Das könnte Ihnen auch gefallen
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDokument9 SeitenApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- Roughness TaguchiDokument7 SeitenRoughness TaguchiAnudatt A. GowdaNoch keine Bewertungen
- Collet AnalysisDokument7 SeitenCollet AnalysisAgg GlezNoch keine Bewertungen
- Guide to Load Analysis for Durability in Vehicle EngineeringVon EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonBewertung: 4 von 5 Sternen4/5 (1)
- Catalogo Cutting Forces-2Dokument44 SeitenCatalogo Cutting Forces-2Marcos Hernandez WaltemathNoch keine Bewertungen
- MTM Lab ManualDokument23 SeitenMTM Lab ManualMian Abdul Rehman100% (1)
- Design of Jigs and Fixtures.Dokument27 SeitenDesign of Jigs and Fixtures.madala ajay kumarNoch keine Bewertungen
- Welcome TO Cswa Certification Exam: BY Logical Solutions LimitedDokument28 SeitenWelcome TO Cswa Certification Exam: BY Logical Solutions LimitedNagesh BiradarNoch keine Bewertungen
- Hardinge Workholding: Spindle Tooling For Manual & CNC LathesDokument48 SeitenHardinge Workholding: Spindle Tooling For Manual & CNC Lathesanks_raNoch keine Bewertungen
- SPI Plastics Engineering Handbook - Chapter 12 - Blow Molding of ThermoplasticsDokument8 SeitenSPI Plastics Engineering Handbook - Chapter 12 - Blow Molding of ThermoplasticsDario Romero50% (2)
- Chapter 2 Scientific ReasoningDokument14 SeitenChapter 2 Scientific ReasoningAhmad AshariNoch keine Bewertungen
- MAGMA SimulationFatiqueDokument37 SeitenMAGMA SimulationFatiquevmgobinathNoch keine Bewertungen
- Molding Definition: Molding Is The Process ofDokument74 SeitenMolding Definition: Molding Is The Process ofijotanNoch keine Bewertungen
- DRILL JIG (Final One)Dokument21 SeitenDRILL JIG (Final One)Varshasonawane962Noch keine Bewertungen
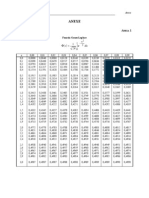
- ANEXE Valori Tabelare A Testelor StatisticeDokument9 SeitenANEXE Valori Tabelare A Testelor StatisticeGabriel OvidiuNoch keine Bewertungen
- Web003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentDokument44 SeitenWeb003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentsinrNoch keine Bewertungen
- Technology of Machine ToolsDokument60 SeitenTechnology of Machine ToolsMayank SharmaNoch keine Bewertungen
- Fixture DesignDokument24 SeitenFixture DesignAkash PatelNoch keine Bewertungen
- Computerized Manufacturing Planning Systems (Computerized Production)Dokument15 SeitenComputerized Manufacturing Planning Systems (Computerized Production)Aravind IlangoNoch keine Bewertungen
- 02 Hoberman PDFDokument40 Seiten02 Hoberman PDFAnonymous tLrDSTaFINoch keine Bewertungen
- Geometric Dimensioning and TolerancingDokument4 SeitenGeometric Dimensioning and TolerancingAshokNoch keine Bewertungen
- Tolerance Stack UpDokument5 SeitenTolerance Stack Uplbkumar87Noch keine Bewertungen
- Mould SteelsDokument32 SeitenMould SteelsAnonymous B3I6zYNhqdNoch keine Bewertungen
- Desgn Thermosting PlasticsDokument124 SeitenDesgn Thermosting Plasticsamol_piaggioNoch keine Bewertungen
- ME2252 MT2 Lecture Notes PDFDokument237 SeitenME2252 MT2 Lecture Notes PDFnallsrajjNoch keine Bewertungen
- Cutting Tool TechnologyDokument5 SeitenCutting Tool TechnologyROHAN DESAINoch keine Bewertungen
- Machine Tool Technology 1Dokument2 SeitenMachine Tool Technology 1Dhileepan KumarasamyNoch keine Bewertungen
- Calc10 2eDokument39 SeitenCalc10 2eetamil87Noch keine Bewertungen
- Micro MachiningDokument25 SeitenMicro MachiningVishalNaranjeNoch keine Bewertungen
- Theory of Metal Cuttingmechanics of Metal CuttingDokument18 SeitenTheory of Metal Cuttingmechanics of Metal Cuttingznovak77Noch keine Bewertungen
