Das könnte Ihnen auch gefallen
- SMS Casting BreakoutsDokument20 SeitenSMS Casting BreakoutsShubham KaushikNoch keine Bewertungen
- Forging DefectsDokument10 SeitenForging DefectsnvemanNoch keine Bewertungen
- Controlling of Forging DefectsDokument6 SeitenControlling of Forging DefectsSathiyaPrakashNoch keine Bewertungen
- TM23 - Heat Treatment of Metals PDFDokument32 SeitenTM23 - Heat Treatment of Metals PDFAlessio NotariNoch keine Bewertungen
- Basic Principles of Heat TreatmentDokument4 SeitenBasic Principles of Heat TreatmentHarpreet AroraNoch keine Bewertungen
- Astm A 986 - 2016 PDFDokument3 SeitenAstm A 986 - 2016 PDFEmmanuel BoquetNoch keine Bewertungen
- Sheet Metal WorkDokument29 SeitenSheet Metal WorkSolcastic SoulNoch keine Bewertungen
- Case HardeningDokument28 SeitenCase Hardeningdramilt100% (1)
- Forging DefectsDokument12 SeitenForging DefectsBalram JiNoch keine Bewertungen
- Forging TDCDokument49 SeitenForging TDCsureshkumar silvernitzNoch keine Bewertungen
- Surface TreatmentDokument34 SeitenSurface TreatmentnagarajNoch keine Bewertungen
- Materials, Processes and DefectsDokument28 SeitenMaterials, Processes and DefectsmangsureshNoch keine Bewertungen
- NitridingDokument13 SeitenNitridingShashidhar Ks KadamaNoch keine Bewertungen
- Special Process Presentation NewDokument23 SeitenSpecial Process Presentation Newvivek nuthiNoch keine Bewertungen
- Welding Metallurgy-2Dokument9 SeitenWelding Metallurgy-2Nur SyahroniNoch keine Bewertungen
- Mixer Efficiency. Wenniger FormulaDokument16 SeitenMixer Efficiency. Wenniger FormulacqigNoch keine Bewertungen
- Casting DefectsDokument22 SeitenCasting DefectsDeepakKaushik100% (1)
- Design Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)Dokument13 SeitenDesign Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)IJRASETPublicationsNoch keine Bewertungen
- Radiograph Interpretation - CastingsDokument7 SeitenRadiograph Interpretation - Castingshumayun mdNoch keine Bewertungen
- Weld Consumables SelectionDokument3 SeitenWeld Consumables SelectionArputharaj Maria LouisNoch keine Bewertungen
- Special Process Supplier EvaluationDokument4 SeitenSpecial Process Supplier EvaluationAmit DeoreNoch keine Bewertungen
- The Complete Solution For Inclusion Measurement: PodfaDokument8 SeitenThe Complete Solution For Inclusion Measurement: PodfaSharun JacobNoch keine Bewertungen
- Stainless StealDokument17 SeitenStainless StealSinead E TobinNoch keine Bewertungen
- Casting Defects in Low-PressureDokument8 SeitenCasting Defects in Low-PressureNishant Jain100% (2)
- SWI Procedure PaintingDokument6 SeitenSWI Procedure PaintingRamy EidNoch keine Bewertungen
- Riser Analysis Using Casting Simulation Techniques During SolidificationDokument2 SeitenRiser Analysis Using Casting Simulation Techniques During SolidificationRizal SandiNoch keine Bewertungen
- Surface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801Dokument4 SeitenSurface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801anhthoNoch keine Bewertungen
- Aluminium DegassingDokument4 SeitenAluminium DegassingJohnNoch keine Bewertungen
- GM 1927-16a PWT Gear Commodity AuditDokument5 SeitenGM 1927-16a PWT Gear Commodity AuditSergio BoillosNoch keine Bewertungen
- Annealing Normalizing QuenchingDokument22 SeitenAnnealing Normalizing QuenchingManish GuptaNoch keine Bewertungen
- List of StandardDokument126 SeitenList of Standardarunas10810% (1)
- Stainless Steel Flat ProductsDokument15 SeitenStainless Steel Flat Productsstrip1Noch keine Bewertungen
- An ANZ 4680-2006 Hot Dip GalvanizeDokument7 SeitenAn ANZ 4680-2006 Hot Dip GalvanizeUdin DzonoNoch keine Bewertungen
- Casting Material CA15BASD PDFDokument4 SeitenCasting Material CA15BASD PDFAditya GuptaNoch keine Bewertungen
- Forging DefectsDokument1 SeiteForging DefectsayanshonuNoch keine Bewertungen
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDokument7 SeitenWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNoch keine Bewertungen
- Carbon Steels: Hot-Rolled Steel StripDokument7 SeitenCarbon Steels: Hot-Rolled Steel Stripwulfgang66Noch keine Bewertungen
- CR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To NoharaDokument2 SeitenCR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To Noharaabhishek198327Noch keine Bewertungen
