Das könnte Ihnen auch gefallen
- GRE Root Words FlashcardsDokument10 SeitenGRE Root Words Flashcardsshaliniark100% (1)
- Dubbel-Handbook of Mechanical EngineeringDokument918 SeitenDubbel-Handbook of Mechanical EngineeringJuan Manuel Domínguez93% (27)
- Pieas Physics GuidelinesDokument4 SeitenPieas Physics GuidelinessadsbNoch keine Bewertungen
- 04 - (2011) HVAC Manual (S16053) PDFDokument151 Seiten04 - (2011) HVAC Manual (S16053) PDFluis eduardo corzo enriquezNoch keine Bewertungen
- Hysys OLI Interface: Reference GuideDokument226 SeitenHysys OLI Interface: Reference GuideJuan Carlos TapiaNoch keine Bewertungen
- Energy Audit - Turbine CycleDokument27 SeitenEnergy Audit - Turbine CycleMadhav Pande100% (1)
- Solved Board Problems - Gas Turbine Power PlantDokument8 SeitenSolved Board Problems - Gas Turbine Power PlantFAMY Vazzim Soriano100% (1)
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsVon EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsBewertung: 5 von 5 Sternen5/5 (1)
- Chemical Engineering, Simple N EasyDokument353 SeitenChemical Engineering, Simple N EasyPrashant Kumar73% (15)
- DistillationDokument29 SeitenDistillationgebremichaelNoch keine Bewertungen
- 6.0 Chemical EquilibriumDokument105 Seiten6.0 Chemical EquilibriumTasya KassimNoch keine Bewertungen
- 2009 McCabe Thiele DiagramDokument9 Seiten2009 McCabe Thiele DiagramSyazwan WanNoch keine Bewertungen
- Air Conditioning Lab Report 1920Dokument19 SeitenAir Conditioning Lab Report 1920Luyao ZHANGNoch keine Bewertungen
- Distillation PresentationDokument61 SeitenDistillation PresentationAli AmjadNoch keine Bewertungen
- TutorialDokument40 SeitenTutorialShamsMohd100% (1)
- CH3802 Formal DistillationDokument33 SeitenCH3802 Formal DistillationAldi StefanusNoch keine Bewertungen
- Equilibrium Stage Processes - Perpindahan MassaDokument30 SeitenEquilibrium Stage Processes - Perpindahan Massaj0haNN3sNoch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Real-World Modeling of DistillationDokument12 SeitenReal-World Modeling of DistillationGXGGXGNoch keine Bewertungen
- Sieve Tray ColumnDokument18 SeitenSieve Tray ColumnDonsius MarbunNoch keine Bewertungen
- Ch4 DesignDokument72 SeitenCh4 DesignGebrekiros ArayaNoch keine Bewertungen
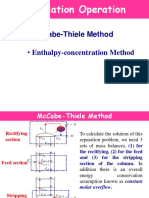
- Mccabe Thiele MethodDokument3 SeitenMccabe Thiele Methodmusmanzafar100% (1)
- The Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YDokument10 SeitenThe Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YRose Dane Escobedo DiestaNoch keine Bewertungen
- Distillation Column DesignDokument17 SeitenDistillation Column Design259Katkar PrathmeshNoch keine Bewertungen
- Propylene-Propane - Howat Swift - McCabe ThieleDokument19 SeitenPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNoch keine Bewertungen
- Theoretical Plates Calculation by McCabe-Thiele Method PDFDokument4 SeitenTheoretical Plates Calculation by McCabe-Thiele Method PDFGODWIN ANYIMAHNoch keine Bewertungen
- Theoretical Plates Calculation by McCabe-Thiele MethodDokument4 SeitenTheoretical Plates Calculation by McCabe-Thiele Methodmohammad shoaibNoch keine Bewertungen
- PMS Self StudyDokument16 SeitenPMS Self StudyAbhishek KabburNoch keine Bewertungen
- McCabe-Thiele Method 1Dokument37 SeitenMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- Visualizing The Mccabe-Thiele Diagram: Reactions and SeparationsDokument9 SeitenVisualizing The Mccabe-Thiele Diagram: Reactions and SeparationsMicheal BrooksNoch keine Bewertungen
- 3G4 Distillation CalculationsDokument22 Seiten3G4 Distillation CalculationsMahmoud Nasr0% (1)
- Review Extension MC Cabe Generalized FeedsDokument27 SeitenReview Extension MC Cabe Generalized FeedsChristian RodríguezNoch keine Bewertungen
