Das könnte Ihnen auch gefallen
- Butt Fusion Welding Procedure for HDPE PipesDokument9 SeitenButt Fusion Welding Procedure for HDPE PipesVignesh BharathiNoch keine Bewertungen
- Buttwelding ProcedureDokument5 SeitenButtwelding ProcedurePrageeth Nalaka ArambegedaraNoch keine Bewertungen
- PAL - Construction GuidelinesDokument28 SeitenPAL - Construction GuidelinesCarew Mohammed AbayomiNoch keine Bewertungen
- Installation Manual OXYFLEX® MF1100 October 2014 PDFDokument8 SeitenInstallation Manual OXYFLEX® MF1100 October 2014 PDFRomuel PioquintoNoch keine Bewertungen
- JFD 100Dokument1 SeiteJFD 100ecsuperalNoch keine Bewertungen
- Fire Protection Pipes Method Statement PDFDokument16 SeitenFire Protection Pipes Method Statement PDFفاعل خيرNoch keine Bewertungen
- SS 557-2010Dokument64 SeitenSS 557-2010jclimkanghaiNoch keine Bewertungen
- Perfect Manhole Installation GuideDokument9 SeitenPerfect Manhole Installation Guidechienthan21Noch keine Bewertungen
- 2 HOUR HIGH PRESSURE LEAKAGE TEST CALCULATIONSDokument2 Seiten2 HOUR HIGH PRESSURE LEAKAGE TEST CALCULATIONSmanojNoch keine Bewertungen
- Radiation Safety Distance DiagramDokument3 SeitenRadiation Safety Distance DiagramEswaranNoch keine Bewertungen
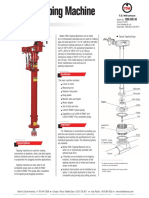
- 760C Tapping MachineDokument6 Seiten760C Tapping MachineTunjung Wicaksana RanukusumaNoch keine Bewertungen
- RHA - Open Cut Piping & Manhole Installation (Page 3)Dokument6 SeitenRHA - Open Cut Piping & Manhole Installation (Page 3)tanaNoch keine Bewertungen
- Practical No15 16Dokument15 SeitenPractical No15 16Sam Gamer100% (1)
- CNC Oxyacetylene Flame Cutting MachineDokument12 SeitenCNC Oxyacetylene Flame Cutting MachineNaman JoharNoch keine Bewertungen
- Learn SMAW Welding SafetyDokument49 SeitenLearn SMAW Welding SafetyEgghead YTCNoch keine Bewertungen
- Pipe Jacking & Microtunnelling GuideDokument48 SeitenPipe Jacking & Microtunnelling GuideHizbar ArsjadNoch keine Bewertungen
- 03 Strength Assessment of Recycled Aggregate Concrete by Ultrasonic Pulse Velocity Test PDFDokument5 Seiten03 Strength Assessment of Recycled Aggregate Concrete by Ultrasonic Pulse Velocity Test PDFYati R. TankNoch keine Bewertungen
- Operating Instructions - Standard Shoring - SBH Series 600 Manhole Shoring BoxDokument8 SeitenOperating Instructions - Standard Shoring - SBH Series 600 Manhole Shoring BoxAmr Adel HameedNoch keine Bewertungen
- ASME Piping Standards and Material Selection GuideDokument36 SeitenASME Piping Standards and Material Selection Guideتدریس زبان ESLNoch keine Bewertungen
- Paint Technical Specification PDFDokument3 SeitenPaint Technical Specification PDFMoon SzDarkness100% (1)
- C1729 Is A New ASTM Standard For Aluminum JacketingDokument2 SeitenC1729 Is A New ASTM Standard For Aluminum JacketingTushar Arekar100% (2)
- Air Curtain InstallDokument16 SeitenAir Curtain InstallSherif Mohamed KhattabNoch keine Bewertungen
- Denso Pipe Wrapping SolutionsDokument8 SeitenDenso Pipe Wrapping SolutionsVinoth MechNoch keine Bewertungen
- Painting Work MosDokument17 SeitenPainting Work MoseslamNoch keine Bewertungen
- SWP-12 Pressure TestDokument3 SeitenSWP-12 Pressure TestLumin HanNoch keine Bewertungen
- Inspection Report-Hdpec BlankDokument2 SeitenInspection Report-Hdpec BlankJoseph Perez100% (1)
- Method Statement Fisher PlugDokument5 SeitenMethod Statement Fisher PlugChezy629Noch keine Bewertungen
- As en 12079.3-2010 Offshore Containers and Associated Lifting Sets Periodic Inspection Examination and TestinDokument10 SeitenAs en 12079.3-2010 Offshore Containers and Associated Lifting Sets Periodic Inspection Examination and TestinSAI Global - APACNoch keine Bewertungen