- Metallurgy EngineeringDokument91 SeitenMetallurgy EngineeringkarunakarandctNoch keine Bewertungen
- Chromate Conversion Coatings and Their Current AppDokument5 SeitenChromate Conversion Coatings and Their Current AppDeni HermawanNoch keine Bewertungen
- Casting Inspection NDTDokument8 SeitenCasting Inspection NDTdombipinNoch keine Bewertungen
- Casting DefectsDokument61 SeitenCasting DefectsVikas NagarNoch keine Bewertungen
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDokument7 SeitenDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Characterization of Casting Defect in Typical Castings of A Directionally Solidified SuperalloyDokument134 SeitenCharacterization of Casting Defect in Typical Castings of A Directionally Solidified SuperalloyChun-Yi LinNoch keine Bewertungen
- Microstructure Properties: I Sensitivity of Properties To Thermal History?Dokument35 SeitenMicrostructure Properties: I Sensitivity of Properties To Thermal History?MadhusudanNoch keine Bewertungen
- Chill Testing of Cast IronDokument2 SeitenChill Testing of Cast IronSachin Kumbhar100% (1)
- Forging DefectsDokument3 SeitenForging Defectspolina_1984Noch keine Bewertungen
- CPK CalculatorDokument2 SeitenCPK CalculatorPurnama Hadi0% (1)
- Defects in MaterialsDokument89 SeitenDefects in MaterialsSumedh Singh67% (3)
- Application Note Stainless SteelDokument6 SeitenApplication Note Stainless SteelVictoria TechiNoch keine Bewertungen
- The New Era in Corrosion TestingDokument4 SeitenThe New Era in Corrosion Testingnikopigni2Noch keine Bewertungen
- Training at CaparoDokument36 SeitenTraining at Caparopilaniabhupesh_81404Noch keine Bewertungen
- Surface Tension Transfer (STT) Pipe WeldingDokument3 SeitenSurface Tension Transfer (STT) Pipe WeldingahmedNoch keine Bewertungen
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- Defect Related FailuresDokument24 SeitenDefect Related FailuresAhmad AloudahNoch keine Bewertungen
- Rouging Spec For SSDokument16 SeitenRouging Spec For SStomcanNoch keine Bewertungen
- FabricationDokument9 SeitenFabricationAnilkumar HatkarNoch keine Bewertungen
- When A Refractory Failure Isn't - Some Anchor IssuesDokument8 SeitenWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanNoch keine Bewertungen
- AD NoticeDokument7 SeitenAD NoticeJagadeesh NandamNoch keine Bewertungen
- Processing NoticeDokument1 SeiteProcessing NoticeJagadeesh NandamNoch keine Bewertungen
- Corrosion - Solar Mounting Structures PerspectiveDokument3 SeitenCorrosion - Solar Mounting Structures PerspectiveJagadeesh NandamNoch keine Bewertungen
- DraftNot 130515Dokument5 SeitenDraftNot 130515Jagadeesh NandamNoch keine Bewertungen
- First Trimester Pregnancy & ComplicationsDokument5 SeitenFirst Trimester Pregnancy & ComplicationsDrPranav SharmaNoch keine Bewertungen
- FF HRC EngDokument101 SeitenFF HRC EngJagadeesh NandamNoch keine Bewertungen
- ITC HS CodesDokument477 SeitenITC HS CodespavantrathiNoch keine Bewertungen
- Article On Condition Monitoring of TransformerDokument7 SeitenArticle On Condition Monitoring of TransformerManan BhattNoch keine Bewertungen
- EPR July 2013Dokument3 SeitenEPR July 2013Jagadeesh NandamNoch keine Bewertungen
- Article On Condition Monitoring of TransformerDokument7 SeitenArticle On Condition Monitoring of TransformerManan BhattNoch keine Bewertungen
- Tata Steel News - 20130910Dokument1 SeiteTata Steel News - 20130910Jagadeesh NandamNoch keine Bewertungen
- Capacity Addition Target During 11th Plan Set by Planning Commission (Revised) - Summary Region WiseDokument11 SeitenCapacity Addition Target During 11th Plan Set by Planning Commission (Revised) - Summary Region Wisemail2perincheryNoch keine Bewertungen
- EPR July 2013Dokument3 SeitenEPR July 2013Jagadeesh NandamNoch keine Bewertungen
- Transformer Segment in IndiaDokument1 SeiteTransformer Segment in IndiadtvishalNoch keine Bewertungen
- Stainless PoscoDokument52 SeitenStainless PoscofatihkapucuNoch keine Bewertungen
- Steel Industry Embraces A992Dokument6 SeitenSteel Industry Embraces A992Jagadeesh Nandam100% (1)
- Steel Industry Embraces A992Dokument6 SeitenSteel Industry Embraces A992Jagadeesh Nandam100% (1)
- J. Poveromo - Future Trends in Ironmaking May 2012Dokument23 SeitenJ. Poveromo - Future Trends in Ironmaking May 2012Jagadeesh NandamNoch keine Bewertungen
