Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- ACG 2071 Managerial AccountingDokument31 SeitenACG 2071 Managerial AccountingSamantha FernandezNoch keine Bewertungen
- Daraz Packaging GuidelinesDokument22 SeitenDaraz Packaging GuidelinesDaraz Seller Support80% (5)
- SAP Sales Order Store Returns (Intercompany)Dokument2 SeitenSAP Sales Order Store Returns (Intercompany)Donny CorleonNoch keine Bewertungen
- Logistics FedexDokument20 SeitenLogistics FedexNehaNoch keine Bewertungen
- 2016 Busan Container StatisticsDokument45 Seiten2016 Busan Container StatisticsPutika Appha100% (1)
- Ballou 09Dokument105 SeitenBallou 09Andrew RhoNoch keine Bewertungen
- Materials Management & Maintenance Slides 109 To 145Dokument37 SeitenMaterials Management & Maintenance Slides 109 To 145Kumar RajendranNoch keine Bewertungen
- DTTN Document Flow DiagramsDokument4 SeitenDTTN Document Flow DiagramsPetar KrastevNoch keine Bewertungen
- Sewerage SystemDokument19 SeitenSewerage SystemSujan Singh50% (2)
- LSM-306 Supply Chain ManagementDokument33 SeitenLSM-306 Supply Chain ManagementNaresh VemisettiNoch keine Bewertungen
- 8.0 MRPDokument18 Seiten8.0 MRProhanfyaz00Noch keine Bewertungen
- Intermediaries in LogisticsDokument29 SeitenIntermediaries in LogisticsKoushik KoushiNoch keine Bewertungen
- 5 Material Requirements PlanningDokument86 Seiten5 Material Requirements PlanningArush BhatnagarNoch keine Bewertungen
- Supple Chain ManagementDokument35 SeitenSupple Chain ManagementIoanaNoch keine Bewertungen
- Warehousing PPT TemplateDokument3 SeitenWarehousing PPT TemplateSandip BesraNoch keine Bewertungen
- 02b Deterministic Inventory ModelsDokument51 Seiten02b Deterministic Inventory ModelskaustavpalNoch keine Bewertungen
- SCM, Third Party Logistics, 3PL, Supply Chain ManagementDokument151 SeitenSCM, Third Party Logistics, 3PL, Supply Chain ManagementskibcobsaivigneshNoch keine Bewertungen
- Supply Chain ProcessDokument8 SeitenSupply Chain ProcessraveendramanipalNoch keine Bewertungen
- Chitkara BullwhipDokument12 SeitenChitkara BullwhipVeer JawandhaNoch keine Bewertungen
- LDH MainDokument26 SeitenLDH MainMani SharmaNoch keine Bewertungen
- Liner Shipping: Introduction To Transportation and NavigationDokument17 SeitenLiner Shipping: Introduction To Transportation and NavigationSha Eem100% (1)
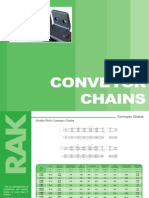
- ConveyorDokument49 SeitenConveyorRogelio Reyes RomeroNoch keine Bewertungen
- INCOTERM 2010 - PresentationDokument21 SeitenINCOTERM 2010 - PresentationhuynhtrangqnNoch keine Bewertungen
- Movement TypesDokument57 SeitenMovement TypesAlex RomeroNoch keine Bewertungen
- CHAPTER 9 - Inventory ManagementDokument28 SeitenCHAPTER 9 - Inventory Managementmuhd NorzikriNoch keine Bewertungen
- Carrier Selection and ContractingDokument52 SeitenCarrier Selection and ContractingSaman NaqviNoch keine Bewertungen
- Tiger - Gdynia PDFDokument3 SeitenTiger - Gdynia PDFnarendraNoch keine Bewertungen
- AP BR 1050 Dematic RapidStore ASRS FamilyDokument17 SeitenAP BR 1050 Dematic RapidStore ASRS FamilyDeepak BansalNoch keine Bewertungen
- LWC - List of Winners Year 2014Dokument2 SeitenLWC - List of Winners Year 2014Postal Corporation Of KenyaNoch keine Bewertungen
- Transport HandbookDokument73 SeitenTransport HandbookOmar Rodrigo Juarez SandovalNoch keine Bewertungen