- Mccabe Thiele MethodDokument5 SeitenMccabe Thiele MethodSethumadhavan KundumaniNoch keine Bewertungen
- Distillation Design The Mccabe-Thiele MethodDokument24 SeitenDistillation Design The Mccabe-Thiele MethodNagwa MansyNoch keine Bewertungen
- Evaluating Column EfficiencyDokument5 SeitenEvaluating Column EfficiencyCornelia Zur TaeschlerNoch keine Bewertungen
- Mass and Energy Balances - Stripping Section and Partial ReboilerDokument45 SeitenMass and Energy Balances - Stripping Section and Partial ReboilerShamsMohd100% (1)
- Visualizing The MacCabe Thiele Diagram PDFDokument9 SeitenVisualizing The MacCabe Thiele Diagram PDFMayank SinhaNoch keine Bewertungen
- Notes On Mass TransferDokument5 SeitenNotes On Mass Transferleonard katundaNoch keine Bewertungen
- Chemical AssignmentDokument15 SeitenChemical AssignmentAbdulrahman AlameriNoch keine Bewertungen
- Separating Mixtures Volatility Unit Operation Chemical ReactionDokument18 SeitenSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurNoch keine Bewertungen
- Chapt4 Part3Dokument58 SeitenChapt4 Part3ShamsMohdNoch keine Bewertungen
- Mccabe ThieleDokument15 SeitenMccabe ThieleChintan ModiNoch keine Bewertungen
- A Non-Iterative Method of Decline Curve Analysis - Hamid Hosseinzade Khanamiri (2010) PDFDokument8 SeitenA Non-Iterative Method of Decline Curve Analysis - Hamid Hosseinzade Khanamiri (2010) PDFNicolás Vincenti WadsworthNoch keine Bewertungen
- Chap4 4 PDFDokument8 SeitenChap4 4 PDFroxetteNoch keine Bewertungen
- ExtensionPonchonSavaritMethod PhDJARL RUADokument34 SeitenExtensionPonchonSavaritMethod PhDJARL RUAAbdelmounaim BouzerdounaNoch keine Bewertungen
- 04.desbloqueadoDokument47 Seiten04.desbloqueadoJhonatan Gerardo Soto Puelles67% (3)
- Distillation Tutorial IIDokument11 SeitenDistillation Tutorial IIThabangNoch keine Bewertungen
- Continuous DistillationDokument29 SeitenContinuous DistillationSAI P HARIHARAN 19BCM0030Noch keine Bewertungen
- Chemical Engineering Mass Transfer NotesDokument36 SeitenChemical Engineering Mass Transfer NotesLebohang Czar Nku50% (2)
- Distillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignDokument9 SeitenDistillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignIndra KurniawanNoch keine Bewertungen
- Chapt4 Part3 PDFDokument58 SeitenChapt4 Part3 PDFShamsMohdNoch keine Bewertungen
- Transcript - Multicomponent Flash Calculations VideoDokument3 SeitenTranscript - Multicomponent Flash Calculations VideoChristopher RileyNoch keine Bewertungen
- Distillation Tutorial II - McCabe-Thiele Method of Distillation DesignDokument10 SeitenDistillation Tutorial II - McCabe-Thiele Method of Distillation DesignShawna AndersonNoch keine Bewertungen
- Unit3 Binary Rectification 1Dokument12 SeitenUnit3 Binary Rectification 1Sem FilioNoch keine Bewertungen
- Equilibrium Separation ColumnsDokument18 SeitenEquilibrium Separation ColumnsluckshimiNoch keine Bewertungen
- Lab Cheat Sheet, Distill and ArtificalDokument5 SeitenLab Cheat Sheet, Distill and ArtificalFarhan M JafrINoch keine Bewertungen
- Distillation ColumnDokument32 SeitenDistillation ColumnTatiana RosarioNoch keine Bewertungen
- Module - 1 - Models in Engineering and Equation FormsDokument29 SeitenModule - 1 - Models in Engineering and Equation FormsG MahendraNoch keine Bewertungen
- Mccabe ThieleDokument9 SeitenMccabe Thielesparsh dateyNoch keine Bewertungen
- Gas AbsorptionDokument35 SeitenGas AbsorptionSata AjjamNoch keine Bewertungen
- Mccabe ThieleDokument63 SeitenMccabe ThieleAshlesh MangrulkarNoch keine Bewertungen
- 5 - McCabe-ThieleDokument22 Seiten5 - McCabe-ThieleOne PieceNoch keine Bewertungen
- Distillation Column ModelingDokument8 SeitenDistillation Column ModelingMohamed GuenouneNoch keine Bewertungen
