Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 2nd Term Project 4º Eso Beauty Canons 2015-16 DefinitivoDokument2 Seiten2nd Term Project 4º Eso Beauty Canons 2015-16 DefinitivopasferacosNoch keine Bewertungen
- Chapter 5 Constructing An Agile Implementation PlanDokument4 SeitenChapter 5 Constructing An Agile Implementation PlanAHMADNoch keine Bewertungen
- CHAPTER IV The PSYCHOLOGY of YOGA Yoga, One Among The Six Orthodox Schools of Indian ... (PDFDrive)Dokument64 SeitenCHAPTER IV The PSYCHOLOGY of YOGA Yoga, One Among The Six Orthodox Schools of Indian ... (PDFDrive)kriti madhokNoch keine Bewertungen
- RARE Manual For Training Local Nature GuidesDokument91 SeitenRARE Manual For Training Local Nature GuidesenoshaugustineNoch keine Bewertungen
- JCP4 XDOBursting EngineDokument13 SeitenJCP4 XDOBursting Enginesubhash221103Noch keine Bewertungen
- 11.3.1 Some Special CasesDokument10 Seiten11.3.1 Some Special CasesSiddharth KishanNoch keine Bewertungen
- SubaruDokument7 SeitenSubaruclaude terizlaNoch keine Bewertungen
- Genuine Fakes: How Phony Things Teach Us About Real StuffDokument2 SeitenGenuine Fakes: How Phony Things Teach Us About Real StuffGail LeondarWrightNoch keine Bewertungen
- The Ovation E-Amp: A 180 W High-Fidelity Audio Power AmplifierDokument61 SeitenThe Ovation E-Amp: A 180 W High-Fidelity Audio Power AmplifierNini Farribas100% (1)
- Total Physical Response (G4)Dokument3 SeitenTotal Physical Response (G4)Aq Nadzrul LarhNoch keine Bewertungen
- Alfa Week 1Dokument13 SeitenAlfa Week 1Cikgu kannaNoch keine Bewertungen
- Nikos MIDI Pack - Chord Progression GuideDokument5 SeitenNikos MIDI Pack - Chord Progression GuideSamuel ThompsonNoch keine Bewertungen
- Geotechnical PaperDokument16 SeitenGeotechnical PaperTxavo HesiarenNoch keine Bewertungen
- I M Com QT Final On16march2016Dokument166 SeitenI M Com QT Final On16march2016Khandaker Sakib Farhad0% (1)
- 2500 Valve BrochureDokument12 Seiten2500 Valve BrochureJurie_sk3608Noch keine Bewertungen
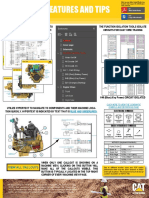
- View All Callouts: Function Isolation ToolsDokument29 SeitenView All Callouts: Function Isolation Toolsمهدي شقرونNoch keine Bewertungen
- Manuel SYL233 700 EDokument2 SeitenManuel SYL233 700 ESiddiqui SarfarazNoch keine Bewertungen
- MH5-C Prospekt PDFDokument16 SeitenMH5-C Prospekt PDFvatasaNoch keine Bewertungen
- Jacob Stewart ResumeDokument2 SeitenJacob Stewart Resumeapi-250063152Noch keine Bewertungen
- Computer System Validation - Definition and Requirements - MustRead PDFDokument3 SeitenComputer System Validation - Definition and Requirements - MustRead PDFtraining validNoch keine Bewertungen
- ISA InTech Journal - April 2021Dokument50 SeitenISA InTech Journal - April 2021Ike EdmondNoch keine Bewertungen
- Zomato Restaurant Clustering & Sentiment Analysis - Ipynb - ColaboratoryDokument27 SeitenZomato Restaurant Clustering & Sentiment Analysis - Ipynb - Colaboratorybilal nagoriNoch keine Bewertungen
- Crypto Wall Crypto Snipershot OB Strategy - Day Trade SwingDokument29 SeitenCrypto Wall Crypto Snipershot OB Strategy - Day Trade SwingArete JinseiNoch keine Bewertungen
- Virtual WorkDokument12 SeitenVirtual Workdkgupta28Noch keine Bewertungen
- Test 2-Module 1 12-10-2017: VocabularyDokument2 SeitenTest 2-Module 1 12-10-2017: VocabularySzabolcs Kelemen100% (1)
- Engleza Referat-Pantilimonescu IonutDokument13 SeitenEngleza Referat-Pantilimonescu IonutAilenei RazvanNoch keine Bewertungen
- Nutridiet-Enteral and Parenteral FeedingDokument3 SeitenNutridiet-Enteral and Parenteral FeedingBSN 1-N CASTRO, RicciNoch keine Bewertungen
- Importance of Skill Based Education-2994Dokument5 SeitenImportance of Skill Based Education-2994João Neto0% (1)
- Studies On Drying Kinetics of Solids in A Rotary DryerDokument6 SeitenStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNoch keine Bewertungen
- Introduction To EthicsDokument18 SeitenIntroduction To EthicsMarielle Guerra04Noch keine Bewertungen