Das könnte Ihnen auch gefallen
- Unconventional Machining ProcessDokument36 SeitenUnconventional Machining ProcessInderpal SinghNoch keine Bewertungen
- Measuring Surface Roughness Using EDMDokument19 SeitenMeasuring Surface Roughness Using EDMAli RazaNoch keine Bewertungen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- EDM WirecutDokument5 SeitenEDM WirecutaaqibaminNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Note Edm Die Sinker MachineDokument3 SeitenNote Edm Die Sinker MachineSyafi NafisNoch keine Bewertungen
- EDM Wirecut Machining OverviewDokument20 SeitenEDM Wirecut Machining OverviewDjuraTheHarpYNoch keine Bewertungen
- EDM WirecutDokument20 SeitenEDM Wirecutnajieyuya100% (2)
- EDM Wirecut Working PrincipleDokument22 SeitenEDM Wirecut Working Principlemunjivramana_6611003Noch keine Bewertungen
- Fact Sheet: METAL REMOVAL/CUTTINGDokument4 SeitenFact Sheet: METAL REMOVAL/CUTTINGAl EnggNoch keine Bewertungen
- Non Conventional MachiningDokument38 SeitenNon Conventional MachiningSuresh YadlaNoch keine Bewertungen
- MP 3 EdmDokument4 SeitenMP 3 EdmSajjad SajjadNoch keine Bewertungen
- Nontraditional Manufacturing ProcessesDokument157 SeitenNontraditional Manufacturing ProcessesProf. Arshad Noor Siddiqui (D/o Mechanical Engineering)Noch keine Bewertungen
- Unconventional MachiningDokument25 SeitenUnconventional MachiningDittam SahaNoch keine Bewertungen
- Ultrasonic Machining and Electrochemical Machining ProcessesDokument10 SeitenUltrasonic Machining and Electrochemical Machining ProcessesLalitChoudharyNoch keine Bewertungen
- Presentation On Wire EdmDokument33 SeitenPresentation On Wire EdmArpit HalaniNoch keine Bewertungen
- Types of CNC and EDNDokument3 SeitenTypes of CNC and EDNkarla cancheNoch keine Bewertungen
- Unconventional Machining ProcessDokument10 SeitenUnconventional Machining ProcessKiran BornareNoch keine Bewertungen
- Electrochemical Machining (ECM) Provides Creative LatitudeDokument2 SeitenElectrochemical Machining (ECM) Provides Creative Latitudedavid2404Noch keine Bewertungen
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDokument41 SeitenElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNoch keine Bewertungen
- Principle of Spark ErosionDokument5 SeitenPrinciple of Spark ErosionAjay RanaNoch keine Bewertungen
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDokument8 SeitenMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefNoch keine Bewertungen
- CNC Wire-Cut Parameter Optimized Determination of The Stair Shape WorkpieceDokument6 SeitenCNC Wire-Cut Parameter Optimized Determination of The Stair Shape Workpiecegargsumit107Noch keine Bewertungen
- Wire EDMDokument2 SeitenWire EDMDeepali MestryNoch keine Bewertungen
- EdmDokument2 SeitenEdmOmkar RahateNoch keine Bewertungen
- Literature ReviewDokument34 SeitenLiterature ReviewMuhammad WaleedNoch keine Bewertungen
- WeldingDokument11 SeitenWeldinggopojiNoch keine Bewertungen
- Muhamad Fadzil B. Mat Jassin 01DKM09F2145Dokument20 SeitenMuhamad Fadzil B. Mat Jassin 01DKM09F2145Yob GrenzebacNoch keine Bewertungen
- What Is The Electrical Discharge MachiningDokument6 SeitenWhat Is The Electrical Discharge Machiningmzinga corporationNoch keine Bewertungen
- Manufacturing Processes - Non Conventional MachiningDokument14 SeitenManufacturing Processes - Non Conventional MachiningSteven GoddardNoch keine Bewertungen
- Metal Sheet MakingDokument3 SeitenMetal Sheet MakingsuvarnarajedoliNoch keine Bewertungen
- Over All Concept of This ChapterDokument57 SeitenOver All Concept of This ChapterberhaneNoch keine Bewertungen
- Lab Report EDMDokument5 SeitenLab Report EDMMuzamil RazaNoch keine Bewertungen
- ELID GrindingDokument43 SeitenELID GrindingStephen.K67% (3)
- EdmDokument31 SeitenEdmAbhishek PandeyNoch keine Bewertungen
- Advanced Manufacturing Processes, Pune University, BEDokument21 SeitenAdvanced Manufacturing Processes, Pune University, BESachin KumbharNoch keine Bewertungen
- Hydrodynamic Machining (HDM)Dokument5 SeitenHydrodynamic Machining (HDM)Anonymous V7NIJYd8Noch keine Bewertungen
- Electromagnetic FormingDokument14 SeitenElectromagnetic FormingTochi Krishna AbhishekNoch keine Bewertungen
