Das könnte Ihnen auch gefallen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- BIR Clarification On Senior Citizens DiscountDokument13 SeitenBIR Clarification On Senior Citizens DiscountPaolo Antonio EscalonaNoch keine Bewertungen
- Optimum Sequence and Minimum Elapsed TimeDokument7 SeitenOptimum Sequence and Minimum Elapsed Timekabo busanangNoch keine Bewertungen
- CAEDPDokument2 SeitenCAEDPDurgaprasad DhanivireddyNoch keine Bewertungen
- An Introduction To CNC MachinesDokument20 SeitenAn Introduction To CNC Machinesbulon09100% (1)
- LTFRB Operator Data SheetDokument3 SeitenLTFRB Operator Data SheetHaultech TrucksNoch keine Bewertungen
- Michigan State FRSDokument88 SeitenMichigan State FRSMatt BrownNoch keine Bewertungen
- Inventory Management in Pharmacy Practice: A Review of LiteratureDokument6 SeitenInventory Management in Pharmacy Practice: A Review of LiteratureMohammed Omer QurashiNoch keine Bewertungen
- Problems With Conventional NCDokument15 SeitenProblems With Conventional NCAbhinav Kumar MishraNoch keine Bewertungen
- IE368 Facilties Layout and Material Handling PDFDokument2 SeitenIE368 Facilties Layout and Material Handling PDFloshidhNoch keine Bewertungen
- Module No 1 :automobile Engineering (Mumbai University)Dokument78 SeitenModule No 1 :automobile Engineering (Mumbai University)Vaibhav Vithoba Naik100% (4)
- Ucmp 2 Mark With AnswerDokument17 SeitenUcmp 2 Mark With AnsweranithayesurajNoch keine Bewertungen
- Me8792 - Power Plant EngineeringDokument48 SeitenMe8792 - Power Plant EngineeringPalanivel Rajan A RNoch keine Bewertungen
- Unit 4 CADDokument45 SeitenUnit 4 CADiampiyushsahuNoch keine Bewertungen
- Drive Units in CNCDokument17 SeitenDrive Units in CNCM.Saravana Kumar..M.ENoch keine Bewertungen
- OAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesDokument2 SeitenOAT751 Production of Automotive Components LTPC 3 0 0 3 ObjectivesMr.Babu T50% (2)
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDokument66 SeitenCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNoch keine Bewertungen
- Ie8693 Production Planning and Control: Diploma, Anna Univ UG & PG CoursesDokument2 SeitenIe8693 Production Planning and Control: Diploma, Anna Univ UG & PG CoursesVig NeshNoch keine Bewertungen
- Basic Mechanical Engineering FundamentalsDokument3 SeitenBasic Mechanical Engineering FundamentalsKarthickNoch keine Bewertungen
- P6 Presentation-30-3-2021Dokument68 SeitenP6 Presentation-30-3-2021Moiz MalikNoch keine Bewertungen
- Computer Aided Machine DrawingDokument16 SeitenComputer Aided Machine DrawingAmit BhagureNoch keine Bewertungen
- Kings: Manufacturing Technology - IiDokument5 SeitenKings: Manufacturing Technology - IiSaravanan MathiNoch keine Bewertungen
- Design and Fabrication of 4 Straight Line MechanismsDokument34 SeitenDesign and Fabrication of 4 Straight Line MechanismsArunkuma81Noch keine Bewertungen
- Quantitative Analysis of FMSDokument13 SeitenQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- Solid Modeling Final - Manual-06!05!19 New by MailDokument276 SeitenSolid Modeling Final - Manual-06!05!19 New by MailRajat ShrirameNoch keine Bewertungen
- Lathe MachineDokument11 SeitenLathe MachineFaisal KhanNoch keine Bewertungen
- Unconventional Machining ProcessesDokument2 SeitenUnconventional Machining ProcessesP.N. MohankumarNoch keine Bewertungen
- Ch-11 NC CNC DNC FMS Automation and RoboticsDokument191 SeitenCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNoch keine Bewertungen
- Mahindra Gears Transmiision Training ReportDokument32 SeitenMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Rapid Prototyping and ToolingDokument3 SeitenRapid Prototyping and Toolingappuanandh7811Noch keine Bewertungen
