Das könnte Ihnen auch gefallen
- Energy-Efficient Systems and Benefits of Green ManufacturingDokument97 SeitenEnergy-Efficient Systems and Benefits of Green ManufacturingRajesh ShahNoch keine Bewertungen
- Application - FORM - PHD 2020 PDFDokument5 SeitenApplication - FORM - PHD 2020 PDFRajesh ShahNoch keine Bewertungen
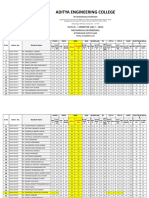
- Power Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Dokument82 SeitenPower Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Rajesh ShahNoch keine Bewertungen
- Design and FabricationDokument31 SeitenDesign and FabricationRajesh ShahNoch keine Bewertungen
- Introduction To MCMT PPT (Autosaved)Dokument16 SeitenIntroduction To MCMT PPT (Autosaved)Rajesh ShahNoch keine Bewertungen
- Surface Engineering NotesDokument17 SeitenSurface Engineering NotesRajesh Shah0% (1)
- Design and FabricationDokument31 SeitenDesign and FabricationRajesh ShahNoch keine Bewertungen
- Aim NotesDokument164 SeitenAim NotesRajesh ShahNoch keine Bewertungen
- Aditya Engineering College (A) : Lesson PlanDokument5 SeitenAditya Engineering College (A) : Lesson PlanRajesh ShahNoch keine Bewertungen
- Unit Ii Automated Flow LinesDokument94 SeitenUnit Ii Automated Flow LinesRajesh Shah100% (1)
- METROLOGY JNTUK Mech III - IIDokument103 SeitenMETROLOGY JNTUK Mech III - IIRajesh Shah0% (3)
- II To IV B.tech. II Semester Lesson Plan 2017-18Dokument6 SeitenII To IV B.tech. II Semester Lesson Plan 2017-18Rajesh ShahNoch keine Bewertungen
- Class 18Dokument51 SeitenClass 18Rajesh ShahNoch keine Bewertungen
- High Speed Stir ModelDokument27 SeitenHigh Speed Stir ModelRajesh ShahNoch keine Bewertungen
- Title Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Dokument9 SeitenTitle Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Rajesh ShahNoch keine Bewertungen
- II B.tech I Sem JNTUK Final AttendanceDokument31 SeitenII B.tech I Sem JNTUK Final AttendanceRajesh ShahNoch keine Bewertungen
- Surname First Name Gender: Ms. FemaleDokument24 SeitenSurname First Name Gender: Ms. FemaleRajesh ShahNoch keine Bewertungen
- 6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCEDokument41 Seiten6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahNoch keine Bewertungen
- Objective QuestionsDokument73 SeitenObjective QuestionsRajesh ShahNoch keine Bewertungen
- 1 Hareesha N G, Dept of Aero Engg, DSCEDokument51 Seiten1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahNoch keine Bewertungen
- Lec 12 - 13 Shaping Planing and Slotting OperationsDokument36 SeitenLec 12 - 13 Shaping Planing and Slotting OperationsAnonymous lTQDM21Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- History of Architecture-V: Lecture - X Chicago Style ArchitectureDokument46 SeitenHistory of Architecture-V: Lecture - X Chicago Style ArchitectureItika AtriNoch keine Bewertungen
- 400 KPH Boiler IBR Design Calculations - R1-6-2-13Dokument8 Seiten400 KPH Boiler IBR Design Calculations - R1-6-2-13Vishal KandNoch keine Bewertungen
- Types of WallsDokument34 SeitenTypes of WallsDil HowlterNoch keine Bewertungen
- Tips For Defect Free Injection MoldingDokument33 SeitenTips For Defect Free Injection MoldingjaonnNoch keine Bewertungen
- Cascade Refrigeration System (Report)Dokument8 SeitenCascade Refrigeration System (Report)THE PUBGTV100% (1)
- CV Calculation Sheet - 5 NovDokument11 SeitenCV Calculation Sheet - 5 NovAmarnath YadavNoch keine Bewertungen
- Concrete Fireproofing Analysis Evaluation and Repair StrategiesDokument30 SeitenConcrete Fireproofing Analysis Evaluation and Repair StrategiessvprskNoch keine Bewertungen
- Chapter 10Dokument15 SeitenChapter 10JeromeNoch keine Bewertungen
- Stress AnalysisDokument60 SeitenStress AnalysisTejas DesaiNoch keine Bewertungen
- Brida Astm A105 VishualsteelDokument7 SeitenBrida Astm A105 VishualsteelRicNoch keine Bewertungen
- As-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate TemperaturesDokument4 SeitenAs-Welded Wrought Austenitic Stainless Steel Fittings For General Corrosive Service at Low and Moderate Temperaturesrgi178Noch keine Bewertungen
- Asme Section Ii A-2 Sa-985 Sa-985mDokument22 SeitenAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xNoch keine Bewertungen
- ASTM D6641 D6641M 16e2Dokument6 SeitenASTM D6641 D6641M 16e2saif ullahNoch keine Bewertungen
- Ph070213 (Vis733) Si ReportDokument16 SeitenPh070213 (Vis733) Si Reporthenjie mirasolNoch keine Bewertungen
- Data Sheet: Amadeus ProjectDokument7 SeitenData Sheet: Amadeus ProjectErikikoNoch keine Bewertungen
- Lee Et Al (2007) PDFDokument11 SeitenLee Et Al (2007) PDFMarco F. GallegosNoch keine Bewertungen
- Aci523 - ImportanteDokument5 SeitenAci523 - ImportanteCledson2Noch keine Bewertungen
- Numerical and Experimental Analysis of AdditiveDokument5 SeitenNumerical and Experimental Analysis of Additive111Neha SoniNoch keine Bewertungen
- BSHDokument3 SeitenBSHiagomouNoch keine Bewertungen
- ReviewDokument24 SeitenReviewhunters eNoch keine Bewertungen
- Led Expo 2010Dokument6 SeitenLed Expo 2010Swati SinghNoch keine Bewertungen
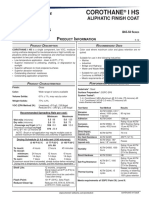
- Protective & Marine Coatings: Corothane IHSDokument4 SeitenProtective & Marine Coatings: Corothane IHSImam SitumeangNoch keine Bewertungen
- Subramanian N Design of Reinforced Concrete Structures 2014Dokument2 SeitenSubramanian N Design of Reinforced Concrete Structures 2014ksrinivasan.pannier1208Noch keine Bewertungen
- Metallurgy Practicum ModuleDokument9 SeitenMetallurgy Practicum ModuleJundi AbdillahNoch keine Bewertungen
- Cast Bullet Alloys & Alloy MaintenanceDokument15 SeitenCast Bullet Alloys & Alloy MaintenanceagabattiNoch keine Bewertungen
- MPC's Entire Brass Mortise Catalogue NewDokument32 SeitenMPC's Entire Brass Mortise Catalogue NewayaanNoch keine Bewertungen
- General Notes: (Roads, Drainage and Structures) I. at SpecificationsDokument1 SeiteGeneral Notes: (Roads, Drainage and Structures) I. at SpecificationsDarren ValienteNoch keine Bewertungen
- Documentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve RomaniaDokument28 SeitenDocumentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve Romaniajns1606Noch keine Bewertungen
- Alphaled CatalogueDokument2 SeitenAlphaled CatalogueManoj Kumar PanigrahiNoch keine Bewertungen
- Hasan Fathy-Barefoot ArchitectDokument18 SeitenHasan Fathy-Barefoot ArchitectARADHANA DHIMANNoch keine Bewertungen