Beruflich Dokumente
Kultur Dokumente
News 01
Hochgeladen von
Vera Lúcia PinhoCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
News 01
Hochgeladen von
Vera Lúcia PinhoCopyright:
Verfügbare Formate
LEANnews
innovation
EDITORIAL
EUCLIDES A. COIMBRA
Kaizen Institute Consulting Group
VidaEcon mica
Nmero 14 | NOV. 2009
Mtodos de Melhoria Usados no Projecto Tupai
Neste frum Kaizen Lean apresentamos um Projecto Kaizen realizado com muito sucesso na empresa Tupai. Nele foram utilizados trs mtodos principais de melhoria, integrados no modelo Lean Flow Management, que pela sua importncia so explicados resumidamente em seguida.
CEO
O MTODO DESENHO DE LAYOUT E LINHAS
A Inovao, o Lean e o Kaizen
Caros leitores, Fala-se muito hoje em dia de Inovao, de Lean e de Kaizen e por isso importante compreender a relao que existe entre estes termos e conceitos. A Inovao geralmente aceite como sendo a introduo com sucesso de algo novo e til, como por exemplo novos mtodos e tcnicas, ou novos (ou melhorados) produtos e servios. Toda a Inovao comea com ideias criativas (criatividade), mas a sua definio torna claro que se trata da implementao com sucesso de ideias criativas dentro da organizao. Podemos ento resumir dizendo que a Inovao tem 2 partes: a gerao de novas ideias para melhorar produtos e processos e a implementao com sucesso destas mesmas ideias. Numa perspectiva organizacional, os objectivos da Inovao devem ser os mesmos que a estratgia da organizao: criar valor para o cliente e para a empresa atravs do aumento da Utilidade (Qualidade do produto e do servio) e da Reduo dos Custos. A relao entre Kaizen e Lean mais fcil de estabelecer. Um dia, numa visita de estudo Toyota, no Japo, houve um participante que perguntou a um Director da T oyota qual era a diferena entre o Kaizen e o Lean. Esse Director reflectiu por uns minutos e depois disse que conhecia melhor o Kaizen, pois esse era o modelo de melhoria contnua que a T oyota aplicava, mas, que pelo que tinha lido, no Ocidente, a palavra Lean era muito conhecida. Parece-me, disse ele, que a diferena que o Kaizen o processo e o Lean o resultado. Ou seja, com o K aizen envolvemos as pessoas, estabelecemos os objectivos de melhoria e vamos para o Gemba (lugar onde o valor acrescentado) para procurar novas ideias e para as implementar na hora. O resultado podemos cham-lo de Lean, pois no final temos mais produtividade, mais qualidade, menos stocks e mais motivao dos nossos empregados. Parece que toda a organizao fica mais em forma. Isso pode ser considerado Lean, mas o mais importante o processo Kaizen. Resumindo: Inovao, Lean e Kaizen acabam por ter o mesmo objectivo e significado. A grande diferena a forma como se geram as ideias e se implementam essas mesmas ideias de melhoria. No Kaizen existe um equilbrio muito forte entre os seguintes aspectos: estabelecimento de objectivos/controlo de resultados, organizao de equipas de melhoria a todos os nveis hierrquicos e desenvolvimento da liderana pessoal. O Kaizen est assente em princpios universais que garantem a obteno das melhores ideias e a rapidez da sua implementao. So eles Criar Valor para o Cliente, Eliminar Desperdcio, Envolver as Pessoas, Ir para o Gemba e Gerir Visualmente. Estes princpios esto presentes em todas as ferramentas de melhoria utilizadas. Chame-lhe Inovao, Lean ou Kaizeno importante melhorar as organizaes de uma forma eficaz, pois esse um ingrediente essencial do sucesso e do crescimento. Aproveitemos o dia de hoje para preparar convenientemente o futuro. Saudaes de Melhoria Contnua para todos
Este mtodo consiste no Desenho de Linhas de Montagem ou Fabrico aplicando os princpios da criao de fluxo de materiais (conseguir um fluxo pea a pea). Passa tambm por implantar as linhas de fluxo unitrio no Layout de forma a minimizar transportes. Comea por tor nar visvel a lista de operaes usando para tal um Grfico de Processo para cada uma das referncias A (as mais importantes em volume de vendas). Em seguida, toda a tecnologia do processo revista de forma a conseguir o fluxo unitrio e a minimizao das operaes que no acrescentam valor. Para tal muitas modificaes dos meios de execuo so desenhadas e implementadas. A fase de concepo termina com a r ealizao de um prottipo de madeira, carto e plstico onde so testados os principais parmetros funcionais das novas linhas. Tratase de um dos mtodos mais eficazes no aumento da produtividade e qualidade.
