Das könnte Ihnen auch gefallen
- Welding Methods Dr. A. ClaudeDokument11 SeitenWelding Methods Dr. A. ClaudeEagle HawkNoch keine Bewertungen
- MIG Welding Guide Under 40 CharactersDokument21 SeitenMIG Welding Guide Under 40 Charactersvishnu0751Noch keine Bewertungen
- Welding Is ADokument19 SeitenWelding Is AAnthony ValinNoch keine Bewertungen
- Processes: Edit EditDokument4 SeitenProcesses: Edit EditNgro Quinapaxi GonzalezNoch keine Bewertungen
- Processes: Edit EditDokument8 SeitenProcesses: Edit EditJenolan ChettyNoch keine Bewertungen
- Processes of WeldingDokument9 SeitenProcesses of WeldingNaeemNoch keine Bewertungen
- Welding (WorkShop) Assig # 1Dokument7 SeitenWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNoch keine Bewertungen
- Welding: Welding Is A Fabrication Process That Joins Materials, Usually Metals or Thermoplastics, byDokument6 SeitenWelding: Welding Is A Fabrication Process That Joins Materials, Usually Metals or Thermoplastics, byTarun ChandraNoch keine Bewertungen
- Stick: Arc WeldingDokument4 SeitenStick: Arc WeldingmohitshuklamarsNoch keine Bewertungen
- Welding ArihantDokument12 SeitenWelding ArihantArihant SharmaNoch keine Bewertungen
- Welding WorkshopDokument43 SeitenWelding WorkshopJasmeet KaurNoch keine Bewertungen
- Welding Part 2Dokument6 SeitenWelding Part 2Vivek ViveNoch keine Bewertungen
- WELDING Is A Fabrication or Sculptural Process That Joins Materials, Usually Metals or Thermoplastics, by CausingDokument8 SeitenWELDING Is A Fabrication or Sculptural Process That Joins Materials, Usually Metals or Thermoplastics, by CausingNaeemrindNoch keine Bewertungen
- Types of WeldingDokument10 SeitenTypes of WeldingMuhammad Tauseef ZafarNoch keine Bewertungen
- Welding WorkshopDokument29 SeitenWelding WorkshopAnonymous h5OeGoX3MTNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument16 SeitenShielded Metal Arc WeldingAshif IqubalNoch keine Bewertungen
- Advanced welding techniques for shipbuildingDokument15 SeitenAdvanced welding techniques for shipbuildingmadhan_kumar2000Noch keine Bewertungen
- Study of Electric Arc Welding Process and Various Types of JointDokument12 SeitenStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNoch keine Bewertungen
- Advanced Welding Technology Ca2Dokument3 SeitenAdvanced Welding Technology Ca2Monglafru MogNoch keine Bewertungen
- Arc WeldingDokument16 SeitenArc WeldingManohara BabuNoch keine Bewertungen
- Operation: U.S. Patent 428,459Dokument7 SeitenOperation: U.S. Patent 428,459Delvin Davis MNoch keine Bewertungen
- Shipyard Welding ProcessesDokument6 SeitenShipyard Welding ProcessesPawan KumarNoch keine Bewertungen
- Arc WeldingDokument42 SeitenArc WeldingrkpnakNoch keine Bewertungen
- InTech-Welding of Aluminum Alloys PDFDokument25 SeitenInTech-Welding of Aluminum Alloys PDFCortesar ManuNoch keine Bewertungen
- Arc Welding Methods GuideDokument115 SeitenArc Welding Methods GuideRajesh Routray100% (2)
- Electric WeldingDokument28 SeitenElectric WeldingmayankNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument8 SeitenShielded Metal Arc WeldingberhaneNoch keine Bewertungen
- Workshopreport 141230211325 Conversion Gate02Dokument5 SeitenWorkshopreport 141230211325 Conversion Gate02Yusuf Ali SamiNoch keine Bewertungen
- Welding Technology InspectionDokument32 SeitenWelding Technology InspectionChaitanya Sai T100% (1)
- WeldingDokument14 SeitenWeldingarmanimamsNoch keine Bewertungen
- Introduction to Welding Processes and Safety PrecautionsDokument15 SeitenIntroduction to Welding Processes and Safety PrecautionsRAMALAKSHMI SUDALAIKANNANNoch keine Bewertungen
- SMAW Welding Guide for 4130 SteelDokument39 SeitenSMAW Welding Guide for 4130 SteelSwapnil ModakNoch keine Bewertungen
- Welding Journal PDFDokument7 SeitenWelding Journal PDFraisalfiansyahNoch keine Bewertungen
- Arc WeldingDokument11 SeitenArc WeldingKhaled FatnassiNoch keine Bewertungen
- Welding XXXXXDokument25 SeitenWelding XXXXXKentDemeterioNoch keine Bewertungen
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDokument18 SeitenL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651Noch keine Bewertungen
- Gas Tungsten Arc WeldingDokument12 SeitenGas Tungsten Arc WeldingPrasanth NairNoch keine Bewertungen
- Welding WorkshopDokument11 SeitenWelding WorkshopMuhammad Tauseef ZafarNoch keine Bewertungen
- Double FilletDokument30 SeitenDouble Filletvyas raoNoch keine Bewertungen
- Group 09 Welding and FabricationDokument43 SeitenGroup 09 Welding and FabricationAlhaj MassoudNoch keine Bewertungen
- SMAWDokument7 SeitenSMAWMaulikNoch keine Bewertungen
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- MRT-10-2 Arc Welding Principle and SSWDokument27 SeitenMRT-10-2 Arc Welding Principle and SSW1026Aniket TankNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Joining Processes: WeldingDokument16 SeitenJoining Processes: WeldingNayeem pashaNoch keine Bewertungen
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDokument12 SeitenChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNoch keine Bewertungen
- Manufacturing Processes Lab WeldingDokument8 SeitenManufacturing Processes Lab WeldingKhalid EwigNoch keine Bewertungen
- Gas Metal Arc WeldingDokument16 SeitenGas Metal Arc WeldingIhsan1991 YusoffNoch keine Bewertungen
- Welding BasicDokument31 SeitenWelding BasicSNEHAL PATEL50% (2)
- Advanced Welding Process (Welding)Dokument58 SeitenAdvanced Welding Process (Welding)Sk SamsuddinNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument11 SeitenShielded Metal Arc WeldingCarlos BustamanteNoch keine Bewertungen
- Submerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc WeldingDokument31 SeitenSubmerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc Weldingankit gargNoch keine Bewertungen
- Gas Tungsten Arc WeldingDokument13 SeitenGas Tungsten Arc WeldingEmad A.AhmadNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Experiment-1: Study of Grinding Machine and It's OperationsDokument15 SeitenExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNoch keine Bewertungen
- Retnaldi Fitriyanto Rico Andhika P Rizkiyan: Find Out MoreDokument15 SeitenRetnaldi Fitriyanto Rico Andhika P Rizkiyan: Find Out MoreAlfian Hari GunawanNoch keine Bewertungen
- Introduction To Welding - 1 GCDokument66 SeitenIntroduction To Welding - 1 GCkr_abhijeet72356587Noch keine Bewertungen
- User Manual Gd30fdcDokument17 SeitenUser Manual Gd30fdcdedo3Noch keine Bewertungen
- Wires and Cables PDFDokument14 SeitenWires and Cables PDFRomel Panis88% (8)
- Research Commercial CenterDokument100 SeitenResearch Commercial CenterMia S. RetomeNoch keine Bewertungen
- Pelleting Handbook Gb04Dokument152 SeitenPelleting Handbook Gb04eliesergs91% (11)
- WARNING SIGNS OF KICKSDokument45 SeitenWARNING SIGNS OF KICKSMartin RiwuNoch keine Bewertungen
- ZF Servocomà ® RAS Rear Axle Steering System - ZF LenksystemeDokument2 SeitenZF Servocomà ® RAS Rear Axle Steering System - ZF Lenksystemewurtukuk50% (2)
- Nonequilibrium Statistical MechanicsDokument299 SeitenNonequilibrium Statistical MechanicsKshitij LauriaNoch keine Bewertungen
- Thermal Power Plant: " " NTPC (Dadri)Dokument17 SeitenThermal Power Plant: " " NTPC (Dadri)Kulvinder SinghNoch keine Bewertungen
- Electrician Training - Troubleshooting and Fault FindingDokument11 SeitenElectrician Training - Troubleshooting and Fault FindingOgunjimi Taofiki AdebisiNoch keine Bewertungen
- Sungazing Protocol: How to Practice Hira Ratan Manek's Sun Energy MethodDokument3 SeitenSungazing Protocol: How to Practice Hira Ratan Manek's Sun Energy Methodparra7Noch keine Bewertungen
- wph11 01 Que 20230111Dokument28 Seitenwph11 01 Que 20230111Sanjeev NNoch keine Bewertungen
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Dokument14 SeitenHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- Effect of Temperature and Pressure On The DensityDokument7 SeitenEffect of Temperature and Pressure On The DensityDrSaurabh TewariNoch keine Bewertungen
- Instructions: MOTOMAN-EA1400Dokument62 SeitenInstructions: MOTOMAN-EA1400Mrutunjay RaipureNoch keine Bewertungen
- Label Odner BantexDokument4 SeitenLabel Odner Bantexdana setiawanNoch keine Bewertungen
- Cyclotron Booklet Black Final PrintDokument10 SeitenCyclotron Booklet Black Final PrintNawaf BamasoudNoch keine Bewertungen
- 308.8515.3.4-4 Serie 9 ENDokument40 Seiten308.8515.3.4-4 Serie 9 ENСергій БоженкоNoch keine Bewertungen
- Feed Mill InfoDokument33 SeitenFeed Mill InfoSapelNoch keine Bewertungen
- The SF6 Transition - PresentationDokument16 SeitenThe SF6 Transition - Presentationjunior_jazzzNoch keine Bewertungen
- Cornell Notes 3Dokument3 SeitenCornell Notes 3api-302904199Noch keine Bewertungen
- Chemistry Paper 3 TZ1 SLDokument28 SeitenChemistry Paper 3 TZ1 SLMotiani VanshikaNoch keine Bewertungen
- Smiflexi en PDFDokument44 SeitenSmiflexi en PDFLacosteiq6 HhNoch keine Bewertungen
- B S T Year 5Dokument9 SeitenB S T Year 5INCREASE & ABUNDANT SCHOOLSNoch keine Bewertungen
- Effect of Clearance On Volumetric Efficiency in 2D Piston PumpsDokument12 SeitenEffect of Clearance On Volumetric Efficiency in 2D Piston PumpsSiddharth SinghNoch keine Bewertungen
- Bachelor of Engineering (Hons) Chemical Course OutlineDokument2 SeitenBachelor of Engineering (Hons) Chemical Course OutlineWan Mohammad Faris FahmiNoch keine Bewertungen
- Power Electronics For Renewable Energy Systems PDFDokument160 SeitenPower Electronics For Renewable Energy Systems PDFSUSHITANoch keine Bewertungen
- Chemistry 3202 Reaction Rates and Equilibrium NotesDokument4 SeitenChemistry 3202 Reaction Rates and Equilibrium NotesMorgan SearsNoch keine Bewertungen
- Ato and Nuclear LongDokument74 SeitenAto and Nuclear LongtitancryNoch keine Bewertungen
- Improving Power System Stability Through Integrated Power System Stabilizers - 100520Dokument25 SeitenImproving Power System Stability Through Integrated Power System Stabilizers - 100520soumyanitcNoch keine Bewertungen
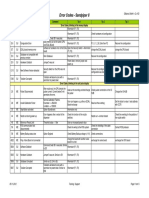
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDokument5 SeitenTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowNoch keine Bewertungen