Das könnte Ihnen auch gefallen
- Milling ReportDokument5 SeitenMilling ReportMuhammad Fadhli80% (5)
- IMP Lab Manual - Autumn 2019Dokument48 SeitenIMP Lab Manual - Autumn 2019ZANTHERNoch keine Bewertungen
- Reaction PaperDokument3 SeitenReaction PaperLois DolorNoch keine Bewertungen
- Economics Exam Technique GuideDokument21 SeitenEconomics Exam Technique Guidemalcewan100% (5)
- Me6411 Manufacturing Technology-II Lab ManualDokument35 SeitenMe6411 Manufacturing Technology-II Lab ManualdibyenindusNoch keine Bewertungen
- Milling NotesDokument20 SeitenMilling NotesleoandresmessiNoch keine Bewertungen
- Module 4 - Classification, Applications and Operations of MachinesDokument19 SeitenModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNoch keine Bewertungen
- Group 7 MillingDokument128 SeitenGroup 7 MillingaaronvincedeguzmanNoch keine Bewertungen
- Imp Lab ManualDokument36 SeitenImp Lab ManualAnas MuhammedNoch keine Bewertungen
- BME Milling and GrindingDokument16 SeitenBME Milling and GrindingalysonmicheaalaNoch keine Bewertungen
- V Machining ConventionalDokument22 SeitenV Machining Conventionalroamer10Noch keine Bewertungen
- MillingDokument54 SeitenMillingNelsan PatelNoch keine Bewertungen
- MillingDokument33 SeitenMillingraidahNoch keine Bewertungen
- Grinding MachineDokument15 SeitenGrinding MachineTan Jun Zhe0% (1)
- JJ 104 Workshop Technology 1 MillingDokument44 SeitenJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDokument14 SeitenMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn BorjaNoch keine Bewertungen
- DJJ10033-chapter 4.2Dokument54 SeitenDJJ10033-chapter 4.2Abbas SeuNoch keine Bewertungen
- Unit - V: Manufacturing TechnologyDokument54 SeitenUnit - V: Manufacturing TechnologyIjanSahrudinNoch keine Bewertungen
- JJ104 Workshop Technology Chapter6 Milling MachineDokument8 SeitenJJ104 Workshop Technology Chapter6 Milling MachineAh TiangNoch keine Bewertungen
- Valery MarinovDokument19 SeitenValery MarinovMukund GoelNoch keine Bewertungen
- Report Benchwork DrillingDokument14 SeitenReport Benchwork DrillingKhairunnisaSyahirah100% (2)
- Milling: Prepared By: Dinbandhu Singh 1Dokument23 SeitenMilling: Prepared By: Dinbandhu Singh 1Dino SinghNoch keine Bewertungen
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Dokument87 SeitenME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- Operations of Milling MachineDokument9 SeitenOperations of Milling MachineSeth Jeremiah A. EusteNoch keine Bewertungen
- CNC Machining Operations: Submitted By: Waqar Ahmad (22) Sibghat Ullah (20) Submitted To: Engr. Umer FarooqDokument51 SeitenCNC Machining Operations: Submitted By: Waqar Ahmad (22) Sibghat Ullah (20) Submitted To: Engr. Umer FarooqEngr.shamiNoch keine Bewertungen
- Quad Processing MachineDokument6 SeitenQuad Processing MachineSulfikkar100% (1)
- BTI1133 Ch24Dokument51 SeitenBTI1133 Ch24ACC SHNoch keine Bewertungen
- Milling MachineDokument20 SeitenMilling MachineMohd Radzi Kaki Limo100% (1)
- Materi Presentasi ManufakturDokument4 SeitenMateri Presentasi ManufakturAquila Fadhila ArifiantiNoch keine Bewertungen
- Machine OperationDokument4 SeitenMachine OperationMaster BomboNoch keine Bewertungen
- Ch5-Milling MachineDokument77 SeitenCh5-Milling MachineYash OramNoch keine Bewertungen
- Me6411 Manufacturing Technology-II Lab ManualDokument35 SeitenMe6411 Manufacturing Technology-II Lab ManualRamanvlrNoch keine Bewertungen
