Das könnte Ihnen auch gefallen
- Weld DiscontinuityDokument61 SeitenWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- D 2000 Series Manual PDFDokument71 SeitenD 2000 Series Manual PDFTakaNoch keine Bewertungen
- RT-Technique Sheet Items Level IIDokument3 SeitenRT-Technique Sheet Items Level IISugianto TanNoch keine Bewertungen
- Ultrasonic KundriatevDokument20 SeitenUltrasonic KundriatevbermisuNoch keine Bewertungen
- PCN GenDokument27 SeitenPCN GenMohammed ShamilNoch keine Bewertungen
- Welds Written ReportDokument4 SeitenWelds Written ReportChris Paulo100% (1)
- Iso18563 1 2022Dokument54 SeitenIso18563 1 2022baurzhannNoch keine Bewertungen
- 12 Interview Question Related To Non - Destructive TestingDokument4 Seiten12 Interview Question Related To Non - Destructive TestingHary adiNoch keine Bewertungen
- Specific Criteria For Non-Destructive Testing LaboratoriesDokument25 SeitenSpecific Criteria For Non-Destructive Testing LaboratoriesKishore Nayak kNoch keine Bewertungen
- E1936-97 Evaluating Digitization SystemsDokument4 SeitenE1936-97 Evaluating Digitization SystemsNDT Div, MedequipNoch keine Bewertungen
- TWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFDokument176 SeitenTWI-2008-Reliability of Manually Applied Phased Array Ultrasonic Inspection For Detection and Sizing of Flaws PDFRicardoSchayerSabinoNoch keine Bewertungen
- ANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!Dokument4 SeitenANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!shyamkumar rakoti0% (1)
- Casting Definitions and TerminologyDokument15 SeitenCasting Definitions and TerminologyCharlie ChongNoch keine Bewertungen
- Eddy Current TechnologyDokument17 SeitenEddy Current Technologyrane_lingNoch keine Bewertungen
- MX2 Training Program 10G VerifyExitAngleDelay On IIWDokument21 SeitenMX2 Training Program 10G VerifyExitAngleDelay On IIWANH TAI MAINoch keine Bewertungen
- P 14 Cover Sheets 10 07Dokument4 SeitenP 14 Cover Sheets 10 07carlos100% (1)
- NDT Application FormDokument4 SeitenNDT Application FormAhmed Shaban KotbNoch keine Bewertungen
- Hashemite University - NDT Overview PDFDokument7 SeitenHashemite University - NDT Overview PDFgeorgescribd1103Noch keine Bewertungen
- MSE Class 9 - Nondestructive Testing PDFDokument74 SeitenMSE Class 9 - Nondestructive Testing PDFelijah nderitu100% (1)
- BLOQUEDokument1 SeiteBLOQUEAlvaro Alexis Mendoza PradaNoch keine Bewertungen
- M.E.Forge Tech: Ultrasonic Inspection ReportDokument1 SeiteM.E.Forge Tech: Ultrasonic Inspection ReportK.s. Raghavendra KumarNoch keine Bewertungen
- E1220-10 Standard Practice For Visible Penetrant Testing Using Solvent-Removable ProcessDokument6 SeitenE1220-10 Standard Practice For Visible Penetrant Testing Using Solvent-Removable ProcesserikaNoch keine Bewertungen
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDokument18 SeitenD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNoch keine Bewertungen
- Selection of Leak Testing Method PDFDokument3 SeitenSelection of Leak Testing Method PDFdcsamaraweeraNoch keine Bewertungen
- DURR NDT CR Workshop ISO 17636-2Dokument22 SeitenDURR NDT CR Workshop ISO 17636-2Bilge AyanNoch keine Bewertungen
- Ultrasonic Testing (Ut) : Level IiDokument24 SeitenUltrasonic Testing (Ut) : Level IiAhmed El MorsyNoch keine Bewertungen
- Advances in Tube Testing 2008Dokument39 SeitenAdvances in Tube Testing 2008AhmedA.Hassan100% (1)
- Visual Testing of Asme Codes & Iso Standars Differences and SimilaritiesDokument2 SeitenVisual Testing of Asme Codes & Iso Standars Differences and SimilaritiesNaik Kiran GopiNoch keine Bewertungen
