Das könnte Ihnen auch gefallen
- Cheese Making Made Easy: Make your own favorite cheesesVon EverandCheese Making Made Easy: Make your own favorite cheesesNoch keine Bewertungen
- Glass Plant Process by Sanjeev ShekherDokument12 SeitenGlass Plant Process by Sanjeev ShekherSanjeev ShekherNoch keine Bewertungen
- Hints on cheese-making, for the dairyman, the factoryman, and the manufacturerVon EverandHints on cheese-making, for the dairyman, the factoryman, and the manufacturerNoch keine Bewertungen
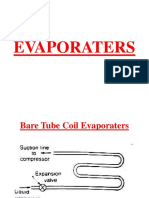
- EvaporatorDokument48 SeitenEvaporatorVijaya GosuNoch keine Bewertungen
- Laboratory Manual of Glass-BlowingVon EverandLaboratory Manual of Glass-BlowingBewertung: 5 von 5 Sternen5/5 (1)
- Glass Manufacture and DecorationDokument27 SeitenGlass Manufacture and DecorationPothuraju PrudhiviNoch keine Bewertungen
- Basic Pottery Making: All the Skills and Tools You Need to Get StartedVon EverandBasic Pottery Making: All the Skills and Tools You Need to Get StartedLinda FranzBewertung: 3 von 5 Sternen3/5 (1)
- EvaporatorsDokument37 SeitenEvaporatorsGerald JobNoch keine Bewertungen
- AE301 Process and ProceduresDokument12 SeitenAE301 Process and ProceduresVetri Vela100% (1)
- Spray Drying 31.8.16Dokument22 SeitenSpray Drying 31.8.16shutterbugsadiNoch keine Bewertungen
- Shroff S.R Rotary Institute of Chemical Technology: Topic:-Types of Evaporators Subject: - Basics of Heat TransferDokument23 SeitenShroff S.R Rotary Institute of Chemical Technology: Topic:-Types of Evaporators Subject: - Basics of Heat Transfershatayu deshpandeNoch keine Bewertungen
- Beverage Can Manufacturing ProcessDokument38 SeitenBeverage Can Manufacturing ProcessElizabethBuana50% (2)
- GLassDokument30 SeitenGLassEam EvieNoch keine Bewertungen
- CalenderingDokument18 SeitenCalenderingRajesh Karunakaran100% (2)
- Making From Calcium Silicate InsulationDokument2 SeitenMaking From Calcium Silicate Insulationavime03Noch keine Bewertungen
- PET Processing V4 - 2Dokument18 SeitenPET Processing V4 - 2Somasundaram Yamaraja100% (6)
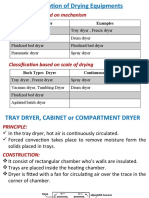
- Classification Based On Mechanism: Types of Dryer ExamplesDokument19 SeitenClassification Based On Mechanism: Types of Dryer ExamplesTeenaNoch keine Bewertungen
- Ministory of Education: West Yangon Technological University Department of Mechanical EngineeringDokument30 SeitenMinistory of Education: West Yangon Technological University Department of Mechanical EngineeringThaungShanHtet PalatarNoch keine Bewertungen
- University of Technology: Chemical Engineering DepartmentDokument14 SeitenUniversity of Technology: Chemical Engineering Departmentمصطفى سعدNoch keine Bewertungen
- Lecture 9Dokument23 SeitenLecture 9abd jafNoch keine Bewertungen
- Lecture 9Dokument23 SeitenLecture 9abd jafNoch keine Bewertungen
- Engineering Aspects of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierDokument19 SeitenEngineering Aspects of Roller Drier, Spray Drier, Fluid Bed Drier and Tray DrierRonak RawatNoch keine Bewertungen
- Bioreactor Engineering Module-1 Basic Design and Construction of A Fermentor and Its AncillariesDokument23 SeitenBioreactor Engineering Module-1 Basic Design and Construction of A Fermentor and Its AncillariesssfoodtechNoch keine Bewertungen
- Final Presentación InglesDokument3 SeitenFinal Presentación InglesdamianNoch keine Bewertungen
- Report Template 1Dokument36 SeitenReport Template 1Jade Carlo AntonioNoch keine Bewertungen
- Blow Moulding: Assignment 2 (Ms Ii)Dokument12 SeitenBlow Moulding: Assignment 2 (Ms Ii)Nikhil SinghNoch keine Bewertungen
