Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Surge Protective Devices (SPDS)Dokument56 SeitenSurge Protective Devices (SPDS)Sukant Kumar MohantyNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- EE-260 Lecture 07, 08, 09 TransformerDokument49 SeitenEE-260 Lecture 07, 08, 09 TransformerNihal AhmadNoch keine Bewertungen
- IEEE-A Primer On Capacitor Bank ProtectionDokument6 SeitenIEEE-A Primer On Capacitor Bank ProtectionGustavo AguayoNoch keine Bewertungen
- Air Products - Air Separation Plants PosterDokument1 SeiteAir Products - Air Separation Plants PosterVictor PomboNoch keine Bewertungen
- Embraer 190 APU OverviewDokument8 SeitenEmbraer 190 APU Overviewjfa100% (1)
- Surge and Fire Protection Arresters With Sci Technology For D.C. CircuitsDokument10 SeitenSurge and Fire Protection Arresters With Sci Technology For D.C. CircuitsAhmad YusufNoch keine Bewertungen
- GEOTHERMAL POWER Problem With SolutionsDokument11 SeitenGEOTHERMAL POWER Problem With Solutionskimberly nacuaNoch keine Bewertungen
- Everything You Need to Know About Fossil FuelsDokument34 SeitenEverything You Need to Know About Fossil FuelsJohn Andrew GamboaNoch keine Bewertungen
- Ion Between UL489 and ANSI C37 Standards - 0613DB9902Dokument4 SeitenIon Between UL489 and ANSI C37 Standards - 0613DB9902dhayalasundaram5689Noch keine Bewertungen
- Open-Loop Instability of The Bridge RectifierDokument7 SeitenOpen-Loop Instability of The Bridge Rectifieralex696Noch keine Bewertungen
- Simulation of 6 Pulse Bridge Converter With Input Filter PDFDokument7 SeitenSimulation of 6 Pulse Bridge Converter With Input Filter PDFalex696Noch keine Bewertungen
- A Compact Microprocessor-Based ControllerDokument6 SeitenA Compact Microprocessor-Based Controlleralex696Noch keine Bewertungen
- High Effective Availability Decentralized UPS HEAD-UPS (C) PDFDokument13 SeitenHigh Effective Availability Decentralized UPS HEAD-UPS (C) PDFalex696Noch keine Bewertungen
- Green Motor Drive (C) PDFDokument14 SeitenGreen Motor Drive (C) PDFalex696Noch keine Bewertungen
- Rectifiers. Transformers and Harmonic FiltersDokument34 SeitenRectifiers. Transformers and Harmonic Filtersalex696100% (1)
- Design of Input FilterDokument8 SeitenDesign of Input Filteralex696Noch keine Bewertungen
- Open-Loop Instability of The Bridge RectifierDokument7 SeitenOpen-Loop Instability of The Bridge Rectifieralex696Noch keine Bewertungen
- Green Motor Drive©: by Dr. Abe Shahrodi Power Magnetronics SolutionsDokument14 SeitenGreen Motor Drive©: by Dr. Abe Shahrodi Power Magnetronics Solutionsalex696Noch keine Bewertungen
- Green Motor DriveDokument14 SeitenGreen Motor Drivealex696Noch keine Bewertungen
- VAr Measurement at Unity Power FactorDokument5 SeitenVAr Measurement at Unity Power Factoralex696Noch keine Bewertungen
- A Compact Microprocessor-Based ControllerDokument6 SeitenA Compact Microprocessor-Based Controlleralex696Noch keine Bewertungen
- Simulation of 6 Pulse Bridge Converter With Input Filter PDFDokument7 SeitenSimulation of 6 Pulse Bridge Converter With Input Filter PDFalex696Noch keine Bewertungen
- A Compact Microprocessor-Based ControllerDokument6 SeitenA Compact Microprocessor-Based Controlleralex696Noch keine Bewertungen
- Nomex 414Dokument4 SeitenNomex 414alex696Noch keine Bewertungen
- MICENAS LED Wall Recessed: DescriptionDokument1 SeiteMICENAS LED Wall Recessed: DescriptionLuchaggqNoch keine Bewertungen
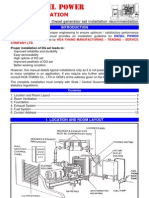
- Hoa Thang Genset Installation GuidelineDokument8 SeitenHoa Thang Genset Installation GuidelineUsman FaarooquiNoch keine Bewertungen
- Optimization of Power Potential in HepDokument14 SeitenOptimization of Power Potential in HepSHASHANK JAINNoch keine Bewertungen
- Electrical CodesDokument4 SeitenElectrical Codesjenil satikuvarNoch keine Bewertungen
- Installation Requirements for Grid-Connected Solar PV SystemsDokument11 SeitenInstallation Requirements for Grid-Connected Solar PV Systemsashraf-84Noch keine Bewertungen
- NHPC Cement ScamDokument13 SeitenNHPC Cement ScamRahul MohanNoch keine Bewertungen
- Total Consumption April21Dokument71 SeitenTotal Consumption April21Saurabh Kumar SinghNoch keine Bewertungen
- NTPCDokument25 SeitenNTPCPrakhar Rai TyagiNoch keine Bewertungen
- Energizing Experience at Thermax Babcock & WilcoxDokument1 SeiteEnergizing Experience at Thermax Babcock & Wilcoxankit7329Noch keine Bewertungen
- Power Electronics: DC-DC Converters (Choppers)Dokument35 SeitenPower Electronics: DC-DC Converters (Choppers)aswardi8756Noch keine Bewertungen
- 666 Datasheet enDokument7 Seiten666 Datasheet enSubramanian gokulNoch keine Bewertungen
- IEE Current Ratings Regulations Table 4E1ADokument3 SeitenIEE Current Ratings Regulations Table 4E1AsanjaigNoch keine Bewertungen
- Mine FiresDokument9 SeitenMine FiresAdil KhanNoch keine Bewertungen
- FTA - Report - WPT 2014 PDFDokument61 SeitenFTA - Report - WPT 2014 PDFJustin SitohangNoch keine Bewertungen
- AP54.10-P-5451B High-Voltage Battery - Check Capacity 19.3.14Dokument1 SeiteAP54.10-P-5451B High-Voltage Battery - Check Capacity 19.3.14Julio MezaNoch keine Bewertungen
- Sindh Waste To Energy Policy (Swep) 2021Dokument20 SeitenSindh Waste To Energy Policy (Swep) 2021Sadaqat islamNoch keine Bewertungen
- EDG-170E: Diesel GeneratorDokument4 SeitenEDG-170E: Diesel GeneratorGab MercadoNoch keine Bewertungen
- Energy StarDokument2 SeitenEnergy StarsandyolkowskiNoch keine Bewertungen
- Arduino Uno-Based Automatic Transfer Switch: Vol. 66, 4, Pp. 219-224, Bucarest, 2021Dokument6 SeitenArduino Uno-Based Automatic Transfer Switch: Vol. 66, 4, Pp. 219-224, Bucarest, 2021Rishabh SoyamNoch keine Bewertungen
- Basic Civil and Mechanical-unit-3-Pumps and Turbines-SupportDokument10 SeitenBasic Civil and Mechanical-unit-3-Pumps and Turbines-SupportVignesh VickyNoch keine Bewertungen
- Science Form 4 - Final ExamDokument23 SeitenScience Form 4 - Final Exammarla7368Noch keine Bewertungen
- Complex Extraction of Thermal EnergyDokument7 SeitenComplex Extraction of Thermal EnergybobcyliaoNoch keine Bewertungen