- Non Traditional MachiningDokument77 SeitenNon Traditional MachiningAnirudhNoch keine Bewertungen
- Cutting Processes Guide for Sheets and PlatesDokument51 SeitenCutting Processes Guide for Sheets and Platesrajamannar322Noch keine Bewertungen
- NTM 1 MokDokument10 SeitenNTM 1 MokNick MaxNoch keine Bewertungen
- Metalworking processes guideDokument8 SeitenMetalworking processes guideCEci de RosalesNoch keine Bewertungen
- Sheet Metal FormingDokument5 SeitenSheet Metal FormingScribdd3r100% (2)
- Electrical Discharge MachiningDokument11 SeitenElectrical Discharge MachiningRizwan MrnNoch keine Bewertungen
- Quiz 7Dokument40 SeitenQuiz 7Vysakh VasudevanNoch keine Bewertungen
- Ultraprecision High Rate Anodic Dissolution Processes in EcmDokument7 SeitenUltraprecision High Rate Anodic Dissolution Processes in EcmInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Machine cutting is a manufacturing process that involves the controlled removal of material from a larger piece to achieve a desired shape or partDokument1 SeiteMachine cutting is a manufacturing process that involves the controlled removal of material from a larger piece to achieve a desired shape or partArfan KhanNoch keine Bewertungen
- Electrical Discharge Machining: Various Electric Discharge MachinesDokument40 SeitenElectrical Discharge Machining: Various Electric Discharge MachinesArun PrasadNoch keine Bewertungen
- REPORT EDM WIRE CUTDokument14 SeitenREPORT EDM WIRE CUTHarith DanialNoch keine Bewertungen
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDokument6 SeitenUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanNoch keine Bewertungen
- Modern ManufacturingDokument8 SeitenModern Manufacturingমুকসেতিন আল রাজী রিফাতNoch keine Bewertungen
- Sheet Metal Forming Research PaperDokument4 SeitenSheet Metal Forming Research Papergw0gbrwe100% (1)
- Abrasive Jet MachineDokument27 SeitenAbrasive Jet MachinePoovarasu RajaNoch keine Bewertungen
- Non Conventional MachiningDokument15 SeitenNon Conventional MachiningHassanZameerNoch keine Bewertungen
- Die Sinking ReportDokument11 SeitenDie Sinking Report15 thnNoch keine Bewertungen
- Production Technology AssignmentDokument10 SeitenProduction Technology AssignmentJatin Pandey100% (2)
- Nontraditonal MacDokument74 SeitenNontraditonal MacChintan ChaudhariNoch keine Bewertungen
- Pneumatic Cutter SynopsisDokument10 SeitenPneumatic Cutter SynopsisGurhans Pal SinghNoch keine Bewertungen
- India Trip QuoteDokument3 SeitenIndia Trip QuoteRavendran KrishnanNoch keine Bewertungen
- 2009 KS3 Maths Level 4-6 Paper 2 Calculator AllowedDokument28 Seiten2009 KS3 Maths Level 4-6 Paper 2 Calculator AllowedRavendran KrishnanNoch keine Bewertungen
- Cambridge Checkpoint Maths P1 Specimen 2012Dokument12 SeitenCambridge Checkpoint Maths P1 Specimen 2012Maryam Rai80% (10)
- Form 4 Chapter 3Dokument11 SeitenForm 4 Chapter 3Ravendran KrishnanNoch keine Bewertungen
- QuestionsDokument1 SeiteQuestionsRavendran KrishnanNoch keine Bewertungen
- Pandangan Tambahan Tingkatan 4Dokument16 SeitenPandangan Tambahan Tingkatan 4Abdul Muktie80% (5)
- QuotationDokument1 SeiteQuotationRavendran KrishnanNoch keine Bewertungen
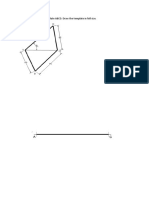
- Figure Shows A Template ABCD. Draw The Template in Full SizeDokument9 SeitenFigure Shows A Template ABCD. Draw The Template in Full SizeRavendran KrishnanNoch keine Bewertungen
- Figure Shows A Template ABCD. Draw The Template in Full SizeDokument9 SeitenFigure Shows A Template ABCD. Draw The Template in Full SizeRavendran KrishnanNoch keine Bewertungen
- Hand Lay Up Process Guide for Composite ManufacturingDokument29 SeitenHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Chapter 2 - Orthographic DrawingDokument33 SeitenChapter 2 - Orthographic DrawingRavendran KrishnanNoch keine Bewertungen
- QuestionsDokument1 SeiteQuestionsRavendran KrishnanNoch keine Bewertungen
- Assignment 2Dokument1 SeiteAssignment 2Ravendran KrishnanNoch keine Bewertungen
- ApplicationDokument33 SeitenApplicationRavendran KrishnanNoch keine Bewertungen
- Filament WindingDokument21 SeitenFilament WindingRavendran KrishnanNoch keine Bewertungen