O MTODO SMED
A palavra SMED composta pelas iniciais das seguintes palavras Inglesas: Single Minute Exchange of Die. Isto significa a mudana rpida de equipamentos (de um pr oduto para outro), mais concretamente na casa dos minutos decimais (9 ou menos minutos). importante, pois, alm de ser uma das perdas de capacidade mquina, pode condicionar a programao de pequenos lotes de fabrico. Normalmente, o tamanho de lote calculado em funo do tempo de mudana do equipamento. O mtodo comea por analisar e tornar visvel o mtodo de mudana, ou seja, os movimentos dos operadores que executam a mudana. Em seguida, so discutidas formas de eliminar ou encurtar este tempos atravs de variadssimas ideias de melhoria. So feitos na hora ensaios com os novos mtodos (chamado Standard Work) e definidos planos de tr eino de todos os operadores. Mudanas rpidas so essenciais para obter resultados no mtodo seguinte de Pull Planning.
O MTODO PULL PLANNING
Este mtodo trata de melhorar os pr ocedimentos de Planeamento e Sequenciamento da Produo. Pretendese simplificar e tor nar intuitivo o Planeamento e tor n-lo dependente daquilo que realmente acontece no terreno. Para tal faz-se um levantamento detalhado da situao de partida dos pr ocedimentos de planeamento de uma forma visual e com uma equipa de melhoria. Este mapa mostra claramente a complexidade e ineficcia do Planeamento chamado Push, que de uma forma centralizada, tenta sincronizar todos os lanamentos com as datas e quantidades de entrega ao cliente. No Pull decide-se Planear somente um equipamento no fluxo e todos os outros iro trabalhar para repor consumos (usando a tcnica Kanban). Desta forma conseguem-se melhorar 2 indicadores essenciais: aumentar a taxa de servio ao cliente (% de entregas a tempo) e reduzir drasticamente os nveis de stocks. Estes objectivos foram amplamente conseguidos no projecto da Tupai apresentado em seguida.
II
rocurando consolidar a sua posio de lder no sector de ferragens para arquitectura, nomeadamente nos segmentos de puxadores de porta, fechaduras e dobradias, a Tupai desenvolveu, entre Janeiro e Dezembro de 2008, um projecto de melhoria com o Instituto K aizen nas suas linhas de produo, sobretudo nos puxadores de porta, uma vez que a principal rea de negcios da Tupai e com maior valor acrescentado. O principal resultado da adopo deste novo paradigma de organizao, assente n uma filosofia de melhoria contnua, foi um aumento da produtividade na famlia dos puxadores de porta em cerca de 35%. De igual forma, foi alcanada uma reduo significativa dos stoc ks quer de produto acabado quer nos stocks de componentes intermdios, donde resultou a libertao de importantes espaos ao longo de toda a fbrica. O arranque do projecto Kaizen na empresa de gueda iniciou-se com uma fase de planeamento em equipa. Procurando uma viso futura para a Tupai, chefias e colaboradores deram ento incio, em conjunto, a um mapeamento da cadeia de valor, nomea-
Projecto Kaizen na Tupai
damente ao nvel do fluxo de informaes e materiais. Atravs deste, foi ento possvel identificar todas as oportunidades de melhoria e definido um plano de implementao Kaizen. Criadas as condies de par tida, passou-se fase de implementao, atravs da realizao de vrios workshops que decorreram ao longo de 8 meses. Procurando uma reduo de custos, atravs da eliminao de desperdcio , e uma reorientao da empresa para a criao de valor, foi introduzido um novo e simplificado modelo de planeamento e de f luxo de informao e materiais. Partindo do princpio de fluxo unitrio, foi adoptado nas linhas de estampag em e montagem o conceito de clula de produo . A adopo deste conceito pressups , igualmente, a redefinio do fluxo de produo, abdicando de um modelo em Push, e adoptando o sistema Pull Flow. Concretizada atravs do redesenho do processo produtivo, esta transformao passou, sobretudo, pela eliminao do material parado entre operaes, acelerando o fluxo de material, e pela substituio do anterior layout funcional, onde os processos funcionavam