- Elements of Jigs and FixturesDokument9 SeitenElements of Jigs and FixtureskhuljascribdNoch keine Bewertungen
- Advance Injection Mould DesignDokument175 SeitenAdvance Injection Mould DesignMuhammed K MNoch keine Bewertungen
- (CarrLane) Fullproductcatalogpdf-2017Dokument701 Seiten(CarrLane) Fullproductcatalogpdf-2017Diogo_23Noch keine Bewertungen
- Report - AM in ProductionDokument140 SeitenReport - AM in ProductiontanNoch keine Bewertungen
- MEC713 ProjectManagement MidtermlExam 2013Dokument8 SeitenMEC713 ProjectManagement MidtermlExam 2013Fadi RonaldoNoch keine Bewertungen
- Manufacturing Processes ForDokument3 SeitenManufacturing Processes ForSpartan India0% (5)
- Tensile TestDokument8 SeitenTensile TestChaminduKrishanRupasinghe100% (1)
- Introduction To GDDokument8 SeitenIntroduction To GDCatalin FinkelsteinNoch keine Bewertungen
- The 10 Most Common Mistakes Made by Injection Molders - Bob HatchDokument3 SeitenThe 10 Most Common Mistakes Made by Injection Molders - Bob HatchStarchyLittleOleMeNoch keine Bewertungen
- Scheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDokument4 SeitenScheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDaniAmdaniNoch keine Bewertungen
- Snap Fit Design ManualDokument24 SeitenSnap Fit Design Manualswap dNoch keine Bewertungen
- Tronxy x1 Assembly GuideDokument26 SeitenTronxy x1 Assembly GuideВайсер Евгений100% (1)
- Iso 841 2001Dokument10 SeitenIso 841 2001Gamas OkaNoch keine Bewertungen
- PW-3 Part Design For Ultrasonic Welding (Single PGS) HRDokument8 SeitenPW-3 Part Design For Ultrasonic Welding (Single PGS) HRAlba R.Noch keine Bewertungen
- CH 24 ADokument38 SeitenCH 24 AThiran Boy LingamNoch keine Bewertungen
- Presentation Skills: Clare HardmanDokument15 SeitenPresentation Skills: Clare HardmanHashimNoch keine Bewertungen
- Section: Illustrated Sourcebook Mechanical ComponentsDokument22 SeitenSection: Illustrated Sourcebook Mechanical ComponentsscubazNoch keine Bewertungen
- Chapter 5 Embodiment DesignDokument29 SeitenChapter 5 Embodiment DesignEphrem AbabiyaNoch keine Bewertungen
- Chapter 1 Design Jig and FixtureDokument37 SeitenChapter 1 Design Jig and FixtureYann YeuNoch keine Bewertungen
- Jergens Workholding 1210Dokument290 SeitenJergens Workholding 1210skidamdnevnoNoch keine Bewertungen
- Introduction To Mechanical Engineering DesignDokument24 SeitenIntroduction To Mechanical Engineering DesignPolly Lozano100% (1)
- IMM Online TRGDokument35 SeitenIMM Online TRGpsp710Noch keine Bewertungen
- Powder Metallurgy Seminar GautamDokument31 SeitenPowder Metallurgy Seminar GautamSidhartha GolchhaNoch keine Bewertungen
- Tolerance Stackup Course Module - ISquareDokument2 SeitenTolerance Stackup Course Module - ISquareNishad PkNoch keine Bewertungen
- Design For ManufacturabilityDokument10 SeitenDesign For ManufacturabilityKeith Admin0% (1)
- Case Study DJJ5133Dokument24 SeitenCase Study DJJ5133Kubheran SelvathuraiNoch keine Bewertungen
- Injection Molding PDFDokument72 SeitenInjection Molding PDFChoirul MahfudNoch keine Bewertungen
- Khatua Committee Report Part 1 PDFDokument80 SeitenKhatua Committee Report Part 1 PDFMihir PatilNoch keine Bewertungen
- How To Create Parallel Coordinates in ExcelDokument12 SeitenHow To Create Parallel Coordinates in ExcelPutra PutraNoch keine Bewertungen
- Introduction of Bus Rapid Transit (BRT) System in Kathmandu Ring Road.Dokument7 SeitenIntroduction of Bus Rapid Transit (BRT) System in Kathmandu Ring Road.Hemant Tiwari100% (9)
- Manual Instalare Acoperis RuukiDokument16 SeitenManual Instalare Acoperis Ruukimadsheep01Noch keine Bewertungen