- JoiningDokument33 SeitenJoiningRavendran KrishnanNoch keine Bewertungen
- Injection MouldingDokument11 SeitenInjection MouldingRavendran KrishnanNoch keine Bewertungen
- Experiments Done in Chapter Three Form FourDokument1 SeiteExperiments Done in Chapter Three Form FourRavendran KrishnanNoch keine Bewertungen
- Hand Lay Up Process Guide for Composite ManufacturingDokument29 SeitenHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Experiments Done in Chapter Three Form FourDokument1 SeiteExperiments Done in Chapter Three Form FourRavendran KrishnanNoch keine Bewertungen
- 8:00 AM 9:00 AM 10:00 AM 11:00 AM 12:00 PM 1:00 PM 2:00 PM 3:00 PM 4:00 PM Monday Tuesday Wednesday Thursday FridayDokument2 Seiten8:00 AM 9:00 AM 10:00 AM 11:00 AM 12:00 PM 1:00 PM 2:00 PM 3:00 PM 4:00 PM Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNoch keine Bewertungen
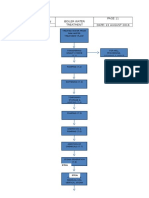
- Boiler Water Treatment ChartDokument2 SeitenBoiler Water Treatment ChartRavendran KrishnanNoch keine Bewertungen
- Experiments in Chapter 5 Form 4 PhysicsDokument1 SeiteExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNoch keine Bewertungen
- Experiments in Chapter Two Form FourDokument1 SeiteExperiments in Chapter Two Form FourRavendran KrishnanNoch keine Bewertungen
- Experiments in Chapter 5 Form 4 PhysicsDokument1 SeiteExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNoch keine Bewertungen
- Experiments Done in Chapter Three Form FourDokument1 SeiteExperiments Done in Chapter Three Form FourRavendran KrishnanNoch keine Bewertungen
- Experiments in Chapter 5 Form 4 PhysicsDokument1 SeiteExperiments in Chapter 5 Form 4 PhysicsRavendran KrishnanNoch keine Bewertungen
- Experiments in Chapter Two Form FourDokument1 SeiteExperiments in Chapter Two Form FourRavendran KrishnanNoch keine Bewertungen
- ### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayDokument2 Seiten### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNoch keine Bewertungen
- ### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayDokument2 Seiten### 9:00:00 AM ### ### ### ### Monday Tuesday Wednesday Thursday FridayRavendran KrishnanNoch keine Bewertungen
- Guide To ExtrusionDokument26 SeitenGuide To ExtrusionThong Kin MunNoch keine Bewertungen
- STD 146Dokument18 SeitenSTD 146nirajbnb8417Noch keine Bewertungen
- ARR 384 v4 Web LowresDokument314 SeitenARR 384 v4 Web LowresMoises Pantoja SotoNoch keine Bewertungen
- Ieee STD C57 100-1995Dokument4 SeitenIeee STD C57 100-1995José Enrique García VillarrealNoch keine Bewertungen
- Relieve Valve Types and OperationDokument11 SeitenRelieve Valve Types and OperationBryan K. Aylas ParedesNoch keine Bewertungen
- Dyeing of 100% Polyester Fabric With Disperse Dye by Exhaust Method.Dokument6 SeitenDyeing of 100% Polyester Fabric With Disperse Dye by Exhaust Method.Naimul Hasan100% (1)
- Chemical Engg SeminarDokument23 SeitenChemical Engg SeminarAbdus Saboor KhalidNoch keine Bewertungen
- CV TemplateV2Dokument9 SeitenCV TemplateV2Mark MarianoNoch keine Bewertungen
- Steel ConstructionDokument46 SeitenSteel ConstructionKhadeeja AslamNoch keine Bewertungen
- 09 Materials HandlingDokument32 Seiten09 Materials HandlingVivekNoch keine Bewertungen
- Jazeera Wood Elegance StainDokument2 SeitenJazeera Wood Elegance StainAhmad BougeisNoch keine Bewertungen
- Aci 318R 08Dokument1 SeiteAci 318R 08Sayed Diab AlsayedNoch keine Bewertungen
- AMMIE 2023 Conference on Advanced Materials and ManufacturingDokument9 SeitenAMMIE 2023 Conference on Advanced Materials and ManufacturingrjNoch keine Bewertungen
- Integrated LabDokument36 SeitenIntegrated LabBeki WalkerNoch keine Bewertungen
- CNC Instructables PDFDokument13 SeitenCNC Instructables PDFNadim AhmedNoch keine Bewertungen
- Steval Isa172v2Dokument12 SeitenSteval Isa172v2Hasanudin UdinNoch keine Bewertungen
- Cement Grouted Rock Bolts PDFDokument28 SeitenCement Grouted Rock Bolts PDFSushmit SharmaNoch keine Bewertungen
- Science Presence of God J2Dokument8 SeitenScience Presence of God J2Kafui AugustineNoch keine Bewertungen