- (CAM) Group Technology: Computer Aided ManufacturingDokument118 Seiten(CAM) Group Technology: Computer Aided ManufacturingPratik PrajapatiNoch keine Bewertungen
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDokument26 SeitenUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNoch keine Bewertungen
- Thermodynamic CyclesDokument25 SeitenThermodynamic CyclesMoonsoul ChildNoch keine Bewertungen
- Radial Drilling MachineDokument25 SeitenRadial Drilling MachinesriNoch keine Bewertungen
- Manufacturing SystemsDokument14 SeitenManufacturing SystemsPradeep Kumar MehtaNoch keine Bewertungen
- Computer Aided Process Planning (CAPPDokument25 SeitenComputer Aided Process Planning (CAPPshubham_arora_19Noch keine Bewertungen
- Presentation of Lathe MachineDokument27 SeitenPresentation of Lathe Machinesamurai7_77Noch keine Bewertungen
- Process Planning & Cost Estimation Objective QuestionsDokument35 SeitenProcess Planning & Cost Estimation Objective Questionsarulmurugu100% (1)
- Types, Components & Working Principles of Internal Combustion EnginesDokument41 SeitenTypes, Components & Working Principles of Internal Combustion EnginesNauman QureshiNoch keine Bewertungen
- Fixtures For NCDokument13 SeitenFixtures For NCMaha RajanNoch keine Bewertungen
- Exam GuidelinesDokument33 SeitenExam Guidelinesstorage05046Noch keine Bewertungen
- Cam Lab 1Dokument40 SeitenCam Lab 1Madhusudhan Rao KNoch keine Bewertungen
- METHOD STUDY FOR COST REDUCTIONDokument68 SeitenMETHOD STUDY FOR COST REDUCTIONzakirno19248Noch keine Bewertungen
- Advanced IC EngineDokument6 SeitenAdvanced IC EngineThulasi RamNoch keine Bewertungen
- Lec 3. Centfg - Compressor ExDokument30 SeitenLec 3. Centfg - Compressor ExmichaelNoch keine Bewertungen
- Sheet Metal OperationsDokument52 SeitenSheet Metal OperationsthakruNoch keine Bewertungen
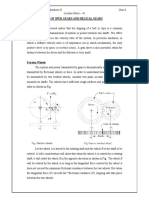
- Steering Gear MechanismDokument13 SeitenSteering Gear MechanismSuraj YadavNoch keine Bewertungen
- Components of NC Systems Classification of NC Machines Consructional DetailsDokument32 SeitenComponents of NC Systems Classification of NC Machines Consructional DetailsVaibhav Vithoba NaikNoch keine Bewertungen
- Me III II DMM II LnotesDokument33 SeitenMe III II DMM II LnotesChandu MallamNoch keine Bewertungen
- Sme PPT - U6Dokument66 SeitenSme PPT - U6auatesakibNoch keine Bewertungen
- Solidification ShrinkageDokument16 SeitenSolidification ShrinkageSherif El-soudyNoch keine Bewertungen
- Computer Aided Design (CAD) : DR Janardhan VDokument206 SeitenComputer Aided Design (CAD) : DR Janardhan Vk pNoch keine Bewertungen
- Group Technology and Cellular AmnufacturingDokument38 SeitenGroup Technology and Cellular Amnufacturingkbragkiros75Noch keine Bewertungen
- Mgt1051 Business-Analytics-For-Engineers TH 1.1 47 Mgt1051Dokument2 SeitenMgt1051 Business-Analytics-For-Engineers TH 1.1 47 Mgt1051Anbarasan RNoch keine Bewertungen
- Lathe MachineDokument91 SeitenLathe MachineHrithik LakhaniNoch keine Bewertungen
- ComparatorsDokument27 SeitenComparatorsBommana naga babuNoch keine Bewertungen
- IHMTC 2021 BrochureDokument7 SeitenIHMTC 2021 BrochurepapujapuNoch keine Bewertungen
- Festo Students enDokument6 SeitenFesto Students enEKANSH SHARMANoch keine Bewertungen
- CAPP Explained: Computer Aided Process PlanningDokument32 SeitenCAPP Explained: Computer Aided Process PlanningMuizzuddin Rosli100% (1)
- DF Lecture 22-25Dokument44 SeitenDF Lecture 22-25riya.3Noch keine Bewertungen
- Computer-Aided Process Planning (CAPP)Dokument26 SeitenComputer-Aided Process Planning (CAPP)Akatew Haile MebrahtuNoch keine Bewertungen
- Process Planning: Manufacturing Steps & CAPP System BenefitsDokument32 SeitenProcess Planning: Manufacturing Steps & CAPP System BenefitsBalto YesurethnamNoch keine Bewertungen