- Receiving and Inspection of Incoming Direct MaterialsDokument1 SeiteReceiving and Inspection of Incoming Direct MaterialssigmasundarNoch keine Bewertungen
- SP-PS-323 - Specification For Planning and Design of Low Voltage Greenfield Housing Estates.Dokument26 SeitenSP-PS-323 - Specification For Planning and Design of Low Voltage Greenfield Housing Estates.Husnain AssociatesNoch keine Bewertungen
- Data ProcessingDokument9 SeitenData ProcessingRahul NigamNoch keine Bewertungen
- SW ReengineeringDokument40 SeitenSW ReengineeringmeerasheikNoch keine Bewertungen
- Design and Frabrication of Pneumatic Bore Well Child Rescue SystemDokument7 SeitenDesign and Frabrication of Pneumatic Bore Well Child Rescue SystemAnonymous kw8Yrp0R5rNoch keine Bewertungen
- Republic Technical Data ManualDokument110 SeitenRepublic Technical Data ManualAbu AlAnda Gate for metal industries and Equipment.Noch keine Bewertungen
- Chapter 1Dokument46 SeitenChapter 1Momentum Press100% (3)
- GP 9, Nissan CaseDokument17 SeitenGP 9, Nissan CaseHumna Amna67% (3)
- Orlaco CatalogueDokument10 SeitenOrlaco CataloguencthanhckNoch keine Bewertungen
- WEF Technology and Innovation The Next Economic Growth Engine PDFDokument33 SeitenWEF Technology and Innovation The Next Economic Growth Engine PDFPiroch RudolfNoch keine Bewertungen
- CV Aircraft TechnicianDokument8 SeitenCV Aircraft TechnicianCollins ArumNoch keine Bewertungen
- March 19, 2013 PMDokument251 SeitenMarch 19, 2013 PMOSDocs2012Noch keine Bewertungen
- ROG Crosshair VIII Series Memory QVL 20200211Dokument8 SeitenROG Crosshair VIII Series Memory QVL 20200211Arif YuliantoNoch keine Bewertungen
- Optimization of Cable Insulation Eccentricity by Taguchi Robust DesignDokument6 SeitenOptimization of Cable Insulation Eccentricity by Taguchi Robust Design李庆森Noch keine Bewertungen
- IKEA Industry Energy Saving Handbook PDFDokument133 SeitenIKEA Industry Energy Saving Handbook PDFMARIUS GOVOREANUNoch keine Bewertungen
- EClerx Corporate Presentation - KMDokument15 SeitenEClerx Corporate Presentation - KMSantanu S JoshiNoch keine Bewertungen
- Offshore Pipeline Construction Volume TwoDokument339 SeitenOffshore Pipeline Construction Volume Twobregaing100% (12)
- Eddy Current Tubing DentingDokument54 SeitenEddy Current Tubing Dentingaldeanucu100% (3)
- Australian Standard: Design of Steel Lattice Towers and MastsDokument7 SeitenAustralian Standard: Design of Steel Lattice Towers and Mastsalsager14Noch keine Bewertungen
- Data Mining NotesDokument178 SeitenData Mining NotesSangeetha Bajanthri100% (1)
- Atmatec - Fibreglass Products For Drainage Systems PDFDokument44 SeitenAtmatec - Fibreglass Products For Drainage Systems PDFHafiz KamalNoch keine Bewertungen
- Development of Oil-Pump For Lubrication of Turbocharger in Wankel Rotary EngineDokument3 SeitenDevelopment of Oil-Pump For Lubrication of Turbocharger in Wankel Rotary EnginefullkuleNoch keine Bewertungen
- HP Compaq A Failure or SuccessDokument19 SeitenHP Compaq A Failure or SuccessPooja Kaul100% (1)
- NE 364 Engineering Economy: Introduction To The Basic Cost Concepts and Economic EnvironmentDokument11 SeitenNE 364 Engineering Economy: Introduction To The Basic Cost Concepts and Economic Environmentyoussef hossamNoch keine Bewertungen
- SAP HANA Multiple Choice Questions and Answers - Interview Questions and Answers - AtozIQDokument3 SeitenSAP HANA Multiple Choice Questions and Answers - Interview Questions and Answers - AtozIQsudh0% (1)
- Egr Sensor St9972Dokument2 SeitenEgr Sensor St9972Elias Nassif GomezNoch keine Bewertungen