Das könnte Ihnen auch gefallen
- Journal Publication Details of VIT For November 2021Dokument41 SeitenJournal Publication Details of VIT For November 2021Selvaraji MuthuNoch keine Bewertungen
- A Review On Working of Compressor Less RefrigeratorDokument4 SeitenA Review On Working of Compressor Less RefrigeratorSelvaraji MuthuNoch keine Bewertungen
- Sae Technical Paper Series: Kei Nakayama, Seiji Tamaki, Hiroyuki Miki and Masaaki TakiguchiDokument10 SeitenSae Technical Paper Series: Kei Nakayama, Seiji Tamaki, Hiroyuki Miki and Masaaki TakiguchiSelvaraji MuthuNoch keine Bewertungen
- 26th National Conference On Internal Combustion Engines and Combustion PDFDokument12 Seiten26th National Conference On Internal Combustion Engines and Combustion PDFSelvaraji MuthuNoch keine Bewertungen
- 33 Employee Appreciation Messages PDFDokument9 Seiten33 Employee Appreciation Messages PDFSelvaraji MuthuNoch keine Bewertungen
- Theoretical Evaluation of The e Ects of Crank Oset On The Reduction of Engine FrictionDokument8 SeitenTheoretical Evaluation of The e Ects of Crank Oset On The Reduction of Engine FrictionSelvaraji MuthuNoch keine Bewertungen
- Constituent Phase Diagrams of The AlCuFeMgNiSiDokument15 SeitenConstituent Phase Diagrams of The AlCuFeMgNiSiSelvaraji MuthuNoch keine Bewertungen
- Demidova ElizavetaDokument44 SeitenDemidova ElizavetaSelvaraji MuthuNoch keine Bewertungen
- Is 1870 1965Dokument168 SeitenIs 1870 1965nagarathinam82Noch keine Bewertungen
- Five Steps From Engineer To LeadershipDokument3 SeitenFive Steps From Engineer To LeadershipSelvaraji MuthuNoch keine Bewertungen
- What Motivates Us at Work - More Than MoneyDokument6 SeitenWhat Motivates Us at Work - More Than MoneySelvaraji MuthuNoch keine Bewertungen
- Steel STDDokument1 SeiteSteel STDSelvaraji MuthuNoch keine Bewertungen
- The 8th International Conference On Computational Methods (ICCM2017)Dokument1 SeiteThe 8th International Conference On Computational Methods (ICCM2017)Selvaraji MuthuNoch keine Bewertungen
- Surface Roughness Terminology and Parameters PDFDokument2 SeitenSurface Roughness Terminology and Parameters PDFErnesto GuevaraNoch keine Bewertungen
- इंटरनेट मानक में जानकारी का अधिकारDokument15 Seitenइंटरनेट मानक में जानकारी का अधिकारSelvaraji Muthu50% (2)
- Piston and RingDokument1 SeitePiston and RingSelvaraji MuthuNoch keine Bewertungen
- Converting Dew Point Readings Between PressuresDokument2 SeitenConverting Dew Point Readings Between PressuresSelvaraji MuthuNoch keine Bewertungen
- Steel SpecsDokument6 SeitenSteel SpecstetirichieNoch keine Bewertungen
- Design of PistonDokument4 SeitenDesign of Pistonshrey350Noch keine Bewertungen
- Normas e padrões de materiaisDokument2 SeitenNormas e padrões de materiaisklinsman23Noch keine Bewertungen
- Desiccant Wheels for Air HumidificationDokument11 SeitenDesiccant Wheels for Air HumidificationSelvaraji MuthuNoch keine Bewertungen
- Desiccant Dehumidification Rotor SelectionDokument1 SeiteDesiccant Dehumidification Rotor SelectionSelvaraji MuthuNoch keine Bewertungen
- Catia V5: DR Ahmed KovacevicDokument60 SeitenCatia V5: DR Ahmed KovacevicYunus YanarNoch keine Bewertungen
- FMFP 2014 Attachment 448Dokument9 SeitenFMFP 2014 Attachment 448Selvaraji MuthuNoch keine Bewertungen
- Internal Combustion Engine V3Dokument3 SeitenInternal Combustion Engine V3Selvaraji MuthuNoch keine Bewertungen
- NPR 2013noacatalogforprintoutDokument596 SeitenNPR 2013noacatalogforprintoutSelvaraji MuthuNoch keine Bewertungen
- Is Iso 6621 2 2003Dokument35 SeitenIs Iso 6621 2 2003Selvaraji MuthuNoch keine Bewertungen
- JEE Main Bulletin 2015Dokument59 SeitenJEE Main Bulletin 2015pace_saNoch keine Bewertungen
- A Cheater SystemDokument16 SeitenA Cheater SystemSelvaraji MuthuNoch keine Bewertungen
- NIT Kurukshetra Optimization of Operating Parameters of Desiccant WheelDokument8 SeitenNIT Kurukshetra Optimization of Operating Parameters of Desiccant WheelSelvaraji MuthuNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Piezoelectrical Driven Thermoacoustic Refrigerator A: Project ReprtDokument18 SeitenPiezoelectrical Driven Thermoacoustic Refrigerator A: Project Reprtsagar chughNoch keine Bewertungen