- Computer Aided Process Planning-IDokument19 SeitenComputer Aided Process Planning-IAnoop SavantNoch keine Bewertungen
- Book Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementVon EverandBook Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementNoch keine Bewertungen
- Architect's National Code Guide to Architect ServicesDokument88 SeitenArchitect's National Code Guide to Architect ServicesVholts Villa VitugNoch keine Bewertungen
- Ford SWOT Analysis Highlights Strengths Weaknesses Opportunities ThreatsDokument3 SeitenFord SWOT Analysis Highlights Strengths Weaknesses Opportunities ThreatsSiddiqa KashifNoch keine Bewertungen
- Micro Eco Final Quiz 2Dokument3 SeitenMicro Eco Final Quiz 2JOHNSON KORAINoch keine Bewertungen
- Entrepreneurship and Regional Competitiveness: The Role and Progression of PolicyDokument26 SeitenEntrepreneurship and Regional Competitiveness: The Role and Progression of PolicyAnonymous q8vCvYNoch keine Bewertungen
- Request Proposals Evaluation GuideDokument12 SeitenRequest Proposals Evaluation Guidemehdi kamaliNoch keine Bewertungen
- General Motors Company S Marketing Mix 4Ps AnalysisDokument4 SeitenGeneral Motors Company S Marketing Mix 4Ps AnalysisSugandha DasNoch keine Bewertungen
- Assignment On Labour Law PDFDokument11 SeitenAssignment On Labour Law PDFTwokir A. Tomal100% (1)
- Building New Boxes WorkbookDokument8 SeitenBuilding New Boxes Workbookrohit11dec99Noch keine Bewertungen
- Sistem Informasi Penjualan CV Mitra TaniDokument6 SeitenSistem Informasi Penjualan CV Mitra TaniMarlyn KimNoch keine Bewertungen
- Dissertation Les Enjeux Du Commerce InternationalDokument6 SeitenDissertation Les Enjeux Du Commerce InternationalPaperWritingCompanyBillingsNoch keine Bewertungen
- Estrin - Privatization in Developing CountriesDokument45 SeitenEstrin - Privatization in Developing CountriesNuong PhanNoch keine Bewertungen
- 072) Parle Agro - Civil - Extra Work Qty - 3804Dokument4 Seiten072) Parle Agro - Civil - Extra Work Qty - 3804Vikrant KoulNoch keine Bewertungen
- CASA Statement Aug2023 01092023003052 PDFDokument7 SeitenCASA Statement Aug2023 01092023003052 PDFTony TrisnoNoch keine Bewertungen
- Roles of advertisement and media in marketing five star hotelsDokument20 SeitenRoles of advertisement and media in marketing five star hotelsMohitAgarwalNoch keine Bewertungen
- Linear Example DataDokument7 SeitenLinear Example DataSanjay S RayNoch keine Bewertungen
- Taxes in India: An Overview of Direct and Indirect TaxationDokument26 SeitenTaxes in India: An Overview of Direct and Indirect TaxationGyaneshwariNoch keine Bewertungen
- Project ManagementDokument13 SeitenProject ManagementAnnaNoch keine Bewertungen
- Bartertrade - Io - WhitepaperDokument41 SeitenBartertrade - Io - WhitepaperRandall FlaggNoch keine Bewertungen
- D270 - Extended Services Marketing Mix - 62939Dokument7 SeitenD270 - Extended Services Marketing Mix - 62939Olga Chintya DewiNoch keine Bewertungen
- Alloy CuOFEDokument70 SeitenAlloy CuOFEtheerapat patkaewNoch keine Bewertungen
- TAX 01 Fundamental Principles of TaxationDokument9 SeitenTAX 01 Fundamental Principles of Taxationooagentx44Noch keine Bewertungen
- Lundstrom Sectional Bookcases - 1921Dokument42 SeitenLundstrom Sectional Bookcases - 1921Dan MarrNoch keine Bewertungen
- BDPR3103 Final Exam AnswerDokument5 SeitenBDPR3103 Final Exam AnswerGayathri PathmanathanNoch keine Bewertungen
- Rek April2023Dokument14 SeitenRek April2023asna simamoraNoch keine Bewertungen
- Mistak Done by IndiansDokument28 SeitenMistak Done by Indiansamit mittal100% (1)
- Brand Building Block, 111172033Dokument2 SeitenBrand Building Block, 111172033Barson MithunNoch keine Bewertungen