Das könnte Ihnen auch gefallen
- Design of PistonDokument8 SeitenDesign of PistonBharath TrichyNoch keine Bewertungen
- INDUSTRIAL TRAINING PresentationDokument31 SeitenINDUSTRIAL TRAINING Presentationjatin uppalNoch keine Bewertungen
- Piston manufact-WPS OfficeDokument2 SeitenPiston manufact-WPS OfficeYa gamiNoch keine Bewertungen
- A Seminar Report On: Production of Ball BearingDokument25 SeitenA Seminar Report On: Production of Ball BearingParveen KumarNoch keine Bewertungen
- Production and Manufacturing of Automotive Engine ComponentsDokument24 SeitenProduction and Manufacturing of Automotive Engine ComponentsMr. Jerome Nithin Gladson100% (1)
- Piston Manufacturing ProcessDokument26 SeitenPiston Manufacturing Processahmad rizal100% (1)
- Die Casting DieDokument156 SeitenDie Casting DieHeetNoch keine Bewertungen
- Piston ShopDokument24 SeitenPiston ShopRamkrishan DuttaNoch keine Bewertungen
- Introduction To PistonDokument10 SeitenIntroduction To PistonAkimRee100% (1)
- Roll Forging Process Twist DrillsDokument5 SeitenRoll Forging Process Twist DrillssowriNoch keine Bewertungen
- Rahul Soni (4) NBCDokument32 SeitenRahul Soni (4) NBCSandeep Kumar Gupta100% (1)
- Piston Manufacturing ProcessDokument26 SeitenPiston Manufacturing ProcessMuaaz Ali100% (1)
- Mini Project ReportDokument19 SeitenMini Project ReportSan DeliriousNoch keine Bewertungen
- Piston ManufacturingDokument33 SeitenPiston ManufacturingalawyNoch keine Bewertungen
- Project On RIG in KLR IndustriesDokument13 SeitenProject On RIG in KLR IndustriesAmar BoddepalliNoch keine Bewertungen
- Steel Melting ShopDokument21 SeitenSteel Melting ShopAnjan Dey0% (1)
- FORGING Full NotesDokument44 SeitenFORGING Full NotesShaina Hayat KhanNoch keine Bewertungen
- Nitin 123Dokument18 SeitenNitin 123shayarigurunitinNoch keine Bewertungen
- NBC PPT - RamlakhanDokument40 SeitenNBC PPT - RamlakhanramNoch keine Bewertungen
- Summer Training AT HMT MACHINE TOOLSDokument30 SeitenSummer Training AT HMT MACHINE TOOLSarpit nagpalNoch keine Bewertungen
- Industrial Trainning Report at BMTFDokument10 SeitenIndustrial Trainning Report at BMTFJunayed HasanNoch keine Bewertungen
- B.TECH. (5 Semester) Production and Industrial Engineering Pi-319 Vocational Training ReportDokument10 SeitenB.TECH. (5 Semester) Production and Industrial Engineering Pi-319 Vocational Training ReportPraveen UpadhyayNoch keine Bewertungen
- Report Metrology and Workshop: Nur Nabilah Syazwani Binti Rahmad Iskandar 58215119044Dokument6 SeitenReport Metrology and Workshop: Nur Nabilah Syazwani Binti Rahmad Iskandar 58215119044WanieRahmadNoch keine Bewertungen
- Die Casting Theory: DTDM Final YearDokument31 SeitenDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Die Casting Theory: DTDM Final YearDokument31 SeitenDie Casting Theory: DTDM Final YearpratibhaNoch keine Bewertungen
- Industrial Training Presentation-1 On Rajkot, Gujarat: ProtecDokument31 SeitenIndustrial Training Presentation-1 On Rajkot, Gujarat: ProtecJAY KACHANoch keine Bewertungen
- Injection Moulding MachineDokument35 SeitenInjection Moulding MachineRajesh Kumar88% (8)
- Advanced Drilling Using A Dual Bit SystemDokument7 SeitenAdvanced Drilling Using A Dual Bit Systemtarang_tusharNoch keine Bewertungen
- Automatic Drilling and Tapping MachineDokument4 SeitenAutomatic Drilling and Tapping MachineSHUSHEELNoch keine Bewertungen
- Lecture # 4 Investment CastingDokument53 SeitenLecture # 4 Investment CastingAbdulRehman Ahmed SoomroNoch keine Bewertungen