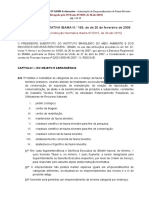
Stock em curso
ANTES
DEPOIS
Montagem
ANTES
DEPOIS
por lote e de for ma no integrada. Desta forma foram integ radas, atra vs de um layout de processo, associado ao conceito de One Piece Flow, ou de linhas de Fluxo Unitrio, as operaes de estampagem, aparamento e mecanizao, no primeiro caso, e pr-montagem, montagem e embalamento no segundo, zonas anterior mente isoladas. Este conceito traduz um modo de organizao em fluxo que integra todas as operaes, permitindo que cada pea flua de operao em operao, at sua finalizao , sem a formao de stocks inactivos de produtos inacabados. Do mesmo modo, so eliminados os desperdcios de movimentao e o sobreprocessamento e conquistada uma maior normalizao e flexibilizao da produo e ainda reduo do espao fabril ocupado. Alm dos ganhos de produtividade e reduo de stoc ks em curso, este projecto teve como principal resultado uma maior flexibilidade da empresa para com o mercado, maior rapidez de resposta ao cliente final, o que se traduziu n uma reduo de stock de produto acabado . Em detalhe ,
a criao das clulas de produo permitiu uma maior flexibilidade, Linhas Shojinka Clulas Flexveis em que se adapta a capacidade procura dos clientes. No final, este aumento do valor acrescentado do tempo dos colaboradores induziu uma maior capacidade produtiva e uma diminuio do tempo de entreg a do produto ao cliente final. A somar a estas alteraes foi tambm implementado um supermercado de componentes semi-acabados e nor malizado o abastecimento das unidades de produo. Este passou a ser efectuado atravs de um Mizusumashi interno que recolhe igualmente o produto acabado em intervalos regulares. No final da fase de implementao, a avaliao dos colaboradores e da equipa directiva francamente positiva. Adicionalmente, a adopo das metodologias Kaizen permitiu Tupai assumir-se como uma empresa ainda mais moderna e mais eficiente de forma a enfrentar a feroz concorrncia trazida pela globalizao que compe um mercado cada vez mais competitivo.
FERNANDA SILVA TEIXEIRA fernandateixeira@vidaeconomica.pt
III
Humberto Campos, director industrial, assegura
Conseguimos alcanar uma melhoria da produtividade de 35%
Na sequncia do desenvolvimento do seu projecto de implementao de metodologias Kaizen, que decorreu ao longo do ano de 2008, a T upai, especialista na produo de fer ragens para arquitectura, viu o seu ndice de produtividade aumentar cerca de 35% no processo onde implementou um sistema de clulas de produo que permitiu uma reduo significativa dos stocks e dos desperdcios. No entanto, para Humberto Campos, o mais impor tante foi a mudana de mentalidades. Segundo o director industrial da Tupai, a resistncia mudana foi, sem dvida, o maior obstculo inicial, porm todos os paradigmas preexistentes foram quebrados com determinao e muita tranquilidade. O balano, esse, sem dvida positivo, reconhece Humberto Campos. Com pouco custos, foram implementadas profundas alteraes na empresa e os resultados foram aqueles que estavam nas nossas expectativas, conclui o responsvel industrial da Tupai.