- Lle Design PaperDokument14 SeitenLle Design PaperRamesh ReddyNoch keine Bewertungen
- Synthesis and Optimization of Distillation Sequences For The Separation of Azeotropic MixturesDokument6 SeitenSynthesis and Optimization of Distillation Sequences For The Separation of Azeotropic MixturesSilvio Latini SpahnNoch keine Bewertungen
- Plotting Mccabe-Thiele Diagrams in Microsoft Excel: Manual, by MacdonaldDokument11 SeitenPlotting Mccabe-Thiele Diagrams in Microsoft Excel: Manual, by MacdonaldHarsh DarjiNoch keine Bewertungen
- Basic MathematicsDokument490 SeitenBasic MathematicsPrashant Kumar100% (1)
- Supercritical For SubmitionDokument7 SeitenSupercritical For SubmitionPrashant KumarNoch keine Bewertungen
- SSC CGL2013 Re Exam Paper Gr8AmbitionZDokument33 SeitenSSC CGL2013 Re Exam Paper Gr8AmbitionZArvind BajpaiNoch keine Bewertungen
- Ponchon-Savarit Method - Mass Transfer Solved Problems - MsubbuDokument5 SeitenPonchon-Savarit Method - Mass Transfer Solved Problems - MsubbuUtkarsh Kapoor100% (1)
- Advanced Oxidation Processes - CurrentDokument22 SeitenAdvanced Oxidation Processes - Currentanhnamht1100% (1)
- R06 - 35SI. Ice RiskDokument11 SeitenR06 - 35SI. Ice RiskWilliam RuizNoch keine Bewertungen
- User Manual: Electronic ControlDokument72 SeitenUser Manual: Electronic ControlChí Khang NguyễnNoch keine Bewertungen
- NucTheor&Applic Proc 2011Dokument500 SeitenNucTheor&Applic Proc 2011Valeriy PostnikovNoch keine Bewertungen
- Technical Service BulletinDokument7 SeitenTechnical Service BulletinMuhammad SohailNoch keine Bewertungen
- Sem) /sec B Sub: Heat & Mass Transfer Sub Code: 120503Dokument1 SeiteSem) /sec B Sub: Heat & Mass Transfer Sub Code: 120503RohanNoch keine Bewertungen
- 5E Lesson PlanDokument2 Seiten5E Lesson PlanJohn Paul M. GalvezNoch keine Bewertungen
- Heat Transfer Checklist For The PE ExamDokument2 SeitenHeat Transfer Checklist For The PE ExamAfzalul Karim NirvickNoch keine Bewertungen
- Eco VDokument47 SeitenEco Vfiguera20Noch keine Bewertungen
- Tutorial 3 PDFDokument2 SeitenTutorial 3 PDFyatiNoch keine Bewertungen
- Heat Transfer Throuugh Plane WallDokument2 SeitenHeat Transfer Throuugh Plane WallTauseef HassanNoch keine Bewertungen
- Transient Heat Conduction+SemiInfiniteDokument22 SeitenTransient Heat Conduction+SemiInfiniteEn CsakNoch keine Bewertungen
- Heat Pipe Cooling Technology For Desktop PC CPUDokument8 SeitenHeat Pipe Cooling Technology For Desktop PC CPUTahmid SadiNoch keine Bewertungen
- Heat Sink Analytical Modeling PFC Joaquim Guitart Corominas PDFDokument53 SeitenHeat Sink Analytical Modeling PFC Joaquim Guitart Corominas PDFJyoti AgrawalNoch keine Bewertungen
- Window AC Breeze Master R410ADokument2 SeitenWindow AC Breeze Master R410ARAFID SUHAILNoch keine Bewertungen
- Ref ModulesDokument148 SeitenRef ModuleshoneyNoch keine Bewertungen
- Design of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruDokument4 SeitenDesign of Evaporator Cooling Coil For Cooling Load Abhijeet Samal1 Mechanical Engineering B.M.S College of Engineering, BengaluruPT VeritasNoch keine Bewertungen
- Che 314: Heat TransferDokument5 SeitenChe 314: Heat TransferMason LeeNoch keine Bewertungen
- Humidification Solutions - Armstrong UniversityDokument29 SeitenHumidification Solutions - Armstrong UniversityHector MendesNoch keine Bewertungen
- Calculations 2Dokument3 SeitenCalculations 2LeoNoch keine Bewertungen
- Theoretical and Experimental Analysis of Liquid Flooded CompressiDokument622 SeitenTheoretical and Experimental Analysis of Liquid Flooded CompressiTao YeNoch keine Bewertungen
- Heat Load CapacityDokument23 SeitenHeat Load CapacityIsrael MuhiNoch keine Bewertungen