- Gear Mfg.Dokument19 SeitenGear Mfg.Kanishka SikligarNoch keine Bewertungen
- HU Report U7iiDokument18 SeitenHU Report U7iishashank3256Noch keine Bewertungen
- Basic HolemakingDokument5 SeitenBasic HolemakingdramiltNoch keine Bewertungen
- Description of Machining Process: Figure 1 - Face Milling ProcessDokument7 SeitenDescription of Machining Process: Figure 1 - Face Milling ProcessAmirul SyakirNoch keine Bewertungen
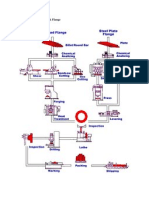
- Process Flow of Weld Neck FlangeDokument7 SeitenProcess Flow of Weld Neck FlangeAmin KhairiNoch keine Bewertungen
- Wednesday InternshipDokument26 SeitenWednesday InternshipME20D2D31 Nilesh PanditNoch keine Bewertungen
- 1 DR Abobaker ProductionDokument20 Seiten1 DR Abobaker ProductionKhaled AhmedNoch keine Bewertungen
- Bansal Institute of Engineering and Technology, LucknowDokument59 SeitenBansal Institute of Engineering and Technology, LucknowSunnyVermaNoch keine Bewertungen
- Drilling OperationsDokument9 SeitenDrilling Operationslindobuhledandelion0Noch keine Bewertungen
- Ball Bearing Manufacturing Process 130930021744 Phpapp01Dokument15 SeitenBall Bearing Manufacturing Process 130930021744 Phpapp01DevanshGoenkaNoch keine Bewertungen
- Manufacturing Process AssignmentDokument9 SeitenManufacturing Process AssignmentSaad Ur Rehman0% (1)
- AT Tractor Division Hindustan Machine ToolsDokument31 SeitenAT Tractor Division Hindustan Machine ToolsRahul HansNoch keine Bewertungen
- Shell Machine ShopDokument6 SeitenShell Machine ShopsaurabhfandatNoch keine Bewertungen
- Hydraulic clamping arrangement reduces connecting rod milling timeDokument60 SeitenHydraulic clamping arrangement reduces connecting rod milling timeAjinkya MoreNoch keine Bewertungen
- Applications of Bushes and Indexing of JigsDokument16 SeitenApplications of Bushes and Indexing of Jigspratik thakareNoch keine Bewertungen
- TMT Bar Manufacturing ProcessDokument11 SeitenTMT Bar Manufacturing ProcessKendra TerryNoch keine Bewertungen
- Cylinder Reboring Machine and Surface GrinderDokument1 SeiteCylinder Reboring Machine and Surface Grinderdaya shanker shuklaNoch keine Bewertungen
- Claw Pole Forging ProcessDokument8 SeitenClaw Pole Forging ProcessBhagat SinghNoch keine Bewertungen
- Manufacturing Engine BlockDokument41 SeitenManufacturing Engine BlockAahana KhannaNoch keine Bewertungen
- Gear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDokument1 SeiteGear Hobbing - Parts, Working, Diagram, Advantages, DisadvantagesDhruv SutharNoch keine Bewertungen
- Extrusion PressDokument17 SeitenExtrusion PresssydengNoch keine Bewertungen
- Unit-2 Grinding & Super PDFDokument10 SeitenUnit-2 Grinding & Super PDFMehul MunshiNoch keine Bewertungen
- Injection Moulding Process ExplainedDokument24 SeitenInjection Moulding Process ExplainedAbdulRehman Ahmed SoomroNoch keine Bewertungen
- Case StudyDokument8 SeitenCase StudyAmit SinghNoch keine Bewertungen
- Ball Bearing Manufacturing Process 130930021744 Phpapp01Dokument15 SeitenBall Bearing Manufacturing Process 130930021744 Phpapp01Athul MuraliNoch keine Bewertungen
- 1 ForgingDokument14 Seiten1 Forgingadi_risingsunNoch keine Bewertungen
- Lathe Machines & OperationsDokument43 SeitenLathe Machines & OperationsInder Jeet Kori100% (1)
- Unit - 2 EEFMDokument19 SeitenUnit - 2 EEFMAppasani ManishankarNoch keine Bewertungen
- Theory of ProductionDokument17 SeitenTheory of Productionpraveenpatidar269Noch keine Bewertungen
- ISO21500 and PMBoK GuideDokument10 SeitenISO21500 and PMBoK Guidekit15292Noch keine Bewertungen