- IQI Designation PDFDokument1 SeiteIQI Designation PDFravi00098Noch keine Bewertungen
- TOFD and PAUT For Weld Root CorrosionDokument38 SeitenTOFD and PAUT For Weld Root CorrosionMuthumonickamNoch keine Bewertungen
- Beamtool Scan Plan: Inspection LayoutDokument4 SeitenBeamtool Scan Plan: Inspection LayoutMohan RajNoch keine Bewertungen
- NDT 2019Dokument32 SeitenNDT 2019Muhammad OsamaNoch keine Bewertungen
- Lecture 18-UTDokument50 SeitenLecture 18-UTsamrn850% (2)
- RT ProcedureDokument10 SeitenRT ProcedureSandeep SundriyalNoch keine Bewertungen
- Eddy Current Standard Depth and F90 Calculator: FrequencyDokument3 SeitenEddy Current Standard Depth and F90 Calculator: Frequencyemre sahinNoch keine Bewertungen
- Neutron RadiographyDokument97 SeitenNeutron RadiographyMeer UmerNoch keine Bewertungen
- Ultrasonic Testing - Wikipedia PDFDokument26 SeitenUltrasonic Testing - Wikipedia PDFKarthicWaitingNoch keine Bewertungen
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDokument1 SeiteDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangNoch keine Bewertungen
- Radiography: Limitations of Rt-MethodDokument25 SeitenRadiography: Limitations of Rt-MethodvcpNoch keine Bewertungen
- Ruukki Hot Rolled Steels Ultrasonic Testing 2011 PDFDokument5 SeitenRuukki Hot Rolled Steels Ultrasonic Testing 2011 PDFpvdang8453Noch keine Bewertungen
- ASNTDokument5 SeitenASNTshifaNoch keine Bewertungen
- The ABC's of Nondestructive Weld ExaminationDokument10 SeitenThe ABC's of Nondestructive Weld Examinationlethanhhai0306Noch keine Bewertungen
- Radiography TestingDokument1 SeiteRadiography TestingGulfnde Industrial ServicesNoch keine Bewertungen
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalDokument6 SeitenNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19Noch keine Bewertungen
- PT Level IDokument216 SeitenPT Level IhocimtmNoch keine Bewertungen
- UT Outline Training LV IIIDokument4 SeitenUT Outline Training LV IIITrung Tinh HoNoch keine Bewertungen
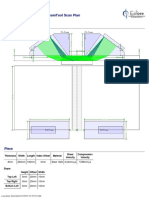
- Beamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDokument3 SeitenBeamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்Noch keine Bewertungen
- Weld Scanning ProcedureDokument5 SeitenWeld Scanning ProcedureLutfi IsmailNoch keine Bewertungen
- 24 Practical Visual InspectionDokument5 Seiten24 Practical Visual InspectionMai Anh TaiNoch keine Bewertungen
- ATT VT-1.0A Rev. 2 ProcedureDokument5 SeitenATT VT-1.0A Rev. 2 Procedureskynyrd75Noch keine Bewertungen
- SEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTDokument2 SeitenSEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTChandrashekhar ThiramdasuNoch keine Bewertungen
- G S Earth WireDokument10 SeitenG S Earth WiresaratNoch keine Bewertungen
- Article 16 Magnetic Flux Leakage (MFL) ExaminationDokument4 SeitenArticle 16 Magnetic Flux Leakage (MFL) ExaminationAnonymous ihanyMJNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Advanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingVon EverandAdvanced Materials '93: Computations, Glassy Materials, Microgravity and Non-Destructive TestingNoch keine Bewertungen
- Engineering & Construction: Magnetic Particle Test ProcedureDokument13 SeitenEngineering & Construction: Magnetic Particle Test Proceduresoledense5470100% (1)
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDokument14 SeitenMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- Procedure For Magnetic Particle Examination 1.0 SCOPEDokument3 SeitenProcedure For Magnetic Particle Examination 1.0 SCOPEpmkar100% (1)