Vida Econmica Constituda em 1976, a Tupai tem vindo, gradualmente, a consolidar a sua posio no sector de ferragens para arquitectura. Qual o segredo deste contnuo crescimento? Humber to Campos A T upai aposta sobretudo na qualidade dos produtos que fabrica, sempre ino vando, apresentando no mercado novos produtos e novas solues, fazendo com que rapidamente se transfor masse numa empresa lder no mercado nacional. tambm uma empresa que sempre exportou bastante, e sempre teve contactos com empresas internacionais, tendo sido mais fcil conhecer o que de melhor se faz por esse m undo fora, nomeadamente nos EUA e na Europa. VE A empresa tem realizado uma importante aposta no design e na concretizao de parcerias com designers e arquitectos para criaes de autor... HC Temos acordos feitos pontualmente com arquitectos e designers portugueses conhecidos, como tambm temos feito alguns trabalhos com escolas de design portuguesas e isso ajuda-nos a inovar e apresentar produtos diferentes. Acreditamos que os clientes procuram produtos cada vez mais diferentes e quem os apresentar quem estar melhor posicionado para vender. Apenas assim alcanaremos o nosso objectivo de nos manter na liderana no mercado. VE O mercado-alvo da empresa est a ser bastante afectado pela actual crise econmica. At que ponto a presente realidade do sector da construo tem condicionado o crescimento da Tupai? HC Num passado distante , houv e um g rande crescimento na construo civil, mas, nos ltimos anos, a construo ci vil der rapou, existindo hoje inmeras habitaes por v ender. No entanto, existem nic hos de mercado que ns exploramos, nomeadamente na Europa de Leste , onde estamos a crescer significati vamente. Sentimos a crise e passmos por algumas dificuldades como aconteceu maioria das empresas , mas temos continuado a v ender. A nossa aposta contin ua a ser a excelente qualidade dos produtos, e a procura de no vos mercados. A metodologia Kaizen ajudou-nos a ser ainda mais competitivos, pois no basta ter produtos bons, temos tambm que ter preos e ser vios competiti vos. Exportao re presenta 50% do v olume de negcios . VE Em termos de volume de negcio, qual o peso das exportaes? HC Tem sido ao longo dos ltimos anos cerca de 50% do volume do nosso negcio . Isso no inclui apenas produtos para a arquitectura. Ultimamente, temos crescido com produtos tcnicos para a indstria. F abricamos componentes para a indstria automv el, para electrodomsticos, e at para a indstria do luxo, fazendo
Apostando na qualidade e na inovao consegue-se transformar uma empresa em lder nacional, afirma Humberto Campos
por exemplo produtos para as malas Louis Vuitton. Estes produtos exigem um grande rigor dimensional e esttico, obrigando a uma g rande capacidade para cumprir com especificaes. VE Quais os principais mercados internacionais onde a Tupai marca presena? HC Actualmente, os principais mercados so Espanha, Polnia, Inglaterra, Alemanha, Frana e Eslovquia, mas exportamos para todo o mundo. VE No caso particular da P olnia, a estratgia de expanso passou pela criao de uma filial. Esta a estratgia habitual de internacionalizao ou este foi um caso excepcional? HC Foi um caso excepcional. Normalmente, a Tupai procura distribuidores, que divulgam e trabalham a marca localmente. A Polnia foi diferente porque nos apercebemos que era um mercado com grande potencial e que poderia servir de por ta de entrada para outros pases de Leste . Kaizen uma fer ramenta essencial competitividade da Tupai. VE Como surgiu o interesse inicial pelas metodologias Kaizen? HC A equipa directi va da Tupai sempre foi m uito sensvel ao mercado, que cada vez se tem tor nado mais competitivo. As fer ramentas K aizen foram mais uma ferramenta que nos ajudou e continua a ajudar no reforo da nossa competitividade. A eliminao dos desperdcios fundamental para sobrevi ver no mercado nos dias de hoje. Acreditamos que uma empresa que no aplique os princpios Kaizen dificilmente conseguir sobreviver neste mercado global cada vez mais agressivo. VE As alteraes introduzidas nos processos produtivos foram significativas? HC Foram, sem dvida nenhuma. Ns fizemos uma mudana radical de mentalidade no seio da empresa. J ramos sensveis reduo de stocks e necessidade de um lead time de produo reduzido , sendo que a formao que fizemos foi m uito eficaz na for ma como estes princpios ficaram na cabea de todos os colaboradores da Tupai. Esse trabalho foi excelente e uma mais-valia que fica na empresa para toda a vida. VE Quais as principais melhorias decorrentes da implementao destas metodologias? HC Como referi, a mais importante foi a mudana de mentalidades. Conseguimos ainda alcanar uma melhoria da produti vidade em cerca de 35% no sector onde implementmos a metodologia Kaizen com a introduo de clulas de fabrico e um no vo procedimento de planeamento da produo que per mitiu uma reduo
significativa dos stoc ks e dos desperdcios , liber tando simultaneamente inmeros espaos ao long o da fbrica. VE Que avaliao faz dos resultados alcanados at ao presente momento? HC Os resultados foram aqueles que esta vam nas nossas expectativas. Os benefcios s no foram maiores porque a economia tem-se mantido contrada e como tal no pudemos ampliar os ganhos que aqui fizemos. sem dvida um balano positi vo. Com poucos custos , conseguimos implementar profundas alteraes na Tupai. Resistncia mudana foi, sem dvida, o maior obstculo. VE Analisando o processo de implementao, quais foram os maiores obstculos? HC A resistncia mudana foi, sem dvida, o maior obstculo inicial, mas, com o envolvimento da gesto de topo e por conseguinte de todos os colaboradores , foi possvel quebrar todos os paradigmas existentes . Aco de for mao inicial foi deter minante neste processo . VE Foi sentido algum tipo de resistncia s alteraes introduzidas por parte dos funcionrios? HC Aps a fase inicial, todos aderiram com entusiasmo . A deter minao da equipa de g esto, a qualidade dos consultores, e a difcil conjuntura econmica, foram factores decisivos para a adeso de todos a este projecto . Pas precisa de m uita for mao profissional. VE Concorda que a adopo deste tipo de metodologias demonstra que o dfice de produtividade nacional no inato mas sim derivado de incapacidades de gesto e organizao? HC s empresas do nosso pas faz falta for mao profissional de qualidade. O saber fazer fundamental para implementar m udanas que realmente lev em as organizaes a melhorar a sua performance.. Os portugueses so profissionais to bons como os outros , e a nv el industrial precisam igualmente de formao de qualidade. No basta curiosidade e boa vontade. VE A relao estabelecida com o Instituto Kaizen algo para continuar? HC Sem dvida. T emos previsto para n um futuro prximo continuarmos a fazer mais projectos pontuais com o Instituto K aizen. Isso mostra o quanto ficamos satisfeitos, tanto com o trabalho desenvolvido como com os resultados. Acreditamos que as metodologias K aizen so uma fer ramenta fundamental e recomendv el para qualquer ambiente industrial. FernandaSilvaTeixeira
FERNANDA SILVA TEIXEIRA fernandateixeira@vidaeconomica.pt
IV
Algumas notcias Kaizen...
PRMIO HSA
Hospital do Futuro 2008/2009
Hospital de Santo Antnio
Vencedor de Prmio do Hospital do Futuro 2008/2009
O HSA desenvolveu, em parceria com o Kaizen Institute, um projecto de melhoria contnua na consulta externa que teve incio no final de Maio de 2008. Este projecto visa a melhoria da qualidade do acesso do utente consulta externa, quer no que diz respeito programao da sua vinda quer gesto da sua presena e circuitos subsequentes de realizao de exames complementares de diagnstico. O projecto obteve resultados notrios, nomeadamente ao nvel do tempo de espera para consulta (de 72 para 40 dias, em que a mediana da Zona Norte de 97 dias) e do tempo de referenciao e triagem, com uma diminuio de 35 para 7 dias. Este projecto foi distinguido como projecto inovador e recebeu o 1 lugar do Prmio Hospital do Futuro 2008/2009, Servio Pblico.
PRMIO VOLVO
Production System
Volvo Europa Truck, em Ghent, desenvolveu um projecto Kaizen na Linha de Montagem de Cabines. O objectivo do projecto foi implementar os Princpios Kaizen Lean na linha de montagem de forma a melhorar os Standards de trabalho conseguindo desta forma aumentar a produtividade. De forma a atingir estes resultados foi necessrio desenhar a linha de montagem, alterar as normas de trabalho dos operadores e alterar toda a logstica interna. Foi necessrio passar de uma logstica de grandes contentores e baixa frequncia para uma logstica de pequenos contentores e alta frequncia e com abastecimentos sequenciados de acordo com a sequncia de montagem. Os resultados obtidos foram notrios: aumento de produtividade global e reduo da rea ocupada pela linha. Com estes resultados o projecto foi distinguido com o prmio VPS - Volvo Production System.
Das könnte Ihnen auch gefallen
- Ibama 169Dokument16 SeitenIbama 169fisicoissacNoch keine Bewertungen
- Plano de Aproveitamento Econômico de Lavra de ArgilaDokument79 SeitenPlano de Aproveitamento Econômico de Lavra de ArgilaLarissa MendesNoch keine Bewertungen
- Planilha de Custos SoldagemDokument84 SeitenPlanilha de Custos SoldagemVictor MirandaNoch keine Bewertungen
- Primeira meditação cartesiana de HusserlDokument16 SeitenPrimeira meditação cartesiana de HusserltomascbNoch keine Bewertungen
- 2 Visita Técnica À Fábrica de Lubrificantes OILTECBRASDokument8 Seiten2 Visita Técnica À Fábrica de Lubrificantes OILTECBRASNick EduNoch keine Bewertungen
- AcasDokument123 SeitenAcassandeep5100% (1)
- Equações Incógnitas e Equações Equações Do 1º Grau Resolução Por Meio Das Operações Inversas. Resolução de Situações ProblemasDokument32 SeitenEquações Incógnitas e Equações Equações Do 1º Grau Resolução Por Meio Das Operações Inversas. Resolução de Situações ProblemasTiago QueirozNoch keine Bewertungen
- Funções de Manipulação de ArquivoDokument4 SeitenFunções de Manipulação de Arquivocock4546Noch keine Bewertungen
- Joy Mills - Uma Jornada EvolutivaDokument15 SeitenJoy Mills - Uma Jornada EvolutivaPaulo BaptistaNoch keine Bewertungen
- Ied - Aula 03 - Divisão Do DireitoDokument6 SeitenIed - Aula 03 - Divisão Do DireitoTony VasconcelosNoch keine Bewertungen
- Análise da gestão de resíduos sólidos em empresasDokument2 SeitenAnálise da gestão de resíduos sólidos em empresasTEN TTusNoch keine Bewertungen
- O Artista e Seu Tempo, de Albert Camus PDFDokument16 SeitenO Artista e Seu Tempo, de Albert Camus PDFMatheus LellisNoch keine Bewertungen
- Vestibular Unidades 2018Dokument28 SeitenVestibular Unidades 2018Felipe M. Macconi0% (1)
- A Nova Razão Do Mundo - ResenhaDokument2 SeitenA Nova Razão Do Mundo - ResenhaGuilherme CuoghiNoch keine Bewertungen
- Dissertação Marcelo Mayora - Versão FinalDokument293 SeitenDissertação Marcelo Mayora - Versão FinalmarianadutragarciaNoch keine Bewertungen
- Carlos Pimenta - Economia e ComplexidadeDokument57 SeitenCarlos Pimenta - Economia e ComplexidadeArlindo FortesNoch keine Bewertungen
- Funções da linguagem em textos e poesiaDokument4 SeitenFunções da linguagem em textos e poesiaHeloisa Meneghetti DomingosNoch keine Bewertungen
- Trabalho de Ética 1 Sem 2017 Grupo BrunoDokument34 SeitenTrabalho de Ética 1 Sem 2017 Grupo BrunoLeonardo RighiNoch keine Bewertungen
- 2.1 Estratégias e Atitudes Na ComunicaçãoDokument3 Seiten2.1 Estratégias e Atitudes Na ComunicaçãoCarmindo LuzNoch keine Bewertungen
- Andrade 2014 PDFDokument70 SeitenAndrade 2014 PDFJanaely SilvaNoch keine Bewertungen
- 10 Agente Administrativo6Dokument13 Seiten10 Agente Administrativo6Giovanni MeloNoch keine Bewertungen
- Teoria Comportamental na AdministraçãoDokument15 SeitenTeoria Comportamental na AdministraçãoJordana PortilhoNoch keine Bewertungen
- Avaliação de imóveis com estatísticaDokument118 SeitenAvaliação de imóveis com estatísticaviniciusmhNoch keine Bewertungen
- Protocolo de Biosseguranca 2008Dokument20 SeitenProtocolo de Biosseguranca 2008Samádhi FugitaNoch keine Bewertungen
- Figuras de EstiloDokument3 SeitenFiguras de EstiloLuís 060Noch keine Bewertungen
- Laudo estrutural andaime fachadeiroDokument27 SeitenLaudo estrutural andaime fachadeiroWallace MeiraNoch keine Bewertungen
- Cópia de Controle de Assistecia Tecnica PROTECSEGDokument65 SeitenCópia de Controle de Assistecia Tecnica PROTECSEGMarcio SouzaNoch keine Bewertungen
- Relatório Estagio Torno ConvencionalDokument49 SeitenRelatório Estagio Torno ConvencionalMarcelo FeniliNoch keine Bewertungen
- A Influncia Da Acupunctura Na Dor LombarDokument78 SeitenA Influncia Da Acupunctura Na Dor LombarDoutor Dinis Garcia100% (1)
- Ansys CFDDokument17 SeitenAnsys CFDrodrigoq1100% (1)