingalexmadoareNoch keine Bewertungen
- Lessons From The Humanitarian Disaster Logistics Management A Case Study of The Earthquake in HaitiDokument19 SeitenLessons From The Humanitarian Disaster Logistics Management A Case Study of The Earthquake in HaitiM Irfan Kemal100% (1)
- April FoolDokument179 SeitenApril FoolrogeraccuraNoch keine Bewertungen
- Gregorian-Lunar Calendar Conversion Table of 1960 (Geng-Zi - Year of The Mouse)Dokument1 SeiteGregorian-Lunar Calendar Conversion Table of 1960 (Geng-Zi - Year of The Mouse)Anomali SahamNoch keine Bewertungen
- Rastriya Swayamsewak SanghDokument60 SeitenRastriya Swayamsewak SanghRangam Trivedi100% (3)
- 06 Renr5908 08 01 All PDFDokument108 Seiten06 Renr5908 08 01 All PDFFrancisco Ospino Arrieta100% (2)
- EtchDokument2 SeitenEtchlex bactolNoch keine Bewertungen
- Library SectionsDokument4 SeitenLibrary SectionsGello Sotnuiq100% (4)
- Mechanical Energy Storage: Created by Nick StroudDokument24 SeitenMechanical Energy Storage: Created by Nick StroudAli ShazanNoch keine Bewertungen