Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- SRM-RMPM Registration Report For EvDokument3 SeitenSRM-RMPM Registration Report For EvAAKASH J (RA2111043020035)Noch keine Bewertungen
- Hammer MillDokument4 SeitenHammer MillAnil Kumar KnNoch keine Bewertungen
- ADJUST FUEL TIMINGDokument3 SeitenADJUST FUEL TIMINGSanjay MadakaNoch keine Bewertungen
- Office Reprographics and Mail ServicesDokument36 SeitenOffice Reprographics and Mail ServicesDevilZaaNoch keine Bewertungen
- This Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsDokument298 SeitenThis Manual Includes: Repair Procedures Fault Codes Electrical and Hydraulic SchematicsJugaro OscarNoch keine Bewertungen
- Programmable Controllers: FX CpuDokument60 SeitenProgrammable Controllers: FX CpuHasan ShahariarNoch keine Bewertungen
- ARAMCO UT Inspection Checklist - SAIC-UT-2001Dokument6 SeitenARAMCO UT Inspection Checklist - SAIC-UT-2001Anonymous hBBam1n100% (1)
- Chemical Engineer Skill SetDokument2 SeitenChemical Engineer Skill SetJunaid AhmadNoch keine Bewertungen
- Features / Description: 080-1145-200 5 1/2" MR-3D Large Bore Retrievable Casing Packer, 13-15.5#, 45B 080-1145-200Dokument7 SeitenFeatures / Description: 080-1145-200 5 1/2" MR-3D Large Bore Retrievable Casing Packer, 13-15.5#, 45B 080-1145-200scignoniNoch keine Bewertungen
- 59E Agitator Seals in Chemical-En-18.09.2008Dokument24 Seiten59E Agitator Seals in Chemical-En-18.09.2008Daniel CostaNoch keine Bewertungen
- Unimixer AL66: Combustion Engineering SpecialistsDokument1 SeiteUnimixer AL66: Combustion Engineering SpecialistsMauricio DonosoNoch keine Bewertungen
- Vegetation and Building FacadesDokument57 SeitenVegetation and Building FacadesJusti Massini Cruz0% (1)
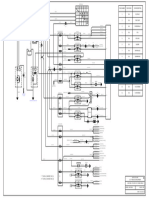
- DOST DTVS BS6 POWER CircuitDokument1 SeiteDOST DTVS BS6 POWER Circuitak ramNoch keine Bewertungen
- Inter Op Publisher User GuideDokument322 SeitenInter Op Publisher User GuideQiuniu0% (1)
- 231 PC00165 - Cerificate English PDFDokument1 Seite231 PC00165 - Cerificate English PDFrajenrao51777564Noch keine Bewertungen
- Microsoft Dynamics ERP By: Nora Al-MadiDokument15 SeitenMicrosoft Dynamics ERP By: Nora Al-Madivijay_sr2009Noch keine Bewertungen
- PSV Calculation Sheet APIDokument10 SeitenPSV Calculation Sheet APIionutlaur86100% (2)
- SST CrossguideDokument39 SeitenSST Crossguideardacho1968Noch keine Bewertungen
- Market of Turboshaft EnginesDokument22 SeitenMarket of Turboshaft EnginesThomas MouraNoch keine Bewertungen
- Risk-MaPP, ICH Q9, ASTM 2500 in Action Project Advantages of Practical QualityDokument7 SeitenRisk-MaPP, ICH Q9, ASTM 2500 in Action Project Advantages of Practical Qualitybo.ratchadapornNoch keine Bewertungen
- Computer Awareness For IBPS - SBI - RRB PO & Clerks - Edu GeeksDokument3 SeitenComputer Awareness For IBPS - SBI - RRB PO & Clerks - Edu GeeksVivek SharmaNoch keine Bewertungen
- LS VCB Mec PDFDokument100 SeitenLS VCB Mec PDFDarrell Wilson100% (2)
- ANSI E1.50-1 2017 Entertainment Technology - Requirements For The Structural Support of Temporary LED, Video & Display SystemsDokument19 SeitenANSI E1.50-1 2017 Entertainment Technology - Requirements For The Structural Support of Temporary LED, Video & Display SystemsGabriel neagaNoch keine Bewertungen
- Sieving For Perfect Quality Control: MillingDokument12 SeitenSieving For Perfect Quality Control: Millingtuhintahmid1093Noch keine Bewertungen
- Gigabyte Sandy Bridge Overclocking GuideDokument27 SeitenGigabyte Sandy Bridge Overclocking GuideGIGABYTE UK100% (2)
- Fire Safety in Buildings and Codal ProvisionsDokument20 SeitenFire Safety in Buildings and Codal ProvisionsKoushali Banerjee100% (1)
- FAGUS6 - Materials and Analysis ParametersDokument15 SeitenFAGUS6 - Materials and Analysis ParametersRamon GutierrezNoch keine Bewertungen
- Configure Dynamic NAT and PATDokument20 SeitenConfigure Dynamic NAT and PATMary Amirtha Sagayee. GNoch keine Bewertungen
- BUSINESS RESEARCH CHALLENGESDokument12 SeitenBUSINESS RESEARCH CHALLENGESShilpa JadhavNoch keine Bewertungen