- Ou PresentationDokument31 SeitenOu PresentationYvince LohNoch keine Bewertungen
- Boi Gas Plants: Classification of Biogas PlantsDokument14 SeitenBoi Gas Plants: Classification of Biogas PlantsSatish KulkarniNoch keine Bewertungen
- Glass & Ceramics FormingDokument36 SeitenGlass & Ceramics FormingSief MohyNoch keine Bewertungen
- Dr. Shina Gautam Associate Professor, Chemical Engineering, Shroff S. R. Rotary Institute of Chemical TechnologyDokument45 SeitenDr. Shina Gautam Associate Professor, Chemical Engineering, Shroff S. R. Rotary Institute of Chemical TechnologyJITENDRA CARPENTERNoch keine Bewertungen
- Description, Working and Maintenance of Can Washers Straight - Through Can WasherDokument8 SeitenDescription, Working and Maintenance of Can Washers Straight - Through Can WasherMonty KushwahaNoch keine Bewertungen
- Yu Ki Myat NoeDokument26 SeitenYu Ki Myat NoeThaungShanHtet PalatarNoch keine Bewertungen
- Infussion Mashtun QSGDokument8 SeitenInfussion Mashtun QSGFelix PchNoch keine Bewertungen
- F&B Service Unit-2 (Beer Making) - 1Dokument6 SeitenF&B Service Unit-2 (Beer Making) - 1Kalash BaliyanNoch keine Bewertungen
- Ice-Cream Making EquipmentDokument8 SeitenIce-Cream Making EquipmentMonty KushwahaNoch keine Bewertungen
- Xi Chemistry PracticalDokument37 SeitenXi Chemistry PracticalKOOL KIDZ Hindi Songs For kidsNoch keine Bewertungen
- University of The East - Manila: Rolling ProcessDokument13 SeitenUniversity of The East - Manila: Rolling ProcessAngelica AndresNoch keine Bewertungen
- Dryers in Word FileDokument5 SeitenDryers in Word FileHaroon RahimNoch keine Bewertungen
- Unit 5.2 EvaporationDokument36 SeitenUnit 5.2 EvaporationFranci Kay SichuNoch keine Bewertungen
- Glassware Used in Pharmaceutical Analysis Laboratory: PrinciplesDokument4 SeitenGlassware Used in Pharmaceutical Analysis Laboratory: Principlesqueeny75% (4)
- Types of EvporatorsDokument18 SeitenTypes of EvporatorsJaya Aravinth RajNoch keine Bewertungen
- Pellet Cooling and CrumblingDokument37 SeitenPellet Cooling and CrumblingMusheer Basha50% (2)
- Equipo para Hacer CervezaDokument19 SeitenEquipo para Hacer CervezaLaura TurnerNoch keine Bewertungen
- Glass ProductionDokument10 SeitenGlass ProductionRichelieu M DeleonNoch keine Bewertungen
- HT Unit 4 .1Dokument29 SeitenHT Unit 4 .1A. SalamonNoch keine Bewertungen
- Beverage ContainersDokument14 SeitenBeverage Containersadilneu0% (1)
- Mini Ice PlantDokument28 SeitenMini Ice PlantCharlie RamirezNoch keine Bewertungen
- Ice Making Plant FactoryDokument7 SeitenIce Making Plant FactoryKifayat UllahNoch keine Bewertungen
- Carbon - Production MUY BUENODokument32 SeitenCarbon - Production MUY BUENO4familias6253Noch keine Bewertungen
- EvaporatorDokument24 SeitenEvaporatorS R Akhil Krishnan100% (1)
- ch12 GlassworkingDokument26 Seitench12 GlassworkingHaseeb KazmiNoch keine Bewertungen
- Chapter 3 SteamGeneratorsDokument156 SeitenChapter 3 SteamGeneratorssam afiNoch keine Bewertungen
- Ceramic TileDokument9 SeitenCeramic TileNazanin SabetNoch keine Bewertungen
- Glass Bottles: Sindy N. Sagun Bsme-V Industrial Process MEEN 3512Dokument11 SeitenGlass Bottles: Sindy N. Sagun Bsme-V Industrial Process MEEN 3512Jhun Rey N SagunNoch keine Bewertungen
- Spray Dryer & Freeze DryerDokument20 SeitenSpray Dryer & Freeze DryerHaroon RahimNoch keine Bewertungen
- Production of Seamless PipesDokument5 SeitenProduction of Seamless PipesSrikanth SrikantiNoch keine Bewertungen
- EvaporatorDokument17 SeitenEvaporatorJudith EspenidoNoch keine Bewertungen
- Annealing Process of GlassDokument10 SeitenAnnealing Process of GlassNajeela BanuNoch keine Bewertungen
