Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- BoilersDokument14 SeitenBoilersSaddam Hussain AL HassaniNoch keine Bewertungen
- Per MPDokument9 SeitenPer MPSujal RaijadeNoch keine Bewertungen
- Project ReportDokument39 SeitenProject ReportMd Sahanawaz100% (2)
- Compresor Mobil Atlas Copco XAS97Dokument1 SeiteCompresor Mobil Atlas Copco XAS97dicon100% (1)
- Bitumen Price List Wef 17-01-2015Dokument3 SeitenBitumen Price List Wef 17-01-2015P. Balaji ChakravarthyNoch keine Bewertungen
- Caterpilar 3116 - 3126 - C7Dokument1 SeiteCaterpilar 3116 - 3126 - C7Rohit Thakur50% (2)
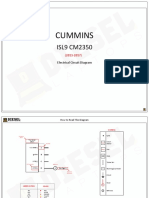
- Cummins - ISL9 CM2350 (2013-17)Dokument18 SeitenCummins - ISL9 CM2350 (2013-17)Carlos Israel Gomez90% (10)
- 4VPYDokument50 Seiten4VPYtaichi996Noch keine Bewertungen
- Perkins 4016TRGDokument211 SeitenPerkins 4016TRGNacer ZehaniNoch keine Bewertungen
- 793F PDFDokument4 Seiten793F PDFJaime RuizNoch keine Bewertungen
- 5 Engine Specification SheetDokument6 Seiten5 Engine Specification SheetpyrodidoNoch keine Bewertungen
- SM Volvo Ec160b LC Ec160blc ExcavatorDokument16 SeitenSM Volvo Ec160b LC Ec160blc ExcavatorDhanlaxmi Infratech SRG0% (1)
- Pinout Ecm Suzuki SZDokument3 SeitenPinout Ecm Suzuki SZLy Fotoestudio Digitalca83% (12)
- Jake Brakes PDFDokument32 SeitenJake Brakes PDFAram MorenoNoch keine Bewertungen
- LCHS 4000 LNG Description of System EngDokument34 SeitenLCHS 4000 LNG Description of System EngAhmad ImranNoch keine Bewertungen
- GM Performance - View Topic - L31 Cam SpecsDokument4 SeitenGM Performance - View Topic - L31 Cam Specsjimbeamjohn88888Noch keine Bewertungen
- VolvoTD70 Service Manual EngineDokument110 SeitenVolvoTD70 Service Manual EngineHeikki Alakontiola87% (47)
- Mercury Removal ProcessesDokument10 SeitenMercury Removal ProcesseshortalemosNoch keine Bewertungen
- Ger 3767c Single Shaft Combined Cycle Power Generation SystemDokument22 SeitenGer 3767c Single Shaft Combined Cycle Power Generation SystemSujeet Kumar100% (1)
- Literature Review: 2.1 - Internal Combustion EnginesDokument28 SeitenLiterature Review: 2.1 - Internal Combustion EnginesMustafa AppNoch keine Bewertungen
- 2015 Mercedes Benz Sprinter Fuse Allocation Supplement PDFDokument22 Seiten2015 Mercedes Benz Sprinter Fuse Allocation Supplement PDFbatman2054Noch keine Bewertungen
- Energy in Depth - The Gas RootsDokument20 SeitenEnergy in Depth - The Gas RootsJames "Chip" NorthrupNoch keine Bewertungen
- Gas Distribution MechanismDokument6 SeitenGas Distribution Mechanismmuhyideen6abdulganiyNoch keine Bewertungen
- Ac375 SPNDokument40 SeitenAc375 SPNGonzalo ClavijoNoch keine Bewertungen
- Task A-EFIDokument4 SeitenTask A-EFIBudi IrawanNoch keine Bewertungen
- High-Pressure Steam Reforming of EthanolDokument23 SeitenHigh-Pressure Steam Reforming of EthanolMuhammad NaeemNoch keine Bewertungen
- SGS (Elgiznur Cebi)Dokument2 SeitenSGS (Elgiznur Cebi)AamirMalik100% (1)
- Petrolifera PetroleumDokument2 SeitenPetrolifera PetroleumХристинаГулеваNoch keine Bewertungen
- Green BrochureDokument8 SeitenGreen BrochureMuhammad Haris BaigNoch keine Bewertungen
- sp-2800 ManualDokument6 Seitensp-2800 Manualmailme_viju0% (2)