- API-5L-95 Specification For Line PpeDokument120 SeitenAPI-5L-95 Specification For Line PpeJagadeesh NandamNoch keine Bewertungen
- TN GopinathDokument299 SeitenTN GopinathNaresh Sharma0% (1)
- Saeed Sentence Relation and Truth (Summary)Dokument11 SeitenSaeed Sentence Relation and Truth (Summary)Mohammad Hassan100% (1)
- NRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarDokument6 SeitenNRNP PRAC 6665 and 6675 Focused SOAP Note ExemplarLogan ZaraNoch keine Bewertungen
- AlligentDokument44 SeitenAlligentariNoch keine Bewertungen
- Archetypal Approach To Macbeth by William ShakespeareDokument9 SeitenArchetypal Approach To Macbeth by William ShakespeareLenka Koutná100% (1)
- Laminar Premixed Flames 6Dokument78 SeitenLaminar Premixed Flames 6rcarpiooNoch keine Bewertungen
- P4 Science Topical Questions Term 1Dokument36 SeitenP4 Science Topical Questions Term 1Sean Liam0% (1)
- Cooperative LinuxDokument39 SeitenCooperative Linuxrajesh_124Noch keine Bewertungen
- Competent Testing Requirements As Per Factory ActDokument3 SeitenCompetent Testing Requirements As Per Factory Actamit_lunia100% (1)
- Unwrapping The StandardsDokument2 SeitenUnwrapping The Standardsapi-254299227100% (1)
- Statistics and Probability Course Syllabus (2023) - SignedDokument3 SeitenStatistics and Probability Course Syllabus (2023) - SignedDarence Fujihoshi De AngelNoch keine Bewertungen
- Math 10 Week 3-4Dokument2 SeitenMath 10 Week 3-4Rustom Torio QuilloyNoch keine Bewertungen
- Myth or Fact-Worksheet 1Dokument1 SeiteMyth or Fact-Worksheet 1Zahraa LotfyNoch keine Bewertungen
- Exchange 2010 UnderstandDokument493 SeitenExchange 2010 UnderstandSeKoFieNoch keine Bewertungen
- Job Stress InterventionsDokument5 SeitenJob Stress InterventionscocaralucamihaelaNoch keine Bewertungen
- Epson EcoTank ITS Printer L4150 DatasheetDokument2 SeitenEpson EcoTank ITS Printer L4150 DatasheetWebAntics.com Online Shopping StoreNoch keine Bewertungen
- Kaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeDokument47 SeitenKaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeGerald M. LlanesNoch keine Bewertungen
- Good Manufacturing Practices in Postharvest and Minimal Processing of Fruits and VegetablesDokument40 SeitenGood Manufacturing Practices in Postharvest and Minimal Processing of Fruits and Vegetablesmaya janiNoch keine Bewertungen
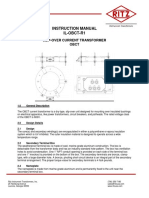
- Instruction Manual Il-Obct-R1: Slip-Over Current Transformer ObctDokument2 SeitenInstruction Manual Il-Obct-R1: Slip-Over Current Transformer Obctبوحميدة كمالNoch keine Bewertungen
- A Review On PRT in IndiaDokument21 SeitenA Review On PRT in IndiaChalavadi VasavadattaNoch keine Bewertungen
- Nurses Guide To Family Assessment and InterventionDokument9 SeitenNurses Guide To Family Assessment and InterventionKaye CorNoch keine Bewertungen
- JSSC JDLCCE 2021 (Civil Engineering) Official Pape 230615 233342Dokument39 SeitenJSSC JDLCCE 2021 (Civil Engineering) Official Pape 230615 233342Bhuban KumbhakarNoch keine Bewertungen
- Army Public School No.1 Jabalpur Practical List - Computer Science Class - XIIDokument4 SeitenArmy Public School No.1 Jabalpur Practical List - Computer Science Class - XIIAdityaNoch keine Bewertungen
- KPR College of Arts Science and Research: Marketing ManagementDokument127 SeitenKPR College of Arts Science and Research: Marketing ManagementSekar M KPRCAS-CommerceNoch keine Bewertungen
- 11 - Chapter 3Dokument27 Seiten11 - Chapter 3sam000678Noch keine Bewertungen
- 184 Учебная программа Английский язык 10-11 кл ОГНDokument44 Seiten184 Учебная программа Английский язык 10-11 кл ОГНзульфираNoch keine Bewertungen
- Principles of Volumetric AnalysisDokument5 SeitenPrinciples of Volumetric AnalysisMax TennerNoch keine Bewertungen
- Part TOEFLDokument7 SeitenPart TOEFLFrisca Rahma DwinantiNoch keine Bewertungen
- Curriculum Vitae: Educational Background Certification Major Name of Institute PeriodDokument2 SeitenCurriculum Vitae: Educational Background Certification Major Name of Institute PeriodTHEVINESHNoch keine Bewertungen
- Water Works RTADokument15 SeitenWater Works RTAalfaza3Noch keine Bewertungen
- Benson Ivor - The Zionist FactorDokument234 SeitenBenson Ivor - The Zionist Factorblago simeonov100% (1)