- UT ProcedureDokument14 SeitenUT Procedureshifa0% (1)
- Sop52 08 0000 00 015Dokument11 SeitenSop52 08 0000 00 015Ali RafiqueNoch keine Bewertungen
- Senior Welding InspectorDokument1 SeiteSenior Welding InspectorwalitedisonNoch keine Bewertungen
- Final Alignment Monitoring: IR Number Equipment Name Date of Inspection Inspection Conducted Inspection Comments RemarksDokument2 SeitenFinal Alignment Monitoring: IR Number Equipment Name Date of Inspection Inspection Conducted Inspection Comments RemarkswalitedisonNoch keine Bewertungen
- Tripper GalleryDokument14 SeitenTripper GallerywalitedisonNoch keine Bewertungen
- Valve List Test LimitDokument37 SeitenValve List Test LimitwalitedisonNoch keine Bewertungen
- Boiler and Piping ToolsDokument4 SeitenBoiler and Piping ToolswalitedisonNoch keine Bewertungen
- T0rque Value of A193 B7Dokument2 SeitenT0rque Value of A193 B7walitedisonNoch keine Bewertungen
- Hydrostatic Test Procedure PDFDokument2 SeitenHydrostatic Test Procedure PDFLuis Pullas86% (44)
- Gag For Pressure Safety Valve JimCaseyDokument1 SeiteGag For Pressure Safety Valve JimCaseywalitedisonNoch keine Bewertungen
- Yuhan Welder List - Nov.22017Dokument1 SeiteYuhan Welder List - Nov.22017walitedisonNoch keine Bewertungen
- List of Inspection Report For Turnover Package For WWTDokument1 SeiteList of Inspection Report For Turnover Package For WWTwalitedisonNoch keine Bewertungen
- Final Alignment Monitoring: IR Number Equipment Name Date of Inspection Inspection Conducted Inspection Comments RemarksDokument2 SeitenFinal Alignment Monitoring: IR Number Equipment Name Date of Inspection Inspection Conducted Inspection Comments RemarkswalitedisonNoch keine Bewertungen
- T0rque Value of A193 B7Dokument2 SeitenT0rque Value of A193 B7walitedisonNoch keine Bewertungen
- AGP Welder List - Nov.032017Dokument7 SeitenAGP Welder List - Nov.032017walitedisonNoch keine Bewertungen
- Yuhan Welder List - Nov.22017 PDFDokument2 SeitenYuhan Welder List - Nov.22017 PDFwalitedisonNoch keine Bewertungen
- NDT TrainingDokument1 SeiteNDT TrainingwalitedisonNoch keine Bewertungen
- Ut Formate1Dokument187 SeitenUt Formate1walitedisonNoch keine Bewertungen
- Woolim Welder List - Oct.302017Dokument1 SeiteWoolim Welder List - Oct.302017walitedisonNoch keine Bewertungen
- Yuhan Welder List - Nov.22017Dokument2 SeitenYuhan Welder List - Nov.22017walitedisonNoch keine Bewertungen
- Yuhan Welder List - Oct.312017Dokument3 SeitenYuhan Welder List - Oct.312017walitedisonNoch keine Bewertungen
- Tension Test Plate: G-Gage Length W-Width 200 0.25 MM 40 +3 - 6 MMDokument4 SeitenTension Test Plate: G-Gage Length W-Width 200 0.25 MM 40 +3 - 6 MMwalitedisonNoch keine Bewertungen
- Correct Welding of Main Steam LineDokument2 SeitenCorrect Welding of Main Steam LinewalitedisonNoch keine Bewertungen
- Welding Properties and Chemical Composition SelectionDokument84 SeitenWelding Properties and Chemical Composition SelectionwalitedisonNoch keine Bewertungen
- Xwell StickerDokument1 SeiteXwell StickerwalitedisonNoch keine Bewertungen
- Re PR 40-1018 For Steel Material. Please Advise Thickness of The Angle and Channel Bars Requested Below. ThanksDokument1 SeiteRe PR 40-1018 For Steel Material. Please Advise Thickness of The Angle and Channel Bars Requested Below. ThankswalitedisonNoch keine Bewertungen
- Tuvr Equipment Inventory - 2Dokument16 SeitenTuvr Equipment Inventory - 2walitedisonNoch keine Bewertungen
- Xwell StickerDokument1 SeiteXwell StickerwalitedisonNoch keine Bewertungen
