Das könnte Ihnen auch gefallen
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideVon EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideBewertung: 4 von 5 Sternen4/5 (8)
- Pompa HidrolikDokument3 SeitenPompa HidrolikjolNoch keine Bewertungen
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesVon EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesBewertung: 5 von 5 Sternen5/5 (1)
- #A-Direct VFD ConsiderationsDokument8 Seiten#A-Direct VFD ConsiderationsCyrix.OneNoch keine Bewertungen
- Variable Speed Pumps PipeFLODokument3 SeitenVariable Speed Pumps PipeFLOJavier Alejandro RodriguezNoch keine Bewertungen
- Blower and Motor CalculationsDokument9 SeitenBlower and Motor CalculationsChris LaytonNoch keine Bewertungen
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesVon EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNoch keine Bewertungen
- Blower Motor Sizing CalculationsDokument7 SeitenBlower Motor Sizing CalculationsOA Aoo100% (1)
- Marine Electrics Made Simple or How to Keep the Batteries ChargedVon EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedNoch keine Bewertungen
- Hydraulic PumpsDokument32 SeitenHydraulic PumpsBasha MohdNoch keine Bewertungen
- Blower CalculationDokument7 SeitenBlower CalculationOA AooNoch keine Bewertungen
- VFD PDFDokument16 SeitenVFD PDFMatthieuNoch keine Bewertungen
- Centrifugal Pump.......... Very ImpDokument22 SeitenCentrifugal Pump.......... Very Impavi07me4uNoch keine Bewertungen
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowVon EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowBewertung: 2 von 5 Sternen2/5 (1)
- Pump Curve UnderstandingDokument7 SeitenPump Curve UnderstandingViệt Đặng XuânNoch keine Bewertungen
- VFD Training Book - Danfoss PDFDokument36 SeitenVFD Training Book - Danfoss PDFrukmagoud90% (10)
- Chapter - 6 Variable Speed Pressure Booster SystemsDokument6 SeitenChapter - 6 Variable Speed Pressure Booster Systemsosamamae100% (1)
- Reading The Pump Curve - Intro To PumpsDokument4 SeitenReading The Pump Curve - Intro To PumpsVIVANoch keine Bewertungen
- Centrifugal Pump Efficiency—What Is ItDokument3 SeitenCentrifugal Pump Efficiency—What Is ItAlfredo GallardoNoch keine Bewertungen
- Peerless Pump Tech BulletinsDokument176 SeitenPeerless Pump Tech BulletinsWilhelm ThorleyNoch keine Bewertungen
- Affinity Laws For Centrifugal PumpsDokument5 SeitenAffinity Laws For Centrifugal PumpsSeto Tri LaksonoNoch keine Bewertungen
- VFD Pump Selection CirculationDokument7 SeitenVFD Pump Selection CirculationEng- Eslam Ahmed GhzaliNoch keine Bewertungen
- AC DC kilns compared for cement applicationsDokument10 SeitenAC DC kilns compared for cement applicationsPrateek SinghNoch keine Bewertungen
- Choosing A Pump SicDokument6 SeitenChoosing A Pump Sicchipora3Noch keine Bewertungen
- Variable Speed PumpingDokument3 SeitenVariable Speed PumpingMONANoch keine Bewertungen
- Discharge Regulation of Centrifugal PumpsDokument7 SeitenDischarge Regulation of Centrifugal Pumpsyarzar17Noch keine Bewertungen
- PWM Motor ControllerDokument13 SeitenPWM Motor ControllerPeuconNoch keine Bewertungen
- Reducing Pressure - Increasing Efficiency: PanoramaDokument4 SeitenReducing Pressure - Increasing Efficiency: PanoramapsshnkrNoch keine Bewertungen
- Energy Efficiency - CommentsDokument10 SeitenEnergy Efficiency - CommentsmdzuljpiNoch keine Bewertungen
- Variable Speed Pumping HandbookDokument30 SeitenVariable Speed Pumping Handbookrananomi555100% (1)