- Sap Materials ManagementDokument304 SeitenSap Materials ManagementCOLONEL ZIKRIA67% (3)
- Dust Extractor - IQOQPQDokument13 SeitenDust Extractor - IQOQPQAtul Sharma0% (1)
- EPC PracticeDokument4 SeitenEPC PracticeSaid Ahmed SalemNoch keine Bewertungen
- Software Test ISO StandardsDokument2 SeitenSoftware Test ISO StandardsTony DavisNoch keine Bewertungen
- Short-Run and Long-Run Analysis of ProductionDokument12 SeitenShort-Run and Long-Run Analysis of ProductionDirgha ShertukdeNoch keine Bewertungen
- Master DataDokument36 SeitenMaster DataajaykrishnareddyNoch keine Bewertungen
- Implement Lean Thinking in Automotive Service Centers To Improve Customers SatisfactionDokument8 SeitenImplement Lean Thinking in Automotive Service Centers To Improve Customers SatisfactionRovil KumarNoch keine Bewertungen
- Plastic FormingDokument11 SeitenPlastic FormingAngeloLorenzoSalvadorTamayoNoch keine Bewertungen
- Quality Management and Process Control TechniquesDokument3 SeitenQuality Management and Process Control TechniquesDouglas FongNoch keine Bewertungen
- Cost AscertainmentDokument16 SeitenCost AscertainmentHirenChavlaNoch keine Bewertungen
- Journal of Retailing and Consumer Services: V.G. Venkatesh, Snehal Rathi, Sriyans PatwaDokument15 SeitenJournal of Retailing and Consumer Services: V.G. Venkatesh, Snehal Rathi, Sriyans Patwashradha_DAIMSRNoch keine Bewertungen
- Computing CosgDokument6 SeitenComputing CosgAngelica BayaNoch keine Bewertungen
- Quality QDokument3 SeitenQuality Qaryanboxer786Noch keine Bewertungen
- Vacuum Casting Process ExplainedDokument7 SeitenVacuum Casting Process Explainedmeet vermaNoch keine Bewertungen
- Nirula Decides To Apply ABC Analysis To Three Product Lines: Ice Creams, MilkDokument2 SeitenNirula Decides To Apply ABC Analysis To Three Product Lines: Ice Creams, Milkgoel76vishalNoch keine Bewertungen
- Managing Production and Service OperationsDokument41 SeitenManaging Production and Service OperationsJomari GaliasNoch keine Bewertungen
- Process Requirement: Scope of The DocumentDokument3 SeitenProcess Requirement: Scope of The DocumentRajuNoch keine Bewertungen
- Define Fixed Input and Variable Input of ProductionDokument4 SeitenDefine Fixed Input and Variable Input of ProductionKazi MilonNoch keine Bewertungen
- Process-Oriented Quality Management: Ajith Premachandran Jerry James Suraj Murali Arun RishikeshDokument40 SeitenProcess-Oriented Quality Management: Ajith Premachandran Jerry James Suraj Murali Arun RishikeshAjith PremachandranNoch keine Bewertungen
- Agile Project Management FrameworkDokument45 SeitenAgile Project Management Frameworkstefanhenry100% (6)
- Project Management Tools and TechniquesDokument32 SeitenProject Management Tools and Techniquesyadavmihir63100% (1)
- ERP Implementation in Food IndustryDokument7 SeitenERP Implementation in Food IndustryKavan ChhedaNoch keine Bewertungen
- WC-Co Hardmetal Abrasion PapersDokument3 SeitenWC-Co Hardmetal Abrasion PapersFaraj MohamedNoch keine Bewertungen
- Maintenance-Management Performance An-Overview Towards Evaluating Malaysian Palm Oil MillDokument5 SeitenMaintenance-Management Performance An-Overview Towards Evaluating Malaysian Palm Oil MillnazimbaluchNoch keine Bewertungen
- Technical Notes For ValvesDokument41 SeitenTechnical Notes For ValvesGautam BhardwajNoch keine Bewertungen
- Business Functional Areas Functions ProcessesDokument4 SeitenBusiness Functional Areas Functions ProcessesDan MaliwatNoch keine Bewertungen
- Iso 9001 - 2008Dokument12 SeitenIso 9001 - 2008jsstyNoch keine Bewertungen