Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Slide Set 3 - Role of LNG, GTL, CNGDokument71 SeitenSlide Set 3 - Role of LNG, GTL, CNGRAJIB DEBNATHNoch keine Bewertungen
- Activity 14 CO2-InventoryDokument4 SeitenActivity 14 CO2-InventoryHao Phan AnhNoch keine Bewertungen
- Basics of Gas FlaringDokument2 SeitenBasics of Gas Flaringprakharkumar100% (1)
- Biodiesel - Journey To ForeverDokument12 SeitenBiodiesel - Journey To ForeverAnonymous MVHQ97KEoPNoch keine Bewertungen
- Reference - Chapter - 5 - Recent Trends in IC EnginesDokument36 SeitenReference - Chapter - 5 - Recent Trends in IC EnginesHarry ParryNoch keine Bewertungen
- Biofuels For Shipping: April 2019Dokument17 SeitenBiofuels For Shipping: April 2019giannoudakiNoch keine Bewertungen
- Abdulkareem Et Al., 2018Dokument13 SeitenAbdulkareem Et Al., 2018Jerhine May DaquioNoch keine Bewertungen
- Petcoke Process - Foster Wheeler PDFDokument66 SeitenPetcoke Process - Foster Wheeler PDFSenthilkumar PragasamNoch keine Bewertungen
- Diesel Fuel Additive TestDokument11 SeitenDiesel Fuel Additive TestgateswoodquarterNoch keine Bewertungen
- SR 19 00134Dokument68 SeitenSR 19 00134Recai Efe SunayNoch keine Bewertungen
- 1 Hamaca MejoradoDokument2 Seiten1 Hamaca MejoradoMiguel BetancourtNoch keine Bewertungen
- DR FCC PDFDokument7 SeitenDR FCC PDFAle SanzNoch keine Bewertungen
- 1.12 Fluor Sunil Singhal Lead Process EngineerDokument23 Seiten1.12 Fluor Sunil Singhal Lead Process Engineerrameshkarthik810Noch keine Bewertungen
- 2016-09-13 IEA Oil Market ReportDokument53 Seiten2016-09-13 IEA Oil Market ReportBhagoo HatheyNoch keine Bewertungen
- M100Dokument5 SeitenM100thanhnhan85Noch keine Bewertungen
- Dx140af RSPDokument3 SeitenDx140af RSPDani SetiawanNoch keine Bewertungen
- 350 Data Buyer Valid Komoditi ArangDokument18 Seiten350 Data Buyer Valid Komoditi ArangBintang tujuh UnitetNoch keine Bewertungen
- Brosur Motor 2023Dokument2 SeitenBrosur Motor 2023Dimas Rama PradhityaNoch keine Bewertungen
- Handling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolDokument16 SeitenHandling of Gaseous Fuels: Caroline P. Mirandilla Catherine C. Glorioso Josua Royce S. RuzolRonald Andrei DaguioNoch keine Bewertungen
- Worksheet in DOC-20210922-WA0010 (Compatibility Mode)Dokument29 SeitenWorksheet in DOC-20210922-WA0010 (Compatibility Mode)eng20072007Noch keine Bewertungen
- Petroleum ProductsDokument32 SeitenPetroleum ProductsBharat Kumar HaraniNoch keine Bewertungen
- Biofuel Development in Indonesia: Apec 5 Biofuel Task Force Meeting Denver, Colorado, 7 - 9 October 2008Dokument22 SeitenBiofuel Development in Indonesia: Apec 5 Biofuel Task Force Meeting Denver, Colorado, 7 - 9 October 2008Afsheen PrasojoNoch keine Bewertungen
- Diesel Engine Maintenance ChecklistDokument5 SeitenDiesel Engine Maintenance ChecklistVictor BarbosaNoch keine Bewertungen
- Jet Fuel Is KeroseneDokument6 SeitenJet Fuel Is KeroseneGuy Razer50% (2)
- Linear ProgramingDokument5 SeitenLinear ProgramingSimon LiNoch keine Bewertungen
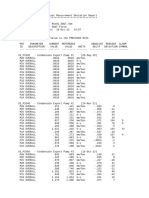
- Analysis Report: Min Max Method Analysis Units ResultDokument1 SeiteAnalysis Report: Min Max Method Analysis Units ResultRodolfo de la TorreNoch keine Bewertungen
- SOGT DevReportDokument43 SeitenSOGT DevReportAWFAShop NajwahNoch keine Bewertungen
- Akshat NautiyalDokument3 SeitenAkshat NautiyalKunal KhandelwalNoch keine Bewertungen
- Gower & Lee 2E2 Spares PageDokument2 SeitenGower & Lee 2E2 Spares PageabNoch keine Bewertungen