- Penguard ZP AO - English (Uk) - Issued.06.12.2007Dokument3 SeitenPenguard ZP AO - English (Uk) - Issued.06.12.2007Mohamed FaragNoch keine Bewertungen
- Clean Pipes with Cardboard Bursting and Air BlowingDokument3 SeitenClean Pipes with Cardboard Bursting and Air BlowingParthiban Karuna100% (1)
- Welding Fires Safety TipsDokument4 SeitenWelding Fires Safety TipsNaiduSatyanarayanaNaiduNoch keine Bewertungen
- Electric Heat Tracing: Installation ProceduresDokument10 SeitenElectric Heat Tracing: Installation ProceduresrajNoch keine Bewertungen
- PCW Installation MethodologyDokument42 SeitenPCW Installation MethodologyEZEKIEL VALENCIANoch keine Bewertungen
- Attachment B - MSDS Fibagel UV LV ResinDokument4 SeitenAttachment B - MSDS Fibagel UV LV ResinAlam MD SazidNoch keine Bewertungen
- Cube TestDokument7 SeitenCube TestAmritpal Singh50% (2)
- Pipe LayingDokument14 SeitenPipe Layingfrancis pacaigueNoch keine Bewertungen
- SS 557-2010 - PreviewDokument9 SeitenSS 557-2010 - PreviewlalalalaNoch keine Bewertungen
- Method Statement For Hume Pipe CulvertDokument6 SeitenMethod Statement For Hume Pipe CulvertRabnawaz Imam0% (1)
- Concrete Slab CheckDokument2 SeitenConcrete Slab CheckdennyherdanathaNoch keine Bewertungen
- Torque Guidelines Fiberglass Emetl FlangesDokument1 SeiteTorque Guidelines Fiberglass Emetl FlangesvesselyNoch keine Bewertungen
- Work Procedure HDPE Pipe Joint (HDD)Dokument3 SeitenWork Procedure HDPE Pipe Joint (HDD)Izza Halim100% (1)
- List of Contractor Hot TappingDokument2 SeitenList of Contractor Hot TappingW.m. Kairol W. HassanNoch keine Bewertungen
- GRP Lamination Processing - Instructions PDFDokument34 SeitenGRP Lamination Processing - Instructions PDFmuhammadkashikNoch keine Bewertungen
- Subject: Method Statement For The Constructio NOF Chimney RaftDokument10 SeitenSubject: Method Statement For The Constructio NOF Chimney RaftSandip PaulNoch keine Bewertungen
- Jsa Nitrogen Purging PDFDokument2 SeitenJsa Nitrogen Purging PDFBISWA RANJAN SAHOONoch keine Bewertungen
- Renderoc TGDokument2 SeitenRenderoc TGMansoor Ali50% (2)
- Emerging Technologies A Suggested Design Method For Curved Jacked Steel PipeDokument11 SeitenEmerging Technologies A Suggested Design Method For Curved Jacked Steel PipefalokunNoch keine Bewertungen
- Mgo Msds PDFDokument5 SeitenMgo Msds PDFProtitNazirNoch keine Bewertungen
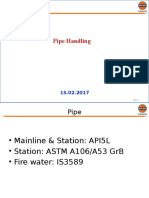
- Presentation - Pipe HandlingDokument21 SeitenPresentation - Pipe HandlingAsheesh TripathiNoch keine Bewertungen
- Pulley Manufacturing ProceduresDokument4 SeitenPulley Manufacturing ProceduresVijayakumar SamyNoch keine Bewertungen
- Pressure Test ProceduresDokument5 SeitenPressure Test Procedureszaxader100% (1)
- Method Statement For Cable Tray River CrossingDokument2 SeitenMethod Statement For Cable Tray River CrossingDeny Cahyo NNoch keine Bewertungen
- Deep Excavation and Earth RetentionDokument71 SeitenDeep Excavation and Earth RetentionESAM ALHASHEDINoch keine Bewertungen
- Hdpe Buttwelding BrochureDokument11 SeitenHdpe Buttwelding BrochurePau Chai100% (1)
- HDPE Pipe Butt Welding ProceduresDokument7 SeitenHDPE Pipe Butt Welding ProceduresRaden Armanadi100% (4)
- PROCEDUREDokument9 SeitenPROCEDUREAîda hajriNoch keine Bewertungen
- Buttfusion OperationDokument8 SeitenButtfusion OperationIan lawrenz LeeNoch keine Bewertungen
- Butt Welding Method StatmentDokument8 SeitenButt Welding Method StatmentAbelNoch keine Bewertungen
- Refrigeration PipelinesDokument2 SeitenRefrigeration PipelinesDavidB1206Noch keine Bewertungen
- Standard Pipe Welding ProceduresDokument15 SeitenStandard Pipe Welding ProceduresViraci100% (1)
- 121205Dokument25 Seiten121205wdavid81Noch keine Bewertungen
- BFP BHEL Manual For 500MWDokument675 SeitenBFP BHEL Manual For 500MWtanumay.gemini83% (12)