- B31.1 Nde RequirementsDokument1 SeiteB31.1 Nde RequirementswalitedisonNoch keine Bewertungen
- Review of Radiographic Examination ReportDokument1 SeiteReview of Radiographic Examination ReportwalitedisonNoch keine Bewertungen
- Review of Radiographic Examination ReportDokument1 SeiteReview of Radiographic Examination ReportwalitedisonNoch keine Bewertungen
- NDT Advantage and DisadvantageDokument4 SeitenNDT Advantage and DisadvantagewalitedisonNoch keine Bewertungen
- 11051Dokument3 Seiten11051Yashmeen KaurNoch keine Bewertungen
- TestDokument361 SeitenTestJake Sy100% (1)
- Lectuer 3Dokument20 SeitenLectuer 3ايمن العراقيNoch keine Bewertungen
- Magnetic Effects Class 10Dokument6 SeitenMagnetic Effects Class 10Lokesh VaswaniNoch keine Bewertungen
- Transits of Exoplanets - Detection & Characeterization: Meteo 466Dokument47 SeitenTransits of Exoplanets - Detection & Characeterization: Meteo 466pankajb64Noch keine Bewertungen
- AE3212 I 2 Static Stab 1 AcDokument23 SeitenAE3212 I 2 Static Stab 1 AcRadj90Noch keine Bewertungen
- Work Power Energy: Etoos Academy Pvt. LTDDokument28 SeitenWork Power Energy: Etoos Academy Pvt. LTDNavin RaiNoch keine Bewertungen
- POLEDokument18 SeitenPOLEJosue HasbunNoch keine Bewertungen
- Syllabus For Eee 801Dokument3 SeitenSyllabus For Eee 801Eze UkiweNoch keine Bewertungen
- Hacon TMDokument68 SeitenHacon TMTiago CoutoNoch keine Bewertungen
- Lecture 17 Shaft Loading PDFDokument26 SeitenLecture 17 Shaft Loading PDFAndrew Tan100% (1)
- Monday 20 May 2019: ChemistryDokument24 SeitenMonday 20 May 2019: Chemistryahumad aliNoch keine Bewertungen
- EXPERIMENTDokument4 SeitenEXPERIMENTBholenath BhaktNoch keine Bewertungen
- Electromagnetic Interference (EMI)Dokument17 SeitenElectromagnetic Interference (EMI)Anonymous eWMnRr70qNoch keine Bewertungen
- CH 1 ChemgeekDokument10 SeitenCH 1 ChemgeekBabar Ali100% (1)
- First Order de Problem Set 2010 Math 208Dokument3 SeitenFirst Order de Problem Set 2010 Math 208Jen ChavezNoch keine Bewertungen
- CHEM110 Practice Exam 1Dokument3 SeitenCHEM110 Practice Exam 1Zama MtnNoch keine Bewertungen
- ConvectionDokument27 SeitenConvectionVinoth Malaikani100% (2)
- Rotor Dynamics Without Equations - NelsonDokument9 SeitenRotor Dynamics Without Equations - NelsonItalo LinsNoch keine Bewertungen
- Dosimetry Materials BrochureDokument4 SeitenDosimetry Materials BrochureVictor Manuel Suyco CasaperaltaNoch keine Bewertungen
- Kinema TicsDokument61 SeitenKinema TicsApex Institute33% (6)
- Subatomic ParticleDokument10 SeitenSubatomic ParticlemcmusbixNoch keine Bewertungen
- RF Units ConversionDokument3 SeitenRF Units ConversionFernando Josué Oviedo GonzálezNoch keine Bewertungen
- May2016 2141905 CVNMDokument3 SeitenMay2016 2141905 CVNMElite IndustriesNoch keine Bewertungen
- Chapter 30 PhysicsDokument29 SeitenChapter 30 Physicseg40340% (1)
- Lecture 19 - Real FluidsDokument10 SeitenLecture 19 - Real Fluidsيوسف عادل حسانينNoch keine Bewertungen
- INTRODUCTION TO PHYSICS-Physics 9Dokument25 SeitenINTRODUCTION TO PHYSICS-Physics 9Onur YavuzcetinNoch keine Bewertungen
- Chapter 4 Reviewing Content Questions 4.1 Defining The AtomDokument7 SeitenChapter 4 Reviewing Content Questions 4.1 Defining The AtomTouheed RamzaniNoch keine Bewertungen
- Design A Model For Human Body To Determine The Center of GravityDokument15 SeitenDesign A Model For Human Body To Determine The Center of GravityCinthya Acevedo JiménezNoch keine Bewertungen
- Lesson1 WindenergycalcDokument3 SeitenLesson1 WindenergycalcLuis Augusto CarvalhoNoch keine Bewertungen