- 6877 DryingDokument53 Seiten6877 DryingSiri NalNoch keine Bewertungen
- Basics of Pressure EquipmentsDokument23 SeitenBasics of Pressure EquipmentsSabariMechyNoch keine Bewertungen
- Tekapur Firestop Hand Held TD - V2 - GB - 06 20Dokument2 SeitenTekapur Firestop Hand Held TD - V2 - GB - 06 20sacdawoodNoch keine Bewertungen
- Tacom Weld Code SteelDokument165 SeitenTacom Weld Code SteelAles Kubat0% (1)
- Safco Welding SummryDokument148 SeitenSafco Welding SummryRichard PeriyanayagamNoch keine Bewertungen
- Runner Balancing InjectionMolding2 PDFDokument10 SeitenRunner Balancing InjectionMolding2 PDFLEV JAMARENoch keine Bewertungen
- Boeing 747 Engine Research DR KanasaDokument5 SeitenBoeing 747 Engine Research DR Kanasaapi-435184538Noch keine Bewertungen
- Ceramic Note 11.12.2023Dokument4 SeitenCeramic Note 11.12.2023Nguyen Ha PhuongNoch keine Bewertungen
- Berhanu LemmesaDokument104 SeitenBerhanu LemmesaMohammed EndrisNoch keine Bewertungen
- Termeni Si Expresii UzualeDokument4 SeitenTermeni Si Expresii UzualeToader AlexNoch keine Bewertungen
- Rust-Guard: Description Product CharacteristicsDokument1 SeiteRust-Guard: Description Product CharacteristicsDouglas Neves - UnaxNoch keine Bewertungen
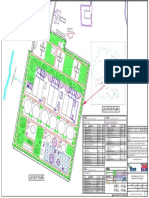
- 01.proposed Layout For 180 MLD STP Pirana - 18.01.22Dokument1 Seite01.proposed Layout For 180 MLD STP Pirana - 18.01.22PremBihariGoswamiNoch keine Bewertungen
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADokument1 SeiteTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNoch keine Bewertungen
- Types of ConnectionsDokument10 SeitenTypes of ConnectionsDIBYENDU MONDALNoch keine Bewertungen
- Industrial Visit ReportDokument12 SeitenIndustrial Visit ReportHemant RichhariyaNoch keine Bewertungen
- Complete EDM Handbook - 4 PDFDokument0 SeitenComplete EDM Handbook - 4 PDFds_srinivasNoch keine Bewertungen
- Anticorodal50 Englisch 01Dokument1 SeiteAnticorodal50 Englisch 01dmalfazNoch keine Bewertungen
- Bhushan SteelDokument69 SeitenBhushan SteelCasey Miles67% (3)
- Mechanisms of Wear in HSS Cutting ToolsDokument31 SeitenMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayak100% (2)
- Polyester 20 Resin 20 FinalDokument5 SeitenPolyester 20 Resin 20 FinalZdravko GrbićNoch keine Bewertungen
- Valid SOP: Standard Operating ProceduresDokument10 SeitenValid SOP: Standard Operating ProceduresShahid Raza100% (2)
- List of Approved Makes Arch & Int - ContractDokument6 SeitenList of Approved Makes Arch & Int - ContractVishal SolankiNoch keine Bewertungen
- CE 480 - Membrane Processes - 01Dokument31 SeitenCE 480 - Membrane Processes - 01NTEYE CHITONGENoch keine Bewertungen
- Questions of The Forging and Casting ProcessesDokument2 SeitenQuestions of The Forging and Casting ProcessesMohamed IbrahimNoch keine Bewertungen
- Section 3 - Reflow Profiling - ConceptronicDokument7 SeitenSection 3 - Reflow Profiling - ConceptronicJosué Benjamin Sandoval QuezadaNoch keine Bewertungen
- PT Test & SafetyDokument42 SeitenPT Test & SafetyRushabh KapadiaNoch keine Bewertungen
- BMCT 5 Market Surey SteelDokument25 SeitenBMCT 5 Market Surey SteelAastha ShrivastavaNoch keine Bewertungen
- Bsen 10346Dokument8 SeitenBsen 10346Anonymous SkU7PyNoch keine Bewertungen
- Welding NOTESDokument5 SeitenWelding NOTESAnonymous utfuIcnNoch keine Bewertungen
- Method Statement PaintDokument26 SeitenMethod Statement PaintFleight Vandollin0% (1)
- 2021 BinNova Microfiltration General PresentationDokument19 Seiten2021 BinNova Microfiltration General PresentationФейсал УджхихNoch keine Bewertungen
- VCI Film PaperDokument2 SeitenVCI Film Paperpackaging meNoch keine Bewertungen