- Criteria For Suspended Pipelines 2Dokument1 SeiteCriteria For Suspended Pipelines 2hamza laribiNoch keine Bewertungen
- Worldwide Supplier of Marine Equipment and Spares: Oleron - UsDokument12 SeitenWorldwide Supplier of Marine Equipment and Spares: Oleron - Usnihil kpNoch keine Bewertungen
- Engelsmann Vibration Sieves: Universal, Economic, Compact ScreeningDokument16 SeitenEngelsmann Vibration Sieves: Universal, Economic, Compact ScreeningBagi84Noch keine Bewertungen
- Receiver-Indicator Relay 82059 Series: General DescriptionDokument4 SeitenReceiver-Indicator Relay 82059 Series: General DescriptionErereNoch keine Bewertungen
- 1.0 ObjectiveDokument7 Seiten1.0 Objectivehengjhoe constructNoch keine Bewertungen
- Asme Sem1Dokument60 SeitenAsme Sem1zahoorNoch keine Bewertungen
- TAPPI TIP-0402-27 Continuous Dig Insp Rev 2005Dokument11 SeitenTAPPI TIP-0402-27 Continuous Dig Insp Rev 2005a_parrat100% (2)
- BOOK District Heating Handbook PDFDokument77 SeitenBOOK District Heating Handbook PDFTony LewisNoch keine Bewertungen
- Honeywell Vesda VEP Engineering Specification Document 0219Dokument18 SeitenHoneywell Vesda VEP Engineering Specification Document 0219Shekhar AmbreNoch keine Bewertungen
- Shut-Off Valves: Vds Guidelines For Water Extinguishing Systems VdsDokument11 SeitenShut-Off Valves: Vds Guidelines For Water Extinguishing Systems VdsأبومحمدالزياتNoch keine Bewertungen
- Hass Manual Chapter 1Dokument10 SeitenHass Manual Chapter 1Victor KimNoch keine Bewertungen
- Best Practices For Steam Turbine Maintenance and OperationDokument2 SeitenBest Practices For Steam Turbine Maintenance and OperationBen MusimaneNoch keine Bewertungen
- Formed-Cylinders 2007-04 LoDokument14 SeitenFormed-Cylinders 2007-04 LomartinvandoornNoch keine Bewertungen
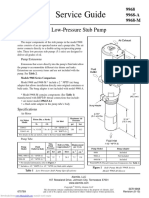
- Service Guide: Low-Pressure Stub PumpDokument10 SeitenService Guide: Low-Pressure Stub PumpGer DclNoch keine Bewertungen
- Ball Valves - MethodDokument28 SeitenBall Valves - Methodbloggerparthi100% (1)
- Complete Piping Solutions 4300 CPSDokument6 SeitenComplete Piping Solutions 4300 CPSalihaydartekinNoch keine Bewertungen
- Oil Service Parts CatalogDokument44 SeitenOil Service Parts CatalogUbanAirlanggaNoch keine Bewertungen
- PVP2014-28729 Large Openings in Cylindrical Pressure Vessels-An Assessment Based On Absolute Size 2014 PDFDokument6 SeitenPVP2014-28729 Large Openings in Cylindrical Pressure Vessels-An Assessment Based On Absolute Size 2014 PDFmatteo_1234Noch keine Bewertungen
- DIYAB GAS EXPORT PILOT PROJECT CORROSION INHIBITOR INJECTION PACKAGE MATERIAL REQUISITIONDokument29 SeitenDIYAB GAS EXPORT PILOT PROJECT CORROSION INHIBITOR INJECTION PACKAGE MATERIAL REQUISITIONTalha Ahmad100% (3)
- Condition Sensing SwitchesDokument64 SeitenCondition Sensing SwitchesksathishgreenNoch keine Bewertungen
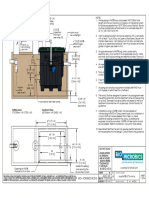
- MicroFAST 0.75 FAST UnitDokument4 SeitenMicroFAST 0.75 FAST UnitEduardo HasingNoch keine Bewertungen
- II Pipeline Design Codes and Standards-MSGDokument74 SeitenII Pipeline Design Codes and Standards-MSGSanjay Kumar100% (3)
- Pipe Stress Analysis Per ASME B 31.3Dokument10 SeitenPipe Stress Analysis Per ASME B 31.3Agung Pramu Aji100% (1)
- ES-2184 Lube Oil FlushingDokument9 SeitenES-2184 Lube Oil Flushingwaheed100% (1)
- Blazemaster Guide CPVCDokument7 SeitenBlazemaster Guide CPVCalberto valenciaNoch keine Bewertungen
- MARAFIQ Packaged Equipment Piping SpecificationDokument10 SeitenMARAFIQ Packaged Equipment Piping Specificationjaseel kNoch keine Bewertungen
- Grundfos CR Series InstructionsDokument20 SeitenGrundfos CR Series Instructionsbedilu77Noch keine Bewertungen
- Project Subject DateDokument68 SeitenProject Subject DateMohammad SaquibNoch keine Bewertungen