- York ZF 150Dokument108 SeitenYork ZF 150MartinNoch keine Bewertungen
- Pahu Schedule For MPHDokument1 SeitePahu Schedule For MPHsachinsaklani23Noch keine Bewertungen
- Jakobsen (1995)Dokument193 SeitenJakobsen (1995)Francisco OppsNoch keine Bewertungen
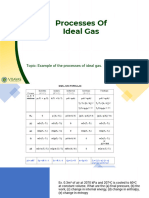
- Ideal Gas Processes ExampleDokument14 SeitenIdeal Gas Processes ExampleMary Joy AlmerenoNoch keine Bewertungen
- Tomato Slices Drying in A Liquid DesiccaDokument8 SeitenTomato Slices Drying in A Liquid DesiccaNursamsiahNoch keine Bewertungen
- 2 Phase Relief Calculations Spreadsheet: Basis General DataDokument1 Seite2 Phase Relief Calculations Spreadsheet: Basis General DataAffian WidjanarkoNoch keine Bewertungen
- Heat of Solutions - Exp 2Dokument6 SeitenHeat of Solutions - Exp 2owl lawletNoch keine Bewertungen
- Ica Tae EvoDokument2 SeitenIca Tae EvoIra BilokonNoch keine Bewertungen
- Cooling Performance of Flat Plate Heat Pipes With Different Liquid Filling RatiosDokument9 SeitenCooling Performance of Flat Plate Heat Pipes With Different Liquid Filling RatiosmohamedNoch keine Bewertungen
- Computationalengineering: Chemie Ingenieur Technik (73) 6 I 2001Dokument1 SeiteComputationalengineering: Chemie Ingenieur Technik (73) 6 I 2001dingdongdiddlyNoch keine Bewertungen
- The Theory of Large-Scale Ocean CirculationDokument210 SeitenThe Theory of Large-Scale Ocean Circulationcesbr100% (4)
- ThermodynamicsDokument15 SeitenThermodynamicsGillianne Mae VargasNoch keine Bewertungen
- Vam-Fc: Ventilation Technical DataDokument45 SeitenVam-Fc: Ventilation Technical Dataikac3Noch keine Bewertungen
- Mechanical Engineering Department Chapter 2 Compressible FlowDokument74 SeitenMechanical Engineering Department Chapter 2 Compressible FlowWillky FrezerNoch keine Bewertungen
- ChE 122 LE1 NotesDokument4 SeitenChE 122 LE1 Notesgoogley71Noch keine Bewertungen
- Chapter 4 - First Law of ThermodynamicsDokument29 SeitenChapter 4 - First Law of ThermodynamicsUSAIMAH SHARIFNoch keine Bewertungen
- Latent Heat Recovery from Flue GasDokument24 SeitenLatent Heat Recovery from Flue GasSiraj AL sharifNoch keine Bewertungen
- Sci3 Q1 Mod6 Kausaban Sa Materyal Nga Naapektohan Sa Temperatura Solid To LiquidLiquid To Gas Version3Dokument14 SeitenSci3 Q1 Mod6 Kausaban Sa Materyal Nga Naapektohan Sa Temperatura Solid To LiquidLiquid To Gas Version3CAMILA SARANGANINoch keine Bewertungen
- Thermodynamic Properties of Fluids (Chap 3) SmithDokument70 SeitenThermodynamic Properties of Fluids (Chap 3) SmithS S S REDDY100% (1)
- HMTDokument37 SeitenHMTVaibhav Vithoba NaikNoch keine Bewertungen
- Day 2 Questions That Came Out in The ExamDokument7 SeitenDay 2 Questions That Came Out in The ExamAdrian Joshua BernagaNoch keine Bewertungen
- Lecture 6 Vapor and Combined Power Cycles 10Dokument61 SeitenLecture 6 Vapor and Combined Power Cycles 10Aahjssb HznsmsbNoch keine Bewertungen
- Calorimetry in Pharmaceutical Research PDFDokument13 SeitenCalorimetry in Pharmaceutical Research PDFAndré Luís Della VolpeNoch keine Bewertungen
- Design and Fabrication of Spice DryersDokument80 SeitenDesign and Fabrication of Spice DryersANAND KRISHNAN100% (2)
- Design and Construction of Split Unit Air ConditionerDokument8 SeitenDesign and Construction of Split Unit Air ConditionernaushadNoch keine Bewertungen
- Cryogenic Air Separation UnitDokument13 SeitenCryogenic Air Separation UnitMehran IsgandarliNoch keine Bewertungen
- Simple Distillation of Cyclohexane LabDokument2 SeitenSimple Distillation of Cyclohexane LabHourmat KabulNoch keine Bewertungen
- Application of ESD and PR+Wong Sandler Mixing Rule Equations of State To Study Methane Hydrate Formation in The Presence of Different InhibitorsDokument15 SeitenApplication of ESD and PR+Wong Sandler Mixing Rule Equations of State To Study Methane Hydrate Formation in The Presence of Different InhibitorscansuNoch keine Bewertungen
- Mass Transfer Operations II: Humidification and Air ConditioningDokument14 SeitenMass Transfer Operations II: Humidification and Air ConditioningYELUVU KARTHIEKNoch keine Bewertungen