- Warning: Keystart 9620/9621Dokument4 SeitenWarning: Keystart 9620/9621John GarnetNoch keine Bewertungen
- Water Cooled Cable For Electric FurnaceDokument4 SeitenWater Cooled Cable For Electric FurnaceWAWANNoch keine Bewertungen
- Roof Truss Design LoadsDokument51 SeitenRoof Truss Design LoadsFeigyl Miro100% (4)
- Dies and Inserts Catalog 2018Dokument36 SeitenDies and Inserts Catalog 2018Ahmed MohamedNoch keine Bewertungen
- Bullet Valve Series GuideDokument2 SeitenBullet Valve Series GuideAnthony PecorinoNoch keine Bewertungen
- AIGOSTAR 300000HFA Panini Maker NoticeDokument9 SeitenAIGOSTAR 300000HFA Panini Maker NoticeSYLVIENoch keine Bewertungen
- List of CompaniesDokument5 SeitenList of Companiesdeep nikil60% (5)
- Disassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNDokument6 SeitenDisassembly of The Parts (Indoor Unit) : LS-K1823/1863/1867/2465/2665/2669CL/CM/CNmanuelNoch keine Bewertungen
- Recycling ConcreteDokument56 SeitenRecycling ConcreteReshmita PallaNoch keine Bewertungen
- First Part Lab ManualDokument6 SeitenFirst Part Lab ManualInfo EsocketNoch keine Bewertungen
- Chapter 11-Refrigeration CyclesDokument24 SeitenChapter 11-Refrigeration CyclesAbas S. AcmadNoch keine Bewertungen
- RCC Water Tank Construction TenderDokument12 SeitenRCC Water Tank Construction Tendersurya0588Noch keine Bewertungen
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Guidelines for Implementing Process Safety ManagementVon EverandGuidelines for Implementing Process Safety ManagementNoch keine Bewertungen
- Introduction to Petroleum Process SafetyVon EverandIntroduction to Petroleum Process SafetyBewertung: 3 von 5 Sternen3/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesVon EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesBewertung: 5 von 5 Sternen5/5 (1)
- Inherently Safer Chemical Processes: A Life Cycle ApproachVon EverandInherently Safer Chemical Processes: A Life Cycle ApproachBewertung: 5 von 5 Sternen5/5 (1)
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeVon EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNoch keine Bewertungen
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen
- Radium Girls: Women and Industrial Health Reform, 1910-1935Von EverandRadium Girls: Women and Industrial Health Reform, 1910-1935Bewertung: 4.5 von 5 Sternen4.5/5 (4)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationVon EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNoch keine Bewertungen
- Safety Fundamentals and Best Practices in Construction IndustryVon EverandSafety Fundamentals and Best Practices in Construction IndustryNoch keine Bewertungen
- Incidents That Define Process SafetyVon EverandIncidents That Define Process SafetyNoch keine Bewertungen
- LNG Risk Based Safety: Modeling and Consequence AnalysisVon EverandLNG Risk Based Safety: Modeling and Consequence AnalysisNoch keine Bewertungen
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- One Health: Integrated Approach to 21st Century Challenges to HealthVon EverandOne Health: Integrated Approach to 21st Century Challenges to HealthJoana C. PrataNoch keine Bewertungen
- Chemical Process Safety: Learning from Case HistoriesVon EverandChemical Process Safety: Learning from Case HistoriesBewertung: 4 von 5 Sternen4/5 (14)
- Autophagy in Health and DiseaseVon EverandAutophagy in Health and DiseaseBeverly RothermelNoch keine Bewertungen
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionVon Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNoch keine Bewertungen
- Nobody Cares: The Story of the World from SafetymanVon EverandNobody Cares: The Story of the World from SafetymanNoch keine Bewertungen
- The Single Cure: Human Life Extension to 300+ YearsVon EverandThe Single Cure: Human Life Extension to 300+ YearsNoch keine Bewertungen
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeVon EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeNoch keine Bewertungen
- Fire in the Night: The Piper Alpha DisasterVon EverandFire in the Night: The Piper Alpha DisasterBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaVon EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNoch keine Bewertungen