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDokument49 SeitenMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadNoch keine Bewertungen
- What Is A Milling Machine Used ForDokument10 SeitenWhat Is A Milling Machine Used ForAin NadzifahNoch keine Bewertungen
- Mce516 Lecture Note 4Dokument40 SeitenMce516 Lecture Note 4Edward JNoch keine Bewertungen
- 01 Milling 2Dokument23 Seiten01 Milling 2Mohit KumarNoch keine Bewertungen
- MilingDokument18 SeitenMilingKasar nagib 2002Noch keine Bewertungen
- KisarDokument15 SeitenKisartgimranNoch keine Bewertungen
- Lab Manual IPPC - 216Dokument48 SeitenLab Manual IPPC - 216Akhtar AliNoch keine Bewertungen
- Lecture - 5 Notes: Milling Basic Mechanical Engineering (Part - B, Unit - I) 1Dokument7 SeitenLecture - 5 Notes: Milling Basic Mechanical Engineering (Part - B, Unit - I) 1Roop LalNoch keine Bewertungen
- Gear Machining or Gear Cutting by MillingDokument4 SeitenGear Machining or Gear Cutting by MillingMuhammad AbubakarNoch keine Bewertungen
- Wa0007.Dokument19 SeitenWa0007.gawadeom2012Noch keine Bewertungen
- Grinding MachineDokument9 SeitenGrinding Machinejineesha p jNoch keine Bewertungen
- Lab Report 3Dokument7 SeitenLab Report 3mamoona noreen100% (1)
- Milling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or OtherDokument9 SeitenMilling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or Otherrc94Noch keine Bewertungen
- Milling Machine: Definition, Parts, Operation, Working Principle, Application, Advantages (Notes & PDF)Dokument10 SeitenMilling Machine: Definition, Parts, Operation, Working Principle, Application, Advantages (Notes & PDF)Arvind DeokarNoch keine Bewertungen
- MP I - 3rd SEM - DMEDokument17 SeitenMP I - 3rd SEM - DMEBARUN BIKASH DENoch keine Bewertungen
- Milling MachineDokument13 SeitenMilling Machinevndeshmukh94% (35)
- Module 2Dokument15 SeitenModule 2mohammedgousmujahidNoch keine Bewertungen
- Adama Science and Thecnology UniversityDokument25 SeitenAdama Science and Thecnology Universityregassa rajiNoch keine Bewertungen
- Mechanics of Metal Removal in Milling OperationDokument19 SeitenMechanics of Metal Removal in Milling OperationAbec DefNoch keine Bewertungen
- Lec4 MillingDokument38 SeitenLec4 MillingFELIX KEUYA100% (1)
- L. J. Polytechnic, Ahmedabad: Mechanical Engineering DepartmentDokument15 SeitenL. J. Polytechnic, Ahmedabad: Mechanical Engineering DepartmentKishanNoch keine Bewertungen
- Operations of Milling MachineDokument8 SeitenOperations of Milling MachineAbdul AhadNoch keine Bewertungen
- Machine Tools - Milling MachineDokument11 SeitenMachine Tools - Milling Machinejineesha p jNoch keine Bewertungen
- Gear Manufacturing Methods: Prepared by Kaushal PatelDokument42 SeitenGear Manufacturing Methods: Prepared by Kaushal Patelashoku24007Noch keine Bewertungen
- Milling MachineDokument8 SeitenMilling Machinegirma workuNoch keine Bewertungen
- Milling Report (Indexing)Dokument23 SeitenMilling Report (Indexing)Aiman AlifNoch keine Bewertungen
- Milling Machines & OperationsDokument42 SeitenMilling Machines & OperationsAzmat RafiqNoch keine Bewertungen
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsVon EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsBewertung: 5 von 5 Sternen5/5 (1)