- Effect of Change of Voltage and Frequency On Electrical EquipmentDokument17 SeitenEffect of Change of Voltage and Frequency On Electrical EquipmentAhmed ElsharkawyNoch keine Bewertungen
- Puma Race Engines PDFDokument8 SeitenPuma Race Engines PDFpichaidvNoch keine Bewertungen
- Timing and Vacuum Advance 101Dokument15 SeitenTiming and Vacuum Advance 101Filip TopićNoch keine Bewertungen
- Goulds Pumps performance curve guideDokument24 SeitenGoulds Pumps performance curve guidebennylivi100% (4)
- Optimizing Pumping Systems P-IDokument4 SeitenOptimizing Pumping Systems P-Imatrix69Noch keine Bewertungen
- Introduction To Pump Curves Gould PumpsDokument24 SeitenIntroduction To Pump Curves Gould PumpsAna Peña100% (1)
- Pump Troubleshooting Tips for High Flow Rates and Amperage DrawDokument2 SeitenPump Troubleshooting Tips for High Flow Rates and Amperage DrawAbdel RahmanNoch keine Bewertungen
- Oversized Pumps & Fans Energy WasteDokument25 SeitenOversized Pumps & Fans Energy Wastebaldonado1Noch keine Bewertungen
- Pump BasicsDokument3 SeitenPump Basicsdlanoj102999Noch keine Bewertungen
- Parallel Pumps Push The Process: Trial and Error Is The Original Intelligence and Scientific MethodDokument6 SeitenParallel Pumps Push The Process: Trial and Error Is The Original Intelligence and Scientific Methodkhaldoun samiNoch keine Bewertungen
- Metering Pumps - A New DefinitionDokument3 SeitenMetering Pumps - A New DefinitionMoises JonesNoch keine Bewertungen
- Section 11 EquipmentDokument18 SeitenSection 11 EquipmentaistopNoch keine Bewertungen
- Tech Information Basic Weber TuningDokument6 SeitenTech Information Basic Weber TuningYacullsNoch keine Bewertungen
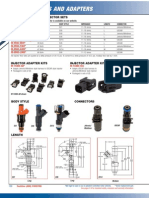
- Fuel Injectors and AdaptorsDokument6 SeitenFuel Injectors and AdaptorsPeter Piper100% (1)
- Pump Starup ProcedureDokument23 SeitenPump Starup ProcedureKrishnan ManiNoch keine Bewertungen
- Energy Conservationi N Pumps: M.V.Pande Dy - Director NPTI, NagpurDokument37 SeitenEnergy Conservationi N Pumps: M.V.Pande Dy - Director NPTI, NagpurmvpngpNoch keine Bewertungen
- Using Pumps As Power Recovery TurbinesDokument4 SeitenUsing Pumps As Power Recovery TurbinesKali CharanNoch keine Bewertungen
- Stealth 316 - Fuel Pump Re-WireDokument7 SeitenStealth 316 - Fuel Pump Re-WireSergio PNoch keine Bewertungen
- Metering Pumps - The Lowdown On TurndownDokument7 SeitenMetering Pumps - The Lowdown On TurndownJ.SIVIRANoch keine Bewertungen
- Technical Articles On PUMPSDokument6 SeitenTechnical Articles On PUMPSswapanberaNoch keine Bewertungen
- Pump Operation ImproveDokument5 SeitenPump Operation ImproveJanneth Herrera FloresNoch keine Bewertungen
- Pump ED 101: How Curve Shape Can Influence Pump SelectionDokument5 SeitenPump ED 101: How Curve Shape Can Influence Pump Selectionmercedes_rico_5Noch keine Bewertungen
- 6 Prime Movers of Energy: 6.1. PUMPSDokument40 Seiten6 Prime Movers of Energy: 6.1. PUMPSIan AsNoch keine Bewertungen
- Pump Energy AuditDokument4 SeitenPump Energy AuditGajanan Jagtap100% (1)
- Calculation K ValueDokument12 SeitenCalculation K ValueAshrafMostafaNoch keine Bewertungen
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsVon EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsBewertung: 5 von 5 Sternen5/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilVon EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNoch keine Bewertungen
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisVon EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Fire in the Night: The Piper Alpha DisasterVon EverandFire in the Night: The Piper Alpha DisasterBewertung: 4.5 von 5 Sternen4.5/5 (5)