Das könnte Ihnen auch gefallen
- Week 2: What Is Design?: Is A Set of Structured ActivitiesDokument14 SeitenWeek 2: What Is Design?: Is A Set of Structured ActivitiesuzormaNoch keine Bewertungen
- Finite Difference Method CWDokument1 SeiteFinite Difference Method CWuzormaNoch keine Bewertungen
- Thriving in The New Dimension WCCRM LondonDokument1 SeiteThriving in The New Dimension WCCRM LondonuzormaNoch keine Bewertungen
- MPD - En2560Dokument1 SeiteMPD - En2560uzormaNoch keine Bewertungen
- Chi Boyegoods We Are ImportingDokument2 SeitenChi Boyegoods We Are ImportingUzor Rowland OrikeNoch keine Bewertungen
- FindingsDokument5 SeitenFindingsuzormaNoch keine Bewertungen
- As For GodDokument1 SeiteAs For GoduzormaNoch keine Bewertungen
- As For GodDokument1 SeiteAs For GoduzormaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- KENCO CHEMICAL INJECTORS for Natural Gas & Oil IndustriesDokument2 SeitenKENCO CHEMICAL INJECTORS for Natural Gas & Oil IndustriesMEHDINoch keine Bewertungen
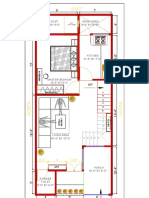
- Architectural floor plan layout and dimensionsDokument1 SeiteArchitectural floor plan layout and dimensionsBhavesh SarsiyaNoch keine Bewertungen
- Ytong Product Brochure CXDokument8 SeitenYtong Product Brochure CXtrickyggNoch keine Bewertungen
- Abbreviations Symbols Demolition Notes: 1 09/07/2018 Issue For Bid 2 09/13/2018 Addendum 1Dokument9 SeitenAbbreviations Symbols Demolition Notes: 1 09/07/2018 Issue For Bid 2 09/13/2018 Addendum 1Md. Farid UddinNoch keine Bewertungen
- PF60 Manual 2016Dokument20 SeitenPF60 Manual 2016roberto.hernandezNoch keine Bewertungen
- QAP Format - QA 01 F 01Dokument1 SeiteQAP Format - QA 01 F 01Murukan PadmanabhanNoch keine Bewertungen
- GFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersDokument5 SeitenGFCI Fact Sheet Explains Life-Saving Power of Ground Fault Circuit InterruptersfaridunNoch keine Bewertungen
- Solar Project Construction: Nextera Energy Resources (Neer)Dokument20 SeitenSolar Project Construction: Nextera Energy Resources (Neer)absriva00Noch keine Bewertungen
- CR (N) 2&4 D&RDokument14 SeitenCR (N) 2&4 D&RRudo RockNoch keine Bewertungen
- Steel Column Buckling Axial and Transverse LoadingDokument31 SeitenSteel Column Buckling Axial and Transverse LoadingTor GrimlundNoch keine Bewertungen
- Installation & Maintenacne Manual: Variable-Frequency One-Drive-Two Split Room Air Conditioner SeriesDokument35 SeitenInstallation & Maintenacne Manual: Variable-Frequency One-Drive-Two Split Room Air Conditioner SeriesKostas AstrinisNoch keine Bewertungen
- Engine & Attaching Parts (Engine Mounts) - MT55Dokument4 SeitenEngine & Attaching Parts (Engine Mounts) - MT55Iliyan VasilevNoch keine Bewertungen
- Sb2125 - Valve Head Cracking BreakageDokument2 SeitenSb2125 - Valve Head Cracking BreakageahmedalgaloNoch keine Bewertungen
- Vulkem NEM - Data SheetDokument2 SeitenVulkem NEM - Data SheetRobertNoch keine Bewertungen
- Bike Camper Plans by DrewBuildsStuff v2 5-30-22Dokument6 SeitenBike Camper Plans by DrewBuildsStuff v2 5-30-22Márcio GhrollNoch keine Bewertungen
- Eco-Hub Bid Protest Letter To City of HoustonDokument11 SeitenEco-Hub Bid Protest Letter To City of HoustonTrent Seibert0% (1)
- TNT PH 2 PLDT ROSARIO - As-Built PlanDokument3 SeitenTNT PH 2 PLDT ROSARIO - As-Built PlanDebussy PanganibanNoch keine Bewertungen
- JV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDDokument540 SeitenJV of Shirish Patel & Associates Consultants PVT Limited & Indus Consultrans PVT LTDarif_rubin100% (1)
- Summary of Changes ASME BPVC - Ii.dDokument16 SeitenSummary of Changes ASME BPVC - Ii.dAnonymous xr4GVHNoch keine Bewertungen
- Primavera Engineer To Order (ETO)Dokument9 SeitenPrimavera Engineer To Order (ETO)ShriNoch keine Bewertungen
- Factors Affecting Durability PDFDokument5 SeitenFactors Affecting Durability PDFApoorvaAppiNoch keine Bewertungen
- Lecture Notes Contract Unit 1Dokument126 SeitenLecture Notes Contract Unit 1Iyyer CookNoch keine Bewertungen
- Ventilation & Indoor Climate NoteDokument65 SeitenVentilation & Indoor Climate NotenervozaurNoch keine Bewertungen
- Method Statement - ASPHALT CONCRETE WORKS PDFDokument10 SeitenMethod Statement - ASPHALT CONCRETE WORKS PDFTAHER AMMAR100% (6)
- ITP For GlazingDokument7 SeitenITP For GlazingPratik Thakkar71% (7)
- Ilovepdf Merged AllDokument47 SeitenIlovepdf Merged AllAkash VakkayilNoch keine Bewertungen
- Ducting DesignDokument31 SeitenDucting DesignIrwan SattuNoch keine Bewertungen
- 2016 GME Steel ProductsDokument16 Seiten2016 GME Steel ProductsMarco Dos Santos NevesNoch keine Bewertungen
- NTRBTDokument12 SeitenNTRBTRanjanDsNoch keine Bewertungen
- Mannum Report - WordDokument26 SeitenMannum Report - WordajNoch keine Bewertungen