- Training and DevelopmentDokument39 SeitenTraining and DevelopmentSalman ShaxShax HeissNoch keine Bewertungen
- HMIQP-1007 - Control of Nonconforming Product Rev NEWDokument5 SeitenHMIQP-1007 - Control of Nonconforming Product Rev NEWSalman ShaxShax HeissNoch keine Bewertungen
- Elcometer 456 User GuideDokument112 SeitenElcometer 456 User Guidevijay rajputNoch keine Bewertungen
- HMIQP-1007 - Control of Nonconforming Product Rev NEWDokument5 SeitenHMIQP-1007 - Control of Nonconforming Product Rev NEWSalman ShaxShax HeissNoch keine Bewertungen
- Meaning of QualityDokument23 SeitenMeaning of QualitySalman ShaxShax HeissNoch keine Bewertungen
- Statistics CheatsheetDokument3 SeitenStatistics Cheatsheetnaticool1115906Noch keine Bewertungen
- Work Study Application - Fall2016 - Winter2017 PDFDokument2 SeitenWork Study Application - Fall2016 - Winter2017 PDFSalman ShaxShax HeissNoch keine Bewertungen
- Experiment 4Dokument6 SeitenExperiment 4Salman ShaxShax HeissNoch keine Bewertungen
- LicenseDokument11 SeitenLicenseMohammad Inam LoneNoch keine Bewertungen
- Apqp - FormsDokument32 SeitenApqp - FormsSalman ShaxShax HeissNoch keine Bewertungen
- Bosch Rexroth Al Profili KatalogDokument374 SeitenBosch Rexroth Al Profili KatalogMilan Djenic100% (2)
- Compensation Gender BiasDokument3 SeitenCompensation Gender BiasSalman ShaxShax HeissNoch keine Bewertungen
- Apqp - FormsDokument32 SeitenApqp - FormsSalman ShaxShax HeissNoch keine Bewertungen
- Experiment 8Dokument5 SeitenExperiment 8Salman ShaxShax HeissNoch keine Bewertungen
- Setup Help Upgrade or CustomDokument1 SeiteSetup Help Upgrade or CustomSalman ShaxShax HeissNoch keine Bewertungen
- Design and Analysis of Composite Leaf Spring in Light VehicleDokument6 SeitenDesign and Analysis of Composite Leaf Spring in Light VehicleShreyas GiridharanNoch keine Bewertungen
- FYP Report FormatDokument28 SeitenFYP Report FormatAmirul JackNoch keine Bewertungen
- Ansys Results Ref1Dokument6 SeitenAnsys Results Ref1Salman ShaxShax HeissNoch keine Bewertungen
- Composite Leaf Spring 1 PDFDokument4 SeitenComposite Leaf Spring 1 PDFVijay AnandNoch keine Bewertungen
- Hint For Engineering Management 1Dokument1 SeiteHint For Engineering Management 1Salman ShaxShax HeissNoch keine Bewertungen
- Fabrication Ref1Dokument6 SeitenFabrication Ref1Salman ShaxShax HeissNoch keine Bewertungen
- Composite Material Leaf SpringDokument10 SeitenComposite Material Leaf Springajaysonani09Noch keine Bewertungen
- MR1 Drilling Process 7-23-09 FinalDokument32 SeitenMR1 Drilling Process 7-23-09 FinalSalman ShaxShax HeissNoch keine Bewertungen
- MTH 3311 Revised (Course Outline)Dokument5 SeitenMTH 3311 Revised (Course Outline)Salman ShaxShax HeissNoch keine Bewertungen
- Journal Article ReviewDokument3 SeitenJournal Article ReviewdinhchungxdNoch keine Bewertungen
- FYP 1 ReportDokument75 SeitenFYP 1 ReportSalman ShaxShax Heiss0% (1)
- Chapter1 - 2013T2 For StudentsDokument25 SeitenChapter1 - 2013T2 For StudentsSalman ShaxShax HeissNoch keine Bewertungen
- CJD A Humanities 2013 Title ListDokument4 SeitenCJD A Humanities 2013 Title ListSalman ShaxShax HeissNoch keine Bewertungen
- Fex-Mec 4674-S1 (14-15)Dokument8 SeitenFex-Mec 4674-S1 (14-15)Salman ShaxShax HeissNoch keine Bewertungen
- Course Outline Mec3891 SeminarIDokument3 SeitenCourse Outline Mec3891 SeminarISalman ShaxShax HeissNoch keine Bewertungen
- Painters Rates PDFDokument86 SeitenPainters Rates PDFmanthoexNoch keine Bewertungen
- Journal of Molecular LiquidsDokument11 SeitenJournal of Molecular LiquidsDennys MacasNoch keine Bewertungen
- Catalogo PukangDokument41 SeitenCatalogo PukangClarita Muller LeigueNoch keine Bewertungen
- Developpments in OTC MarketsDokument80 SeitenDeveloppments in OTC MarketsRexTradeNoch keine Bewertungen
- APJ Abdul Kalam Success StoryDokument1 SeiteAPJ Abdul Kalam Success StorySanjaiNoch keine Bewertungen
- JEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishDokument131 SeitenJEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishRudraksha KushwahaNoch keine Bewertungen
- Libya AIP Part1Dokument145 SeitenLibya AIP Part1Hitham Ghwiel100% (1)
- DHA - Jebel Ali Emergency Centre + RevisedDokument5 SeitenDHA - Jebel Ali Emergency Centre + RevisedJam EsNoch keine Bewertungen
- National Insurance Mediclaim Claim FormDokument4 SeitenNational Insurance Mediclaim Claim FormIhjaz VarikkodanNoch keine Bewertungen
- FIREBASE Edited PresentationDokument12 SeitenFIREBASE Edited PresentationNiraj MirgalNoch keine Bewertungen
- SL Generator Ultrasunete RincoDokument2 SeitenSL Generator Ultrasunete RincoDariaNoch keine Bewertungen
- Makalah Bahasa Inggris TranslateDokument14 SeitenMakalah Bahasa Inggris TranslatevikaseptideyaniNoch keine Bewertungen
- Caroline Coady: EducationDokument3 SeitenCaroline Coady: Educationapi-491896852Noch keine Bewertungen
- Learning Competency PDFDokument1 SeiteLearning Competency PDFLEOMAR PEUGALNoch keine Bewertungen
- 2010 Information ExchangeDokument15 Seiten2010 Information ExchangeAnastasia RotareanuNoch keine Bewertungen
- Cln4u Task Prisons RubricsDokument2 SeitenCln4u Task Prisons RubricsJordiBdMNoch keine Bewertungen
- Kallatam of Kallatar (In Tamil Script Tscii Format)Dokument78 SeitenKallatam of Kallatar (In Tamil Script Tscii Format)rprabhuNoch keine Bewertungen
- Art Appreciation Chapter 3 SummaryDokument6 SeitenArt Appreciation Chapter 3 SummaryDiego A. Odchimar IIINoch keine Bewertungen
- DP-1520 PMDokument152 SeitenDP-1520 PMIon JardelNoch keine Bewertungen
- 3) Uses and Gratification: 1) The Hypodermic Needle ModelDokument5 Seiten3) Uses and Gratification: 1) The Hypodermic Needle ModelMarikaMcCambridgeNoch keine Bewertungen
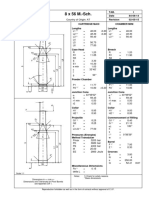
- 8 X 56 M.-SCH.: Country of Origin: ATDokument1 Seite8 X 56 M.-SCH.: Country of Origin: ATMohammed SirelkhatimNoch keine Bewertungen
- Auditing Principles and Practices-IDokument8 SeitenAuditing Principles and Practices-IMoti BekeleNoch keine Bewertungen
- Wordbank 15 Coffee1Dokument2 SeitenWordbank 15 Coffee1akbal13Noch keine Bewertungen
- Sharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActDokument17 SeitenSharat Babu Digumarti Vs State, Govt. of NCT of Delhi (Bazee - Com Case, Appeal) - Information Technology ActRavish Rana100% (1)
- TechBridge TCP ServiceNow Business Case - Group 6Dokument9 SeitenTechBridge TCP ServiceNow Business Case - Group 6Takiyah Shealy100% (1)
- PDF BrochureDokument50 SeitenPDF BrochureAnees RanaNoch keine Bewertungen
- New Presentation-Group AuditingDokument23 SeitenNew Presentation-Group Auditingrajes wariNoch keine Bewertungen
- Current Harmonics: Electric Power System Power QualityDokument3 SeitenCurrent Harmonics: Electric Power System Power QualityAlliver SapitulaNoch keine Bewertungen