Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- On-Off Valve Actuator: (GEA-20A, 35A, 55A, 100A, 250A)Dokument5 SeitenOn-Off Valve Actuator: (GEA-20A, 35A, 55A, 100A, 250A)Quang PhanNoch keine Bewertungen
- z9577BR PET - APACDokument12 Seitenz9577BR PET - APACShigueo EnamotoNoch keine Bewertungen
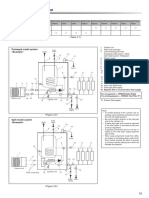
- ECODAN Talpyklos Su 200 L Boileriu Jungimo Schema PDFDokument1 SeiteECODAN Talpyklos Su 200 L Boileriu Jungimo Schema PDFTomas GeneviciusNoch keine Bewertungen
- Rvl-I Plus enDokument108 SeitenRvl-I Plus enAnonymous Cpe6vcNoch keine Bewertungen
- Installation For MicromotionDokument13 SeitenInstallation For Micromotionfede444100% (1)
- UreaKnowHow - Mark Brouwer (PAPER)Dokument15 SeitenUreaKnowHow - Mark Brouwer (PAPER)Usama JawaidNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Re-Instatement of Air Cooled Heat Exchanger SAIC-E-2008 15-Nov-17 MechDokument5 SeitenSaudi Aramco Inspection Checklist: Re-Instatement of Air Cooled Heat Exchanger SAIC-E-2008 15-Nov-17 MechmominNoch keine Bewertungen
- Wet Bell Control Panel Cabin Campana Humeda Con LARSDokument11 SeitenWet Bell Control Panel Cabin Campana Humeda Con LARSrogermorenofNoch keine Bewertungen
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDokument56 SeitenMaintenance Intervals: Operation and Maintenance Manual ExcerptAmr Abd ElrahmanNoch keine Bewertungen
- Ficha #4 81L (E) - Ecoline Concentric - Lug Type ButterflyDokument6 SeitenFicha #4 81L (E) - Ecoline Concentric - Lug Type ButterflyNicolás FriasNoch keine Bewertungen
- Maintain DEUTZ MWM TBD 645 EngineDokument3 SeitenMaintain DEUTZ MWM TBD 645 Enginetomo1973Noch keine Bewertungen
- Bombas CasappaDokument36 SeitenBombas CasappaIldebrando Montaño MedinaNoch keine Bewertungen
- Safety Relief Valve VSEODokument4 SeitenSafety Relief Valve VSEOShashank HNoch keine Bewertungen
- Rail Industry Pneumatic Solutions GuideDokument11 SeitenRail Industry Pneumatic Solutions Guide1thirdNoch keine Bewertungen
- DVGW Report OneFlow PDFDokument10 SeitenDVGW Report OneFlow PDFintermountainwaterNoch keine Bewertungen
- Fabrication and Installation of Demineralization and Polishing PlantsDokument40 SeitenFabrication and Installation of Demineralization and Polishing Plantsmangal deo pathakNoch keine Bewertungen
- Sealant Injection Fittings, Adapters and Special Tools: Identifying Dangerous Two-Piece FittingsDokument10 SeitenSealant Injection Fittings, Adapters and Special Tools: Identifying Dangerous Two-Piece FittingsMASOUDNoch keine Bewertungen
- Serra Mármore - DeWALT - DW860 - Manual de InstruçõesDokument28 SeitenSerra Mármore - DeWALT - DW860 - Manual de Instruçõesmazzalimania0% (1)
- Engine RT-flex Practical & Operation Advanced (5 Days) - Tailor Made (Rev1)Dokument7 SeitenEngine RT-flex Practical & Operation Advanced (5 Days) - Tailor Made (Rev1)Him SatiNoch keine Bewertungen
- Windshields: Hydraulic System Maintenance ChecklistDokument7 SeitenWindshields: Hydraulic System Maintenance ChecklistPriyankaNoch keine Bewertungen
- 7 - Quick Closing ValveDokument4 Seiten7 - Quick Closing ValveRanjan DiptanshuNoch keine Bewertungen
- Regulating Motor: With: - Hydraulic Maximum Displacement Override - Counterbalance ValveDokument10 SeitenRegulating Motor: With: - Hydraulic Maximum Displacement Override - Counterbalance ValveSarra ChoucheneNoch keine Bewertungen
- Severe service, bubble-tight Ball Valves for high performance applicationsDokument12 SeitenSevere service, bubble-tight Ball Valves for high performance applicationskuraimundNoch keine Bewertungen
- Ape City BS4 Petrol CNG Catalogue Price ListDokument131 SeitenApe City BS4 Petrol CNG Catalogue Price ListMihir MehraNoch keine Bewertungen
- 84-88-01 Air Operating Modulating Control ValveDokument13 Seiten84-88-01 Air Operating Modulating Control ValveJKKNoch keine Bewertungen
- American Standard ATT00257 CatalogDokument670 SeitenAmerican Standard ATT00257 Catalogalien2083Noch keine Bewertungen
- VAD03M VPD03M VMD03M AIR HYDRAULIC LEVER Operated Directional Control Valves Form 1013296 Rev 02 2021Dokument10 SeitenVAD03M VPD03M VMD03M AIR HYDRAULIC LEVER Operated Directional Control Valves Form 1013296 Rev 02 2021Adrian MartinNoch keine Bewertungen
- Zinex Hydraulic TroubleshootingGuideDokument14 SeitenZinex Hydraulic TroubleshootingGuideSecoteloNoch keine Bewertungen
- 60+ Frequently Asking Piping Engineering Interview QuestionsDokument8 Seiten60+ Frequently Asking Piping Engineering Interview QuestionsDENYSNoch keine Bewertungen
- Ce 20350Dokument30 SeitenCe 20350Vie Donli